Instalación de bisagras industriales: ¿Cuándo necesita plantillas para bisagras?
Los grados de protección IP son algo más que problemas estéticos: son cuellos de botella en la producción que acaban con la rentabilidad. Para los ingenieros y directivos, el reto no consiste sólo en instalar un bisagra-es lograr la repetibilidad a escala sin depender de la habilidad variable de los operarios. Esta guía va más allá de los conceptos básicos de la disposición manual, utilizando datos de ingeniería y análisis de fallos para demostrar por qué la transición a las plantillas de bisagra es fundamental para eliminar el error humano y garantizar la fiabilidad del proceso.
Definiciones terminológicas básicas
Para garantizar la claridad, debemos definir los términos clave en un contexto industrial, distinguiéndolos de los escenarios de consumo de la madera.
Plantilla industrial para bisagras
Una herramienta de posicionamiento de precisión diseñada específicamente para paneles de metal, compuestos o plásticos de ingeniería. Normalmente mecanizadas en acero endurecido o aleación de aluminio, estas plantillas contienen casquillos de taladro endurecidos para guiar la broca y controlar estrictamente la perpendicularidad del agujero.
Plantilla de perforación
Herramienta plana sencilla, a menudo una fina lámina de acero cortada con láser, que se utiliza para marcar las posiciones de los centros de los orificios. A diferencia de una plantilla, una plantilla no proporciona necesariamente una guía física para el cuerpo de la broca.
Coaxialidad
En los sistemas de bisagras múltiples, los ejes de todas las bisagras deben alinearse a lo largo de una única línea recta teórica. La desviación da lugar al "Axis Binding".
Poka-yoke(Corrección de errores)
Filosofía de diseño incorporada a las plantillas en las que las limitaciones físicas hacen imposible que un operario instale la bisagra en la orientación o ubicación incorrectas.
Puntos de referencia del sector: Manual vs. asistido por plantilla
Los siguientes datos comparan la eficiencia y la precisión a partir de datos generales de fabricación de armarios industriales (basados en un taller de chapa de tamaño medio que produce entre 50 y 100 unidades al día).
| Métrica | Marcado manual | Plantilla/fijación asistida | Diferencial |
| Promedio Tiempo de instalación (por bisagra) | 3,5 - 5,0 minutos | 0,5 - 1,0 minutos | 400%+ Ganancia de eficiencia |
| Repetibilidad de posición | +/- 0,5 mm | +/- 0,1 mm | Ganancia de precisión 5x |
| Tasa de chatarra | 1.5% – 3.0% | < 0,1% | Reducción significativa |
| Habilidades requeridas | Alta (oficios cualificados) | Baja (Operador general) | Menor barrera de entrada |
¿Por qué utilizar plantillas? Una inmersión técnica
Precisión y alineación
En el caso de las bisagras de piano o de las puertas de alta resistencia con más de 3 bisagras, incluso las desviaciones microscópicas son críticas. Según ISO 2768-m (Tolerancias generales), si un panel de puerta tiene una altura de 1000 mm y la desviación vertical entre los orificios de montaje supera los 0,5 mm, la fuerza de cizalladura lateral generada durante el cierre aumenta considerablemente.
Este estrés provoca:
- Desgaste acelerado del pasador de la bisagra.
- "Chirridos" o atascos durante el funcionamiento.
- Compresión desigual de las juntas, lo que provoca IP65/IP66 fracaso bajo IEC 60529 normas.
Eficacia y coherencia de la producción
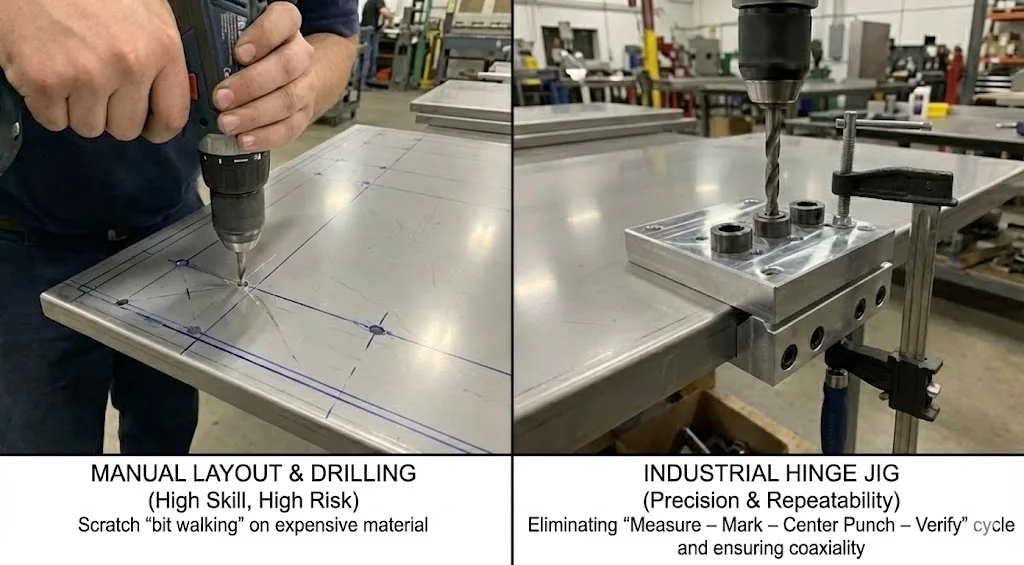
En la producción en serie de armarios eléctricos o unidades de climatización, el tiempo es coste. Las plantillas eliminan el ciclo "Medir - Marcar - Centrar - Verificar".
