Установка промышленных петель: Когда нужны петли?
IP-рейтинги - это не просто косметические проблемы; это узкие места в производстве, которые убивают рентабельность. Перед инженерами и менеджерами стоит задача не просто установить петля-это достижение повторяемости в масштабе, не зависящее от переменчивого мастерства операторов. Это руководство выходит за рамки основ ручной компоновки, используя инженерные данные и анализ отказов, чтобы продемонстрировать, почему переход на шарнирные приспособления имеет решающее значение для устранения человеческого фактора и обеспечения надежности процесса.
Основные терминологические определения
Чтобы обеспечить ясность, мы должны определить ключевые термины в промышленном контексте, отличая их от потребительских сценариев деревообработки.
Промышленные петли
Прецизионный инструмент для позиционирования, разработанный специально для металлических, композитных или инженерных пластиковых панелей. Как правило, эти приспособления изготавливаются из закаленной стали или алюминиевого сплава и содержат закаленные втулки для сверл для направления сверла и строгого контроля перпендикулярности отверстия.
Шаблон для сверления
Простой плоский инструмент, часто вырезанный лазером тонкий стальной лист, используемый для разметки положения центра отверстия. В отличие от оснастки, шаблон не обязательно обеспечивает физическое направление тела сверла.
Коаксиальность
В многошарнирных системах оси всех шарниров должны располагаться вдоль одной теоретической прямой. Отклонение приводит к "привязке оси".
Poka-yoke(Работа над ошибками)
Философия конструкции, используемая в зажимных приспособлениях, когда физические ограничения не позволяют оператору установить петлю в неправильной ориентации или месте.
Отраслевые эталоны: Ручной и вспомогательный станок
Следующие данные сравнивают эффективность и точность на основе общих данных по производству промышленных корпусов (на основе среднего цеха по производству листового металла, выпускающего 50-100 единиц продукции в день).
| Метрика | Ручная маркировка | Помощь в изготовлении приспособлений | Дифференциальный |
| Среднее время. Время установки (на одну петлю) | 3,5 - 5,0 мин. | 0,5 - 1,0 мин. | 400%+ Коэффициент полезного действия |
| Повторяемость положения | +/- 0,5 мм | +/- 0,1 мм | 5-кратный прецизионный коэффициент усиления |
| Количество лома | 1.5% – 3.0% | < 0,1% | Значительное сокращение |
| Требования к навыкам | Высокий (квалифицированные профессии) | Низкий (оператор общего назначения) | Снижение барьера для входа |
Зачем использовать оснастку? Техническое погружение
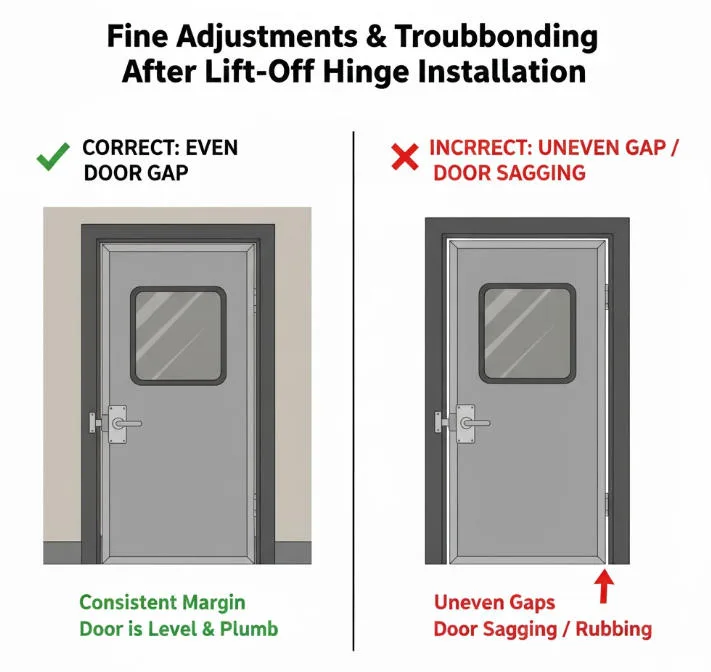
Точность и выравнивание
Для петель Piano или тяжелых дверей с 3+ петлями даже микроскопические отклонения имеют решающее значение. Согласно ISO 2768-m (Общие допуски), если высота дверной панели составляет 1000 мм, а вертикальное отклонение между монтажными отверстиями превышает 0,5 мм, то боковое сдвигающее усилие, возникающее при закрывании, значительно возрастает.
