Oltre i campioni d'oro: 3 protocolli avanzati di controllo qualità per l'approvvigionamento di cerniere personalizzate

Un semplice guasto alla cerniera di un dispositivo medico o di un caricabatterie per veicoli elettrici può portare a richiami disastrosi, eppure molte aziende si affidano ancora ai "campioni d'oro" per approvare i fornitori. Questo approccio è sbagliato perché un campione perfetto non garantisce un processo produttivo stabile. Per evitare una qualità incoerente, l'approvvigionamento deve andare oltre le semplici misurazioni. Questo articolo illustra tre standard chiave di controllo qualità - consistenza statistica, durata e test ambientali - per aiutarvi a filtrare i fornitori a rischio prima dell'inizio della produzione di massa.
Controllo statistico dei processi - L'audit di coerenza
Nelle applicazioni industriali, la qualità instabile dei lotti è più distruttiva di una semplice bassa prestazione. Le ispezioni standard spesso accettano qualsiasi prodotto entro un intervallo di tolleranza di ±20%. Tuttavia, nelle applicazioni di fascia alta, se la varianza dei lotti è eccessiva, anche se tutte le unità rientrano nella tolleranza, indica un processo di produzione instabile.
Implementare i requisiti CPK (Indice di capacità di processo)
I team di approvvigionamento devono rifiutare i rapporti di ispezione che contengono solo giudizi "Pass/Fail". Ai fornitori deve essere richiesto di fornire Rapporti CPK per i parametri di coppia critici.
- Standard di esecuzione: Un fornitore qualificato deve dimostrare un valore CPK superiore a 1,33.
- Significato dei dati: CPK > 1,33 dimostra che il processo di produzione è sotto controllo statistico, il che significa che la consistenza del prodotto deriva dalla capacità del processo piuttosto che dalla fortuna o dalla selezione.
- Consigli utili: Scrivere i requisiti CPK direttamente nell'allegato tecnico del contratto di appalto.
Controllo della coerenza aptica (rapporto statico vs. dinamico)
Le cerniere a coppia non devono solo mantenere una posizione, ma anche offrire una sensazione di funzionamento ottimale. È essenziale misurare la differenza tra la "coppia di distacco" (avvio) e la "coppia di scorrimento" (spostamento).
- Indicatore di rischio: Se la coppia di distacco è superiore a 30% rispetto alla coppia di marcia, si verifica un effetto "stiction". L'utente avvertirà un'evidente sensazione di stridore durante il funzionamento.
- Causa principale: Differenze di rapporto elevate indicano solitamente un controllo improprio dei materiali di attrito interno o una gestione errata della lubrificazione.
- Standard di accettazione: Per le cerniere personalizzate di alta qualità, la differenza tra coppia statica e dinamica deve essere controllata tra 10% e 15%.
Strategia di campionamento stratificato
Il peso specifico del grasso e l'usura degli utensili possono portare a una stratificazione della qualità all'interno dello stesso lotto.
- Metodo di campionamento: Rifiutare il campionamento esclusivamente dallo strato superiore della scatola di spedizione. È necessario implementare un protocollo di campionamento casuale per prelevare campioni dalla parte inferiore, centrale e superiore della spedizione.
- Obiettivo: Individuare le incongruenze causate dalla separazione del grasso durante il trasporto o dall'usura degli stampi alla fine della linea di assemblaggio.
Verifica della conservazione delle prestazioni: lo stress test del ciclo di vita
Il conteggio dei cicli (ad esempio, 20.000 cicli) è privo di significato in sé. Se una cerniera sopravvive strutturalmente ma perde 50% della sua coppia, è funzionalmente fallita. Lo standard di "durata" deve essere ridefinito.
La regola della coppia residua 80%
Gli standard di accettazione devono essere stabiliti in base alle prestazioni, non solo alla struttura.
- Standard di riferimento: ASTM F1578 (Standard Practice for Contact Closure Cycling of a Notebook Computer Hinge) fornisce un quadro di riferimento per i metodi di prova.
- Standard di esecuzione: Dopo aver completato il test dei cicli nominali (ad esempio, 20.000 cicli), la coppia residua deve rimanere superiore a 80% del valore iniziale.