- Sin plantilla: Medir coordenadas X/Y -> Trazar -> Perforar el centro -> Agujero piloto -> Agujero final.
- Con plantilla: Sujete la plantilla al borde -> Taladre.
Reducción del costoso material de desecho

Para la maquinaria alimentaria o los dispositivos médicos que utilizan acero inoxidable 304 o 316, los costes de los paneles son elevados. El taladrado manual suele dar lugar a "caminar un pocoarañazos en superficies pulidas a espejo, o agujeros mal colocados que no se pueden rellenar. La plantilla actúa como escudo físico y como guía.
Estudio de caso y ejemplo práctico: Instalación de bisagras de torsión
Antecedentes: Un fabricante de dispositivos médicos utiliza bisagras de torsión constante en un soporte de pantalla.
Problema: Los clientes informaron de una grave degradación del par y de dificultades para girar la pantalla después de sólo tres meses.
Análisis técnico
Las bisagras de torsión se basan en la fuerza normal entre discos de fricción. Si los ejes de las bisagras no son paralelos, la rotación induce una carga radial.
Modelo de cálculo simplificado:
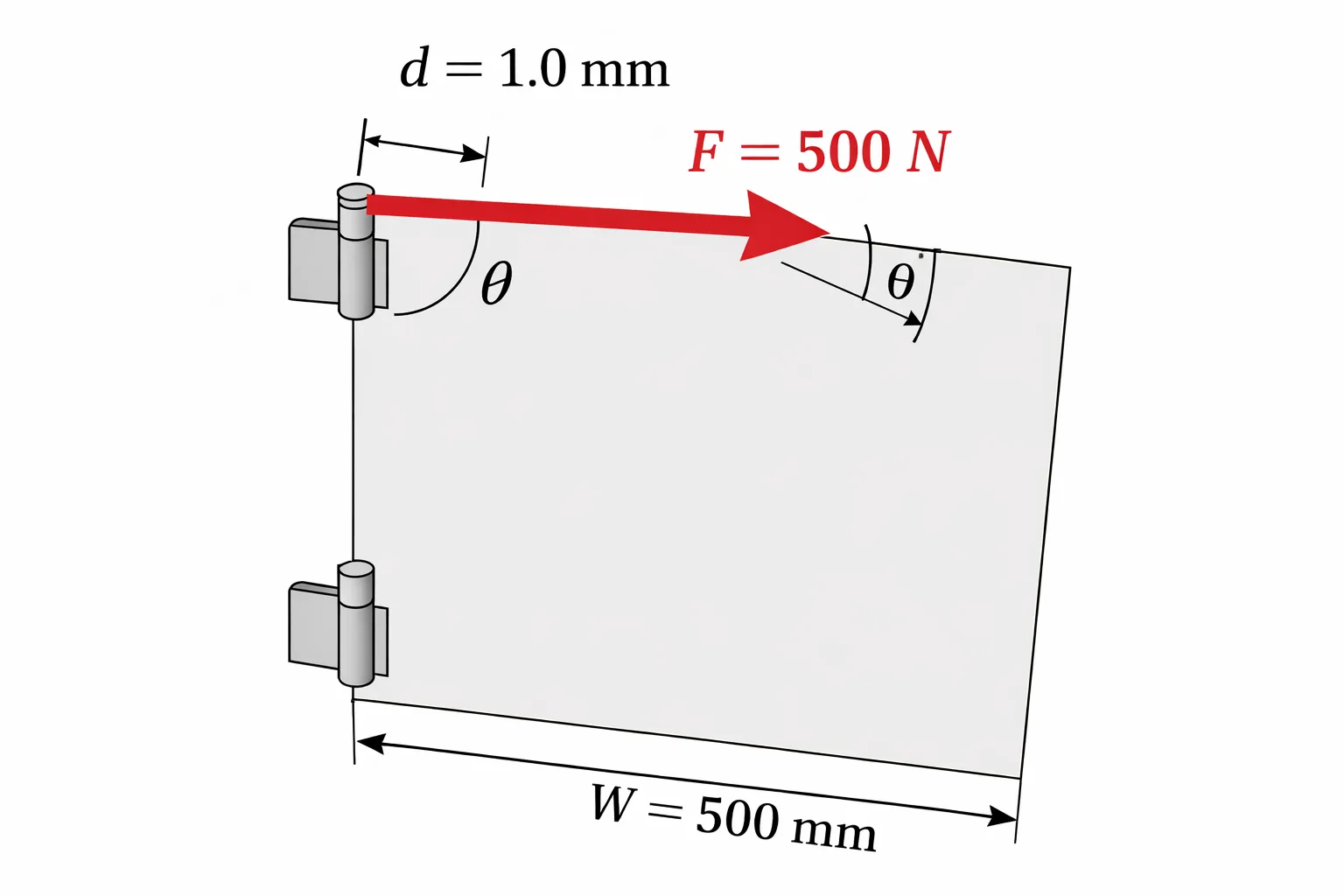
- Asumir anchura de puerta An = 500 mm.
