Industrielle Scharniermontage: Wann brauchen Sie Scharniervorrichtungen?
IP-Einstufungen sind mehr als nur kosmetische Probleme; sie sind Produktionsengpässe, die die Rentabilität beeinträchtigen. Für Ingenieure und Manager besteht die Herausforderung nicht nur in der Installation einer Scharnier-Es geht darum, Wiederholbarkeit in großem Maßstab zu erreichen, ohne sich auf die unterschiedlichen Fähigkeiten der Bediener zu verlassen. Dieser Leitfaden geht über die Grundlagen des manuellen Layouts hinaus und zeigt anhand von technischen Daten und Fehleranalysen, warum die Umstellung auf Scharniervorrichtungen entscheidend für die Vermeidung menschlicher Fehler und die Gewährleistung der Prozesssicherheit ist.
Kernterminologie Definitionen
Um Klarheit zu schaffen, müssen wir die Schlüsselbegriffe in einem industriellen Kontext definieren und sie von den Szenarien der Holzverarbeitung für Verbraucher unterscheiden.
Industrielle Scharnierschablone
Ein Präzisionspositionierungswerkzeug, das speziell für Metall-, Verbundstoff- oder technische Kunststoffplatten entwickelt wurde. Diese Vorrichtungen werden in der Regel aus gehärtetem Stahl oder einer Aluminiumlegierung hergestellt und enthalten gehärtete Bohrbuchsen zur Führung des Bohrers und zur strengen Kontrolle der Rechtwinkligkeit des Lochs.
Bohrschablone
Ein einfaches flächiges Werkzeug, oft ein lasergeschnittenes dünnes Stahlblech, das zur Markierung der Lochmitte verwendet wird. Im Gegensatz zu einer Schablone bietet eine Schablone nicht unbedingt eine physische Führung für den Bohrerkörper.
Koaxialität
Bei Mehrgelenksystemen müssen die Achsen aller Gelenke entlang einer einzigen theoretischen Geraden ausgerichtet sein. Eine Abweichung führt zu einer "Achsenbindung".
Poka-yoke(Fehlersicherung)
Eine Konstruktionsphilosophie, die in Vorrichtungen integriert ist, bei denen es aufgrund physikalischer Zwänge unmöglich ist, dass ein Bediener das Scharnier in der falschen Ausrichtung oder an der falschen Stelle anbringt.
Industrie-Benchmarks: Manuell vs. vorrichtungsunterstützt
Die folgenden Daten vergleichen Effizienz und Präzision auf der Grundlage allgemeiner Fertigungsdaten für Industriegehäuse (basierend auf einer mittelgroßen Blechwerkstatt, die 50-100 Einheiten/Tag produziert).
| Metrisch | Manuelle Markierung | Vorrichtungs-/Vorrichtungshilfe | Unterschiedliche |
| Durchschnittl. Installationszeit (pro Scharnier) | 3,5 - 5,0 Minuten | 0,5 - 1,0 Minuten | 400%+ Wirkungsgradverstärkung |
| Wiederholbarkeit der Position | +/- 0,5 mm | +/- 0,1 mm | 5x Präzisionsverstärkung |
| Ausschußquote | 1.5% – 3.0% | < 0,1% | Erhebliche Verringerung |
| Anforderung an die Fertigkeiten | Hoch (Handwerksberufe) | Niedrig (General Operator) | Niedrigere Eintrittsbarriere |
Warum Jigs verwenden? Ein technischer Tiefflug
Präzision und Ausrichtung
Bei Piano-Scharnieren oder hochbelastbaren Türen mit mehr als 3 Scharnieren sind selbst mikroskopisch kleine Abweichungen kritisch. Laut ISO 2768-m (Allgemeine Toleranzen), wenn ein Türblatt 1000 mm hoch ist und die vertikale Abweichung zwischen den Befestigungslöchern mehr als 0,5 mm beträgt, erhöht sich die seitliche Scherkraft, die beim Schließen entsteht, erheblich.
Dieser Stress führt zu:
- Beschleunigte Abnutzung des Scharnierstifts.
- "Quietschen" oder Bindung während des Betriebs.
- Ungleichmäßige Kompression der Dichtungen, die zu IP65/IP66 Ausfall unter IEC 60529 Normen.