Это приводит к стрессу:
- Ускоренный износ штифта шарнира.
- "Скрип" или скрежет во время работы.
- Неравномерное сжатие прокладок, что приводит к IP65/IP66 провал под IEC 60529 стандарты.
Эффективность и последовательность производства
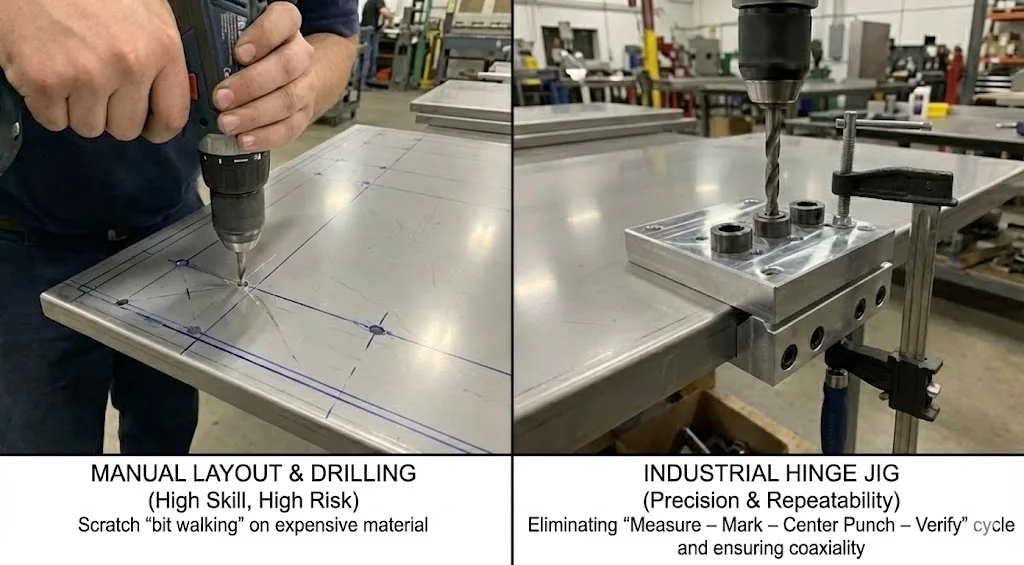
При массовом производстве электрических шкафов или блоков HVAC время - это цена. Приспособления устраняют цикл "измерение - разметка - центровка - проверка".
- Без джига: Измерьте координаты X/Y -> Прорежьте -> Центровой пробойник -> Пилотное отверстие -> Окончательное отверстие.
- С джигом: Зажмите джиг на краю -> просверлите.
Сокращение количества дорогостоящего материального лома

Для пищевого оборудования или медицинских приборов, использующих нержавеющую сталь 304 или 316, стоимость панелей высока. Ручное сверление часто приводит к "небольшая прогулкацарапины на зеркально отполированных поверхностях или неправильно расположенные отверстия, которые невозможно заполнить. Приспособление служит одновременно физическим щитом и направляющей.
Пример из практики: Установка динамометрической петли
История вопроса: Производитель медицинского оборудования использует шарниры с постоянным крутящим моментом для крепления дисплея.
Проблема: Покупатели сообщали о сильном снижении крутящего момента и трудностях с поворотом экрана уже через три месяца.