- La bisagra izquierda es perfecta. La bisagra derecha está desplazada en el eje Y (perpendicular al eje) en d = 1,0 mm.
- Ángulo de desalineación theta durante la rotación:tan(theta) = d / W = 1,0 / 500 = 0,002
Aunque el ángulo es pequeño, para una bisagra de fricción de precisión, esto crea un momento de flexión en el pasador.
- Asumiendo la rigidez de la bisagra k = 500 N/mm (estimado).
- Fuerza lateral causada por la desalineación:F = k * d = 500 * 1,0 = 500 N
Conclusión: Cada rotación obliga a la bisagra a soportar 500 N adicionales de fuerza lateral. Esto supera la capacidad de carga radial de la bisagra, exprimiendo la grasa interna y provocando un rápido desgaste del disco de fricción.
Solución: La implementación de una plantilla de taladrado mecanizada por CNC controló la desviación del orificio con una precisión de 0,05 mm, lo que resolvió el fallo.
Matriz de decisión: ¿Necesita una plantilla?
No todas las situaciones requieren un presupuesto para plantillas a medida. Utilice esta matriz para decidir:
Escenario A: Imprescindible (crítico)
- Bisagras ocultas: Exigir recortes específicos de ángulo R o avellanados que las herramientas manuales no puedan estabilizar.
- Bisagras de torsión/amortiguación: Extremadamente sensible a la coaxialidad (como se ha calculado anteriormente).
- Altos grados de protección IP ( NEMA 4/4XIP65+): Las juntas requieren una compresión uniforme (normalmente 30-50%). Una desviación de 1 mm provoca puntos de fuga.
- Paneles pesados (>50 kg): Cualquier inclinación es amplificada por el brazo de momento, causando el hundimiento de la puerta.
Escenario B: Opcional
- Bisagras de agujero ranurado: El diseño de las bisagras incluye un margen de ajuste (normalmente +/- 2 mm), lo que permite ajustarlas después de la instalación.
- Bisagras soldadas: Normalmente se utilizan bloques magnéticos o simples separadores en lugar de plantillas de taladrado.
- Prototipos/Reparación: El coste de fabricación de la plantilla supera el valor de la pieza.
Análisis modal de fallos y efectos (FMEA) - Instalación de bisagras
| Modo de fallo | Causa potencial | Efecto | Riesgo (RPN) |
| Orificios excéntricos | Deslizamiento manual del punzón / Desviación de la broca | Los tornillos no asientan; forzarlos desgasta las roscas. | Alta |
| Desalineación de ejes | Error de marcado en la altura de la bisagra | Alta resistencia, fractura de bisagras, generación de polvo metálico. | Grave |
| Daños superficiales | La broca "camina" sobre la superficie | Capa de pasivación del acero inoxidable dañada; formación de óxido. | Medio |
| Fallo de la junta | Profundidad/posición inadecuadas | Entrada de agua/polvo; daños en los componentes electrónicos. | Alta |
Lista de comprobación operativa: Instalación de alta precisión
Si opta por el punzonado CNC totalmente automatizado, siga estas prácticas recomendadas:
Preparación de plantillas
- Asegúrese de que la dureza del material de la plantilla supera la dureza de la pieza de trabajo (por ejemplo, utilice casquillos de carburo para acero inoxidable).