Produktionseffizienz und Konsistenz
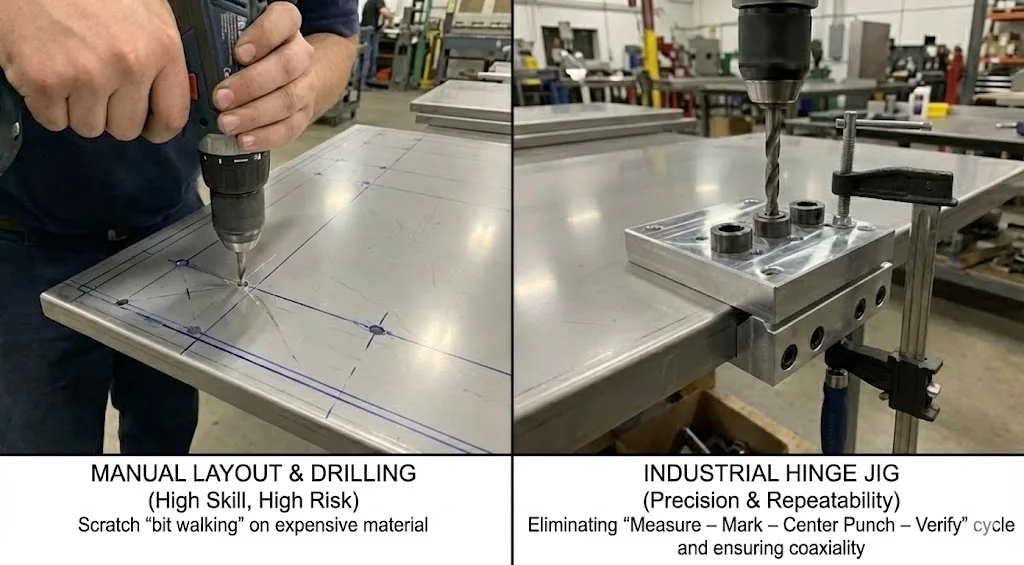
Bei der Massenproduktion von Schaltschränken oder HVAC-Einheiten ist Zeit ein Kostenfaktor. Mit Vorrichtungen entfällt der Zyklus "Messen - Markieren - Körnen - Prüfen".
- Ohne Jig: Messen der X/Y-Koordinaten -> Anreißen -> Körnerbohrung -> Vorbohrung -> endgültige Bohrung.
- Mit Jig: Schablone an der Kante einspannen -> Bohren.
Verringerung des teuren Materialabfalls

Bei Lebensmittelmaschinen oder medizinischen Geräten, für die Edelstahl 304 oder 316 verwendet wird, sind die Kosten für Platten hoch. Manuelles Bohren führt oft zu "Bit-WalkingKratzer auf hochglanzpolierten Oberflächen oder fehlplatzierte Löcher, die nicht gefüllt werden können. Die Schablone dient sowohl als physischer Schutz als auch als Führung.
Fallstudie und praktisches Beispiel: Einbau eines Drehmomentscharniers
Hintergrund: Ein Hersteller medizinischer Geräte verwendet Scharniere mit konstantem Drehmoment für eine Display-Halterung.
Problem: Kunden berichteten von einer starken Verschlechterung des Drehmoments und Schwierigkeiten beim Drehen des Bildschirms nach nur drei Monaten.
Technische Analyse
Drehmomentscharniere beruhen auf der Normalkraft zwischen Reibscheiben. Wenn die Achsen der Scharniere nicht parallel sind, führt die Drehung zu einer radialen Belastung.