Технический анализ
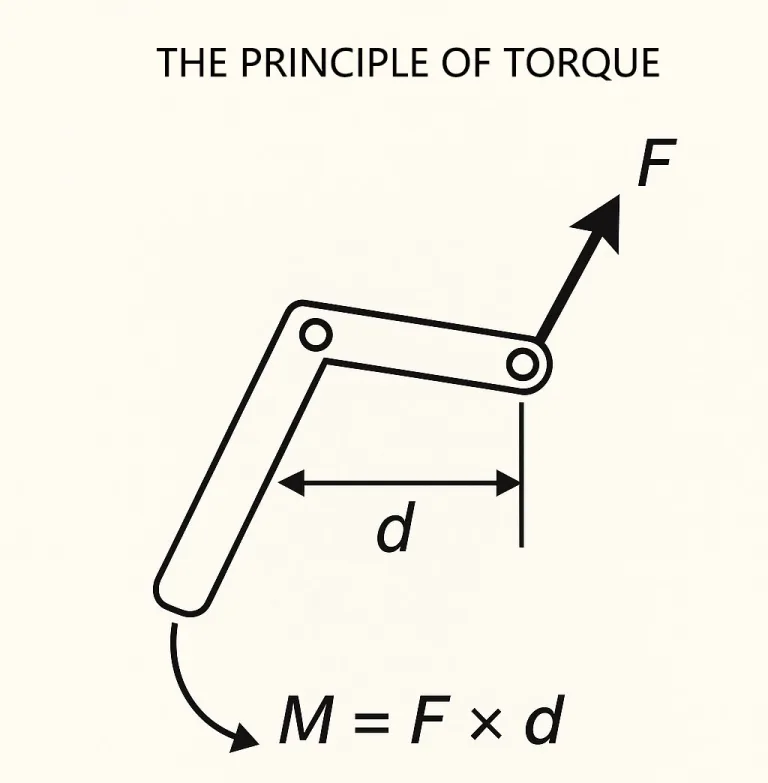
Моментные петли опираются на нормальную силу между фрикционные диски. Если оси шарниров не параллельны, вращение вызывает радиальную нагрузку.
Упрощенная модель расчета:
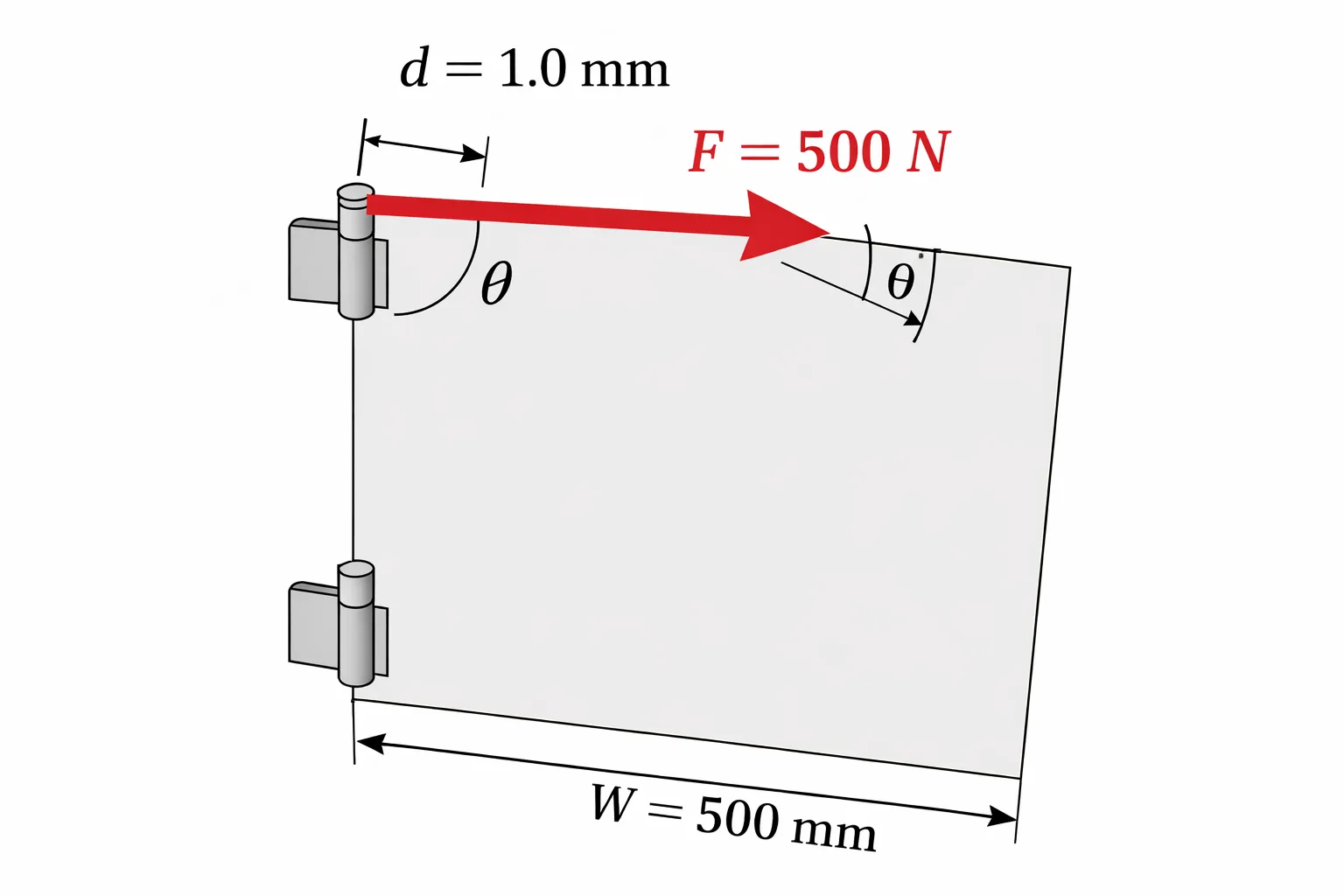
- Предполагаемая ширина двери Ш = 500 мм.