- Verifique el Borde del punto de referencia en la plantilla de desgaste.
Inspección previa a la perforación
- Confirme que el grosor del panel coincide con la longitud del tornillo de la bisagra.
- Para acero inoxidable 304/316, preparar Brocas de cobalto o brocas de metal duro.
El proceso de instalación
- Sujeción: Utilice abrazaderas de palanca para fijar la plantilla. Nunca sujete una plantilla con la mano mientras taladra.
- Lubricación: El aceite de corte es obligatorio para reducir la acumulación de calor (el calor provoca dilataciones que afectan a la precisión de los orificios).
- Desbarbado: Limpiar la salida del orificio. Las rebabas actuarán como cuñas, impidiendo que la bisagra se asiente a ras.
Validación
- La puerta no debe retroceder ni atascarse en estado libre (a menos que esté cargada por resorte).
- Utilice galgas de espesores para comprobar que las holguras son uniformes en todo el perímetro.
PREGUNTAS FRECUENTES
P1: Para lotes pequeños (<50 unidades), las plantillas de acero son demasiado caras. ¿Existen alternativas?
A: Utilice Impresión 3D (SLA/SLS) para crear una plantilla de resina y, a continuación, introducir a presión casquillos de taladro metálicos estándar. Este método híbrido es rápido, barato y suficientemente preciso para las necesidades industriales generales.
P2: El corte por láser moderno ya hace agujeros. Necesito una plantilla?
A: Si su chapa está totalmente cortada por láser CNC, por lo general no necesitará una plantilla de taladrado (esto se denomina "utillaje blando"). Sin embargo, para las bisagras soldadas, incluso con marcas láser, se recomienda un útil de soldadura para evitar que la distorsión térmica afecte a la alineación.
P3: ¿Por qué mi broca camina siempre sobre acero inoxidable?
A: El acero inoxidable es duro y liso. Sin una plantilla debe Utilice un punzón central para crear un chavetero. Con una plantilla, asegúrese de que se asienta firmemente contra la superficie y utilice brocas cortas ("stub") para obtener la máxima rigidez.
P4: ¿Significan las bisagras ajustables en 3D que no necesito taladros precisos?
A: Se trata de un error peligroso. El ajuste 3D (arriba/abajo, izquierda/derecha, dentro/fuera) está diseñado para compensar las tolerancias de fabricación de la puerta y el envejecimiento de la junta, no para arreglar taladros descuidados. Una desviación excesiva del taladro consumirá todo su recorrido de ajuste, dejando un margen nulo para futuras tareas de mantenimiento.
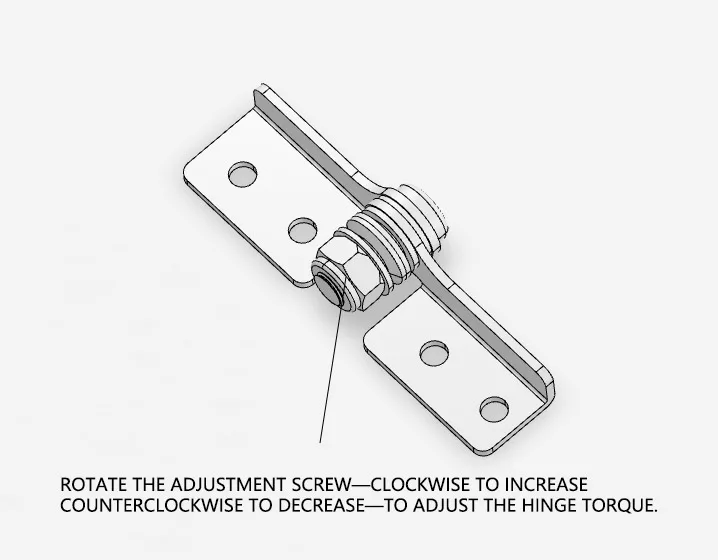
P5: ¿Por qué ha aumentado el valor del par de apriete después de instalar mis bisagras dinamométricas?
A: Es probable que no haya aumentado el par, sino la fricción. Retire una bisagra y pruebe la otra. Si giran suavemente de forma individual, pero se bloquean cuando se emparejan, los ejes están desalineados. Necesitas una plantilla para corregir la coaxialidad.
P6: ¿Necesito una plantilla para extrusiones de aluminio?
A: Las extrusiones suelen tener ranuras en T estándar. Si se utilizan bisagras diseñadas para tuercas en T, la ranura sirve de guía. Sin embargo, si taladra y rosca directamente en la cara de aluminio, necesitará una plantilla para evitar la desviación de la broca en la superficie curva o lisa.