Vereinfachtes Berechnungsmodell:
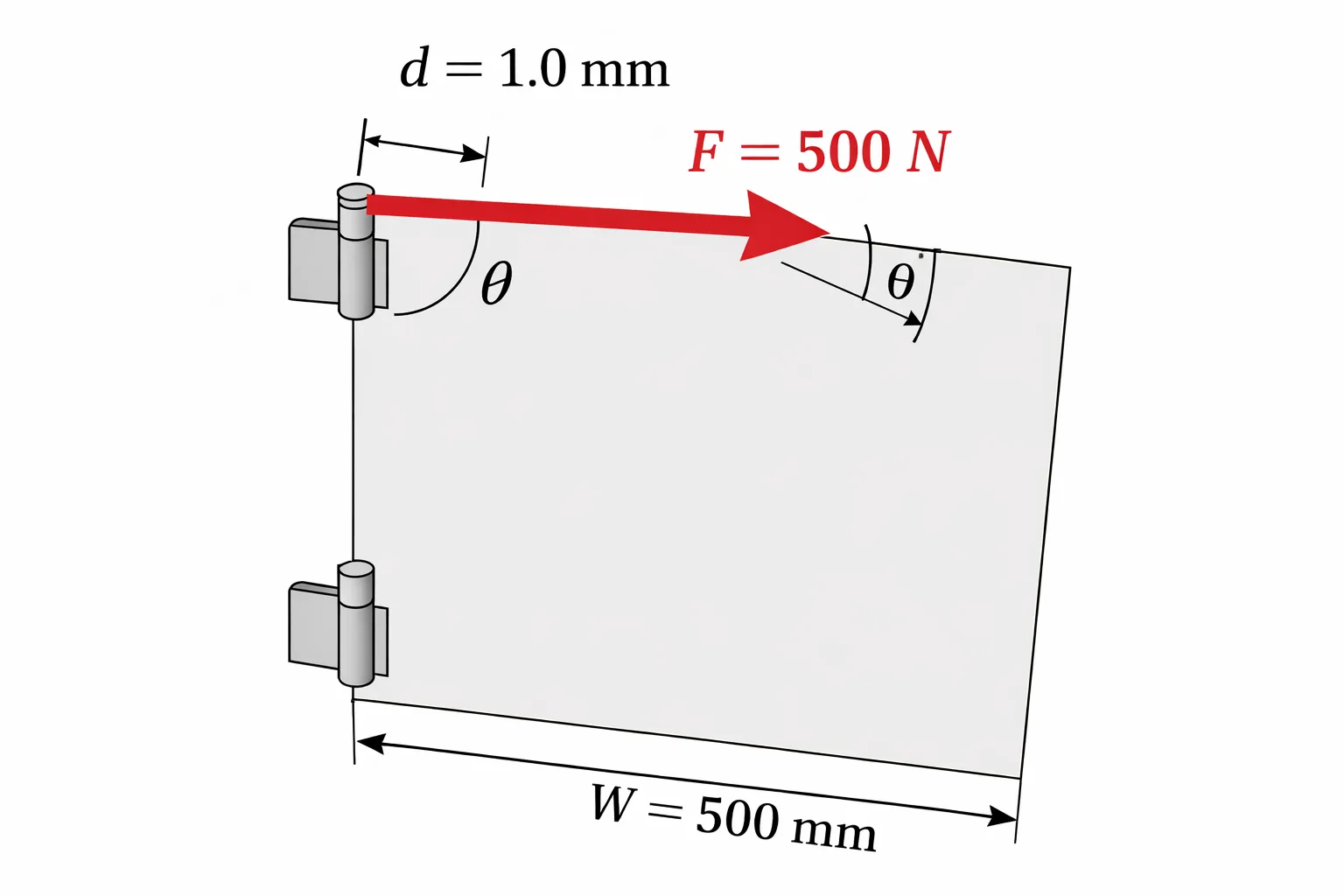
- Angenommene Türbreite B = 500 mm.
- Das linke Scharnier ist perfekt. Rechtes Scharnier ist in der Y-Achse (senkrecht zur Achse) versetzt um d = 1,0 mm.
- Versatzwinkel theta während der Drehung: tan(theta) = d / W = 1,0 / 500 = 0,002
Der Winkel ist zwar klein, aber bei einem Präzisionsreibungsscharnier erzeugt dies ein Biegemoment auf den Stift.
- Angenommene Gelenksteifigkeit k = 500 N/mm (geschätzt).
- Seitenkraft durch Ausrichtungsfehler: F = k * d = 500 * 1,0 = 500 N
Schlussfolgerung: Jede Drehung zwingt das Scharnier, eine zusätzliche seitliche Kraft von 500N zu tragen. Dies übersteigt die radiale Belastbarkeit des Scharniers, drückt das interne Fett heraus und verursacht einen schnellen Verschleiß der Reibscheibe.
Die Lösung: Durch den Einsatz einer CNC-gesteuerten Bohrvorrichtung konnte die Abweichung der Bohrung auf 0,05 mm genau kontrolliert und der Fehler behoben werden.
Entscheidungsmatrix: Brauchen Sie einen Jig?