- Левый шарнир идеален. Правый шарнир смещен по оси Y (перпендикулярно оси) на d = 1,0 мм.
- Угол несоосности тета во время вращения:tan(theta) = d / W = 1,0 / 500 = 0,002
Хотя угол небольшой, для прецизионного фрикционного шарнира он создает изгибающий момент на штифте.
- Предполагается, что жесткость шарнира k = 500 Н/мм (по оценкам).
- Боковая сила, вызванная несоосностью: F = k * d = 500 * 1,0 = 500 Н
Вывод: При каждом повороте шарнир испытывает дополнительное боковое усилие в 500 Н. Это превышает номинальную радиальную нагрузку шарнира, выдавливая внутреннюю смазку и вызывая быстрый износ фрикционного диска.
Решение: Внедрение сверлильного станка с ЧПУ позволило контролировать отклонение отверстия в пределах 0,05 мм и устранить неисправность.
Матрица принятия решений: Нужна ли вам джига?
Не каждый сценарий требует бюджета на изготовление оснастки на заказ. Используйте эту матрицу, чтобы принять решение:
Сценарий A: Must-Have (критический)
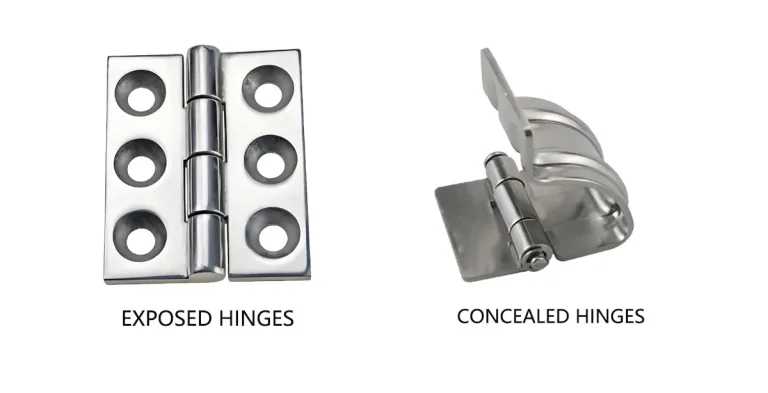
- Скрытые петли: Требуются специальные вырезы с углом R или цековки, которые не могут быть выполнены ручным инструментом.
- Крутящий момент/Демпфирующие петли: Чрезвычайно чувствителен к коаксиальности (как рассчитано выше).
- Высокие показатели IP ( NEMA 4/4X, IP65+): Прокладки требуют равномерного сжатия (обычно 30-50%). Отклонение в 1 мм приводит к образованию мест утечки.
- Тяжелые панели (>50 кг): Любой наклон усиливается рычагом момента, что приводит к провисанию двери.
Сценарий B: Необязательный
- Петли со щелевым отверстием: Конструкция петли предусматривает регулировочный припуск (обычно +/- 2 мм), позволяющий настроить ее после установки.
- Приварные петли: Обычно используют магнитные блоки или простые прокладки, а не сверлильные станки.
- Прототипирование/ремонт: Стоимость изготовления оснастки превышает стоимость детали.