Nicht jedes Szenario erfordert das Budget für maßgeschneiderte Vorrichtungen. Nutzen Sie diese Matrix, um zu entscheiden:
Szenario A: Must-Have (kritisch)
- Verdeckte Scharniere: Erfordern spezielle R-Winkel-Ausschnitte oder Senkungen, die mit manuellen Werkzeugen nicht stabilisiert werden können.
- Drehmoment/Dämpfung Scharniere: Äußerst empfindlich gegenüber der Koaxialität (wie oben berechnet).
- Hohe IP-Bewertung ( NEMA 4/4X, IP65+): Dichtungen müssen gleichmäßig komprimiert werden (normalerweise 30-50%). Eine Abweichung von 1 mm führt zu undichten Stellen.
- Schwere Paneele (>50kg): Jede Neigung wird durch den Momentarm verstärkt und führt zum Durchhängen der Tür.
Szenario B: Fakultativ
- Scharniere mit Schlitzloch: Die Scharnierkonstruktion enthält eine Einstellmöglichkeit (in der Regel +/- 2 mm), die eine nachträgliche Anpassung ermöglicht.
- Angeschweißte Scharniere: In der Regel werden Magnetblöcke oder einfache Abstandshalter anstelle von Bohrschablonen verwendet.
- Prototyping/Reparatur: Die Kosten für die Herstellung der Vorrichtung übersteigen den Wert des Teils.
Fehlermöglichkeits- und Einflussanalyse (FMEA) - Scharniermontage
| Fehlermodus | Mögliche Ursache | Wirkung | Risiko (RPN) |
| Exzentrische Löcher | Manueller Stempelschlupf / Bohrerauslenkung | Die Schrauben sitzen nicht fest, und das Gewinde wird durch Gewaltanwendung beschädigt. | Hoch |
| Achsenverschiebung | Markierungsfehler bei der Scharnierhöhe | Hohe Widerstandsfähigkeit, Scharnierbruch, Metallstaubentwicklung. | Schwere |
| Schäden an der Oberfläche | Bohrer "läuft" auf der Oberfläche | Passivierungsschicht auf SS beschädigt; Rostbildung. | Mittel |
| Versagen der Dichtung | Falsche Tiefe/Position | Eindringen von Wasser/Staub; Beschädigung elektronischer Komponenten. | Hoch |
Operative Checkliste: Umsetzung einer hochpräzisen Installation
Wenn Sie sich gegen eine vollautomatische CNC-Stanzung entscheiden, beachten Sie diese bewährten Verfahren:
Vorbereitung der Schablone/des Templates
- Stellen Sie sicher, dass die Härte des Schablonenmaterials die des Werkstücks übersteigt (z. B. Verwendung von Hartmetallbuchsen für Edelstahl).
- Überprüfen Sie die Datum Kante auf der Schablone für den Verschleiß.
Inspektion vor dem Bohren
- Vergewissern Sie sich, dass die Plattenstärke mit der Länge der Scharnierschrauben übereinstimmt.
- Für 304/316 Edelstahl, vorbereiten Kobalt-Bohrköpfe oder Hartmetall-Bits.
Der Installationsprozess
- Klemmen: Verwenden Sie zum Sichern der Schablone Schnellspannklammern. Halten Sie beim Bohren niemals eine Schablone in der Hand.
- Schmierung: Schneidöl ist obligatorisch, um den Hitzestau zu verringern (Hitze verursacht Ausdehnung und beeinträchtigt die Präzision der Bohrung).
- Entgraten: Reinigen Sie den Lochausgang. Grate wirken als Unterlegscheiben und verhindern, dass das Scharnier bündig sitzt.
Validierung
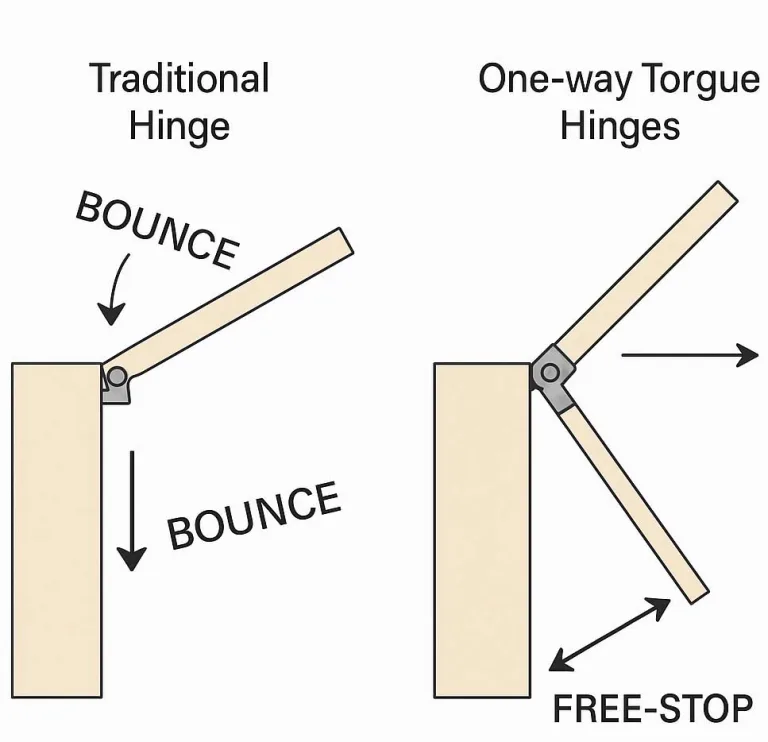
- Die Tür darf im freien Zustand nicht zurückspringen oder klemmen (es sei denn, sie ist federbelastet).
- Verwenden Sie Fühlerlehren, um zu prüfen, ob am gesamten Umfang gleichmäßige Lücken vorhanden sind.
FAQ
F1: Für kleine Chargen (<50 Stück) sind Stahlschablonen zu teuer. Alternativen?
A: Verwenden Sie 3D-Druck (SLA/SLS) um eine Harzschablone zu erstellen und dann Standard-Metallbohrbuchsen einzupressen. Dieser hybride Ansatz ist schnell, kostengünstig und genau genug für allgemeine industrielle Anforderungen.
F2: Modernes Laserschneiden macht bereits Löcher. Brauche ich eine Schablone?
A: Wenn Ihr Blech vollständig CNC-gelasert ist, benötigen Sie in der Regel keine Bohrvorrichtung (dies wird als "Soft Tooling" bezeichnet). Bei aufgeschweißten Scharnieren, auch mit Lasermarkierungen, wird jedoch eine Schweißvorrichtung empfohlen, um zu verhindern, dass thermische Verformungen die Ausrichtung beeinträchtigen.
F3: Warum läuft mein Bohrer immer auf rostfreiem Stahl?
A: Rostfreier Stahl ist hart und glatt. Ohne Schablone können Sie muss Verwenden Sie einen Körner, um eine Vertiefung zu erzeugen. Achten Sie darauf, dass die Vorrichtung fest an der Oberfläche anliegt, und verwenden Sie kurze Bohrer ("Stummel"), um maximale Steifigkeit zu erreichen.
F4: Bedeutet 3D-verstellbare Scharniere, dass ich keine präzisen Bohrungen benötige?
A: Dies ist ein gefährlicher Irrtum. Die 3D-Einstellung (oben/unten, links/rechts, innen/außen) wurde entwickelt, um Toleranzen bei der Türherstellung und die Alterung der Dichtungen auszugleichen, nicht um schlampige Bohrungen zu korrigieren. Eine übermäßige Bohrungsabweichung verbraucht den gesamten Einstellweg und lässt keinen Spielraum für zukünftige Wartungsarbeiten.
F5: Warum hat sich der Drehmomentwert nach der Installation meiner Drehmomentscharniere erhöht?
A: Das Drehmoment hat sich wahrscheinlich nicht erhöht, sondern die Reibung. Entfernen Sie ein Scharnier und testen Sie das andere. Wenn sich die Scharniere einzeln reibungslos drehen lassen, aber bei der Paarung blockieren, sind die Achsen falsch ausgerichtet. Sie brauchen eine Vorrichtung, um die Koaxialität zu korrigieren.
F6: Brauche ich eine Schablone für Aluminium-Strangpressprofile?
A: Strangpressprofile haben in der Regel Standard-T-Nuten. Wenn Sie Scharniere verwenden, die für T-Nuten ausgelegt sind, dient die Nut als Führung. Wenn Sie jedoch direkt in die Aluminiumoberfläche bohren und gewindeschneiden, ist eine Vorrichtung erforderlich, um eine Ablenkung des Bohrers auf der gekrümmten oder glatten Oberfläche zu verhindern.