Анализ режимов и последствий отказов (FMEA) - Установка петель
| Режим отказа | Потенциальная причина | Эффект | Риск (RPN) |
| Эксцентриковые отверстия | Проскальзывание пуансона вручную / Отклонение сверла | Винты не садятся на свои места; при нажиме на них срывается резьба. | Высокий |
| Несоосность осей | Ошибка в маркировке высоты петли | Высокая прочность, разрушение шарнира, образование металлической пыли. | Тяжелые |
| Повреждение поверхности | Сверло "гуляет" по поверхности | Пассивирующий слой на SS поврежден; образуется ржавчина. | Средний |
| Разрушение уплотнения | Неправильная глубина/положение | Попадание воды/пыли; повреждение электронных компонентов. | Высокий |
Оперативный контрольный список: Внедрение высокоточной установки
Если вы отказываетесь от полностью автоматизированной штамповки с ЧПУ, следуйте следующим рекомендациям:
Подготовка к работе
- Убедитесь, что твердость материала шаблона превышает твердость заготовки (например, используйте твердосплавные втулки для нержавеющей стали).
- Проверьте Датируемый край на шаблоне на предмет износа.
Проверка перед бурением
- Убедитесь, что толщина панели соответствует длине винтов петель.
- Для нержавеющей стали 304/316 подготовьте Кобальтовые сверла или твердосплавные сверла.
Процесс установки
- Зажим: Для фиксации шаблона используйте тумблерные зажимы. Никогда не держите шаблон руками во время сверления.
- Смазка: Режущее масло обязательно для снижения теплообразования (тепло вызывает расширение, что влияет на точность отверстий).
- Снятие заусенцев: Очистите выходное отверстие. Заусенцы будут действовать как прокладки, не позволяя петле сидеть ровно.
Валидация
- В свободном состоянии дверь не должна отходить или заедать (если она не подпружинена).
- С помощью щупов проверьте равномерность зазоров по периметру.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
Вопрос 1: Для небольших партий (<50 единиц) стальная оснастка слишком дорога. Альтернативы?
A: Используйте 3D-печать (SLA/SLS) для создания шаблона из смолы, а затем запрессовывают стандартные металлические втулки для сверл. Этот гибридный подход является быстрым, дешевым и достаточно точным для общепромышленных нужд.
Q2: Современная лазерная резка уже делает отверстия. Нужна ли мне оснастка?
A: Если ваш металлический лист полностью вырезан лазером на ЧПУ, вам обычно не требуется приспособление для сверления (это так называемая "мягкая оснастка"). Однако для сварных петель, даже с лазерной разметкой, рекомендуется использовать приспособление для сварки, чтобы предотвратить термические искажения, влияющие на выравнивание.
Q3: Почему мое сверло всегда ходит по нержавеющей стали?
A: Нержавеющая сталь твердая и гладкая. Без приспособления вы обязательно Используйте центральный пробойник для создания углубления. С помощью джига убедитесь, что он плотно прилегает к поверхности, и используйте короткие сверла для максимальной жесткости.
Q4: Означают ли регулируемые петли 3D отсутствие необходимости в точном сверлении?
A: Это опасное заблуждение. 3D-регулировка (вверх/вниз, L/R, In/Out) предназначена для компенсации допусков на изготовление двери и старения уплотнителя, не чтобы исправить неаккуратное сверление. Чрезмерное отклонение отверстий израсходует весь ход регулировки, оставив ноль возможностей для дальнейшего обслуживания.
Q5: Почему значение крутящего момента увеличилось после установки моих динамометрических петель?
A: Скорее всего, увеличился не крутящий момент, а трение. Снимите один шарнир и проверьте другой. Если по отдельности они вращаются плавно, а в паре сцепляются, значит, оси не соосны. Вам понадобится приспособление, чтобы исправить соосность.
Q6: Нужна ли мне оснастка для алюминиевых экструзий?
A: Экструзии обычно имеют стандартные Т-образные пазы. Если вы используете петли, предназначенные для Т-образных гаек, прорезь служит ориентиром. Однако если вы сверлите и нарезаете резьбу непосредственно в алюминиевой поверхности, необходима оснастка для предотвращения отклонения сверла на изогнутой или гладкой поверхности.