- Valore aziendale: Questa metrica filtra efficacemente i fornitori che utilizzano materiali di attrito inferiori o grassi instabili, poiché questi materiali di bassa qualità si degradano rapidamente sotto il calore e l'attrito.
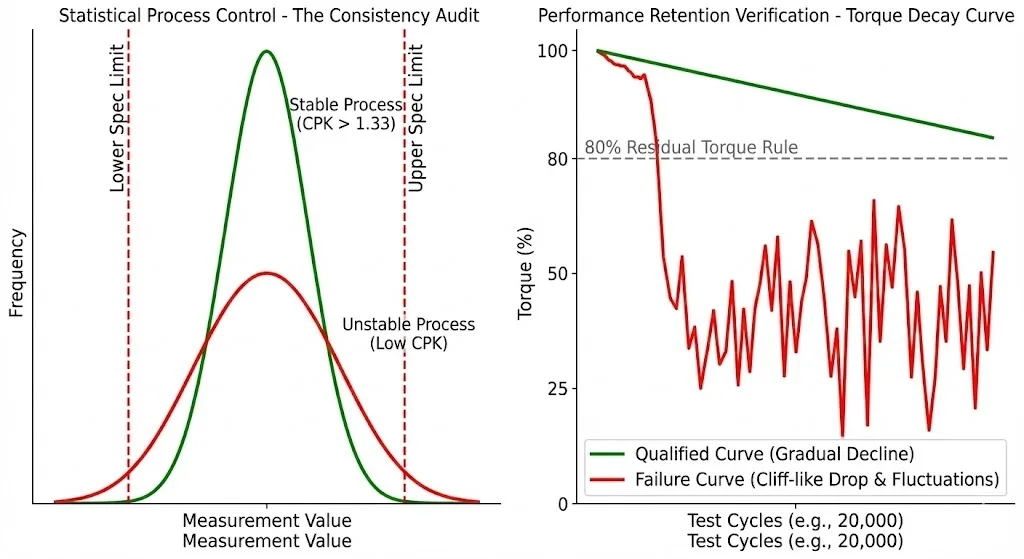
Analisi della curva di decadimento della coppia
Richiedere ai fornitori di fornire dati durante l'intero processo di test, non solo il risultato finale.
- Curva qualificata: Mostra una tendenza lineare e graduale al ribasso.
- Curva di guasto: Mostra un calo simile a una scogliera all'inizio del test o presenta fluttuazioni violente.
- Base decisionale: I cali improvvisi di coppia indicano un'usura catastrofica della struttura interna o un guasto del grasso.
Analisi distruttiva di demolizione
I campioni devono essere smontati e ispezionati dopo il test.
- Obiettivo dell'ispezione: Osservare se all'interno è presente una quantità eccessiva di polvere metallica nera.
- Modalità di guasto: L'eccesso di polvere metallica è la prova diretta di un'usura anomala, solitamente causata da un trattamento termico improprio o da un accoppiamento non corretto del materiale metallico.
Convalida ambientale funzionale - La trappola della corrosione
I test standard in nebbia salina spesso si concentrano solo sulla ruggine superficiale dell'alloggiamento. Tuttavia, la modalità di guasto critica per le cerniere a coppia è il grippaggio interno causato dalla corrosione dell'albero interno. Un aspetto soddisfacente non equivale a una funzione soddisfacente.
Test funzionale dopo la nebulizzazione di sale
Non pulire i campioni o eseguire solo ispezioni visive subito dopo la prova in nebbia salina (con riferimento agli standard ASTM B117).
- Fase obbligatoria: Misurare immediatamente la coppia dinamica dopo l'esposizione alla nebbia salina (24, 48 o 96 ore).
- Standard di accettazione: Il tasso di variazione della coppia dopo la prova in nebbia salina deve essere controllato entro i seguenti limiti ±20% del valore pre-test.
- Interpretazione dei dati:
- Picco di coppia significativo: Indica un'adesione interna corrosiva o un grippaggio.
- Caduta di coppia significativa: indica una compromissione dell'integrità strutturale.
Un fallimento invisibile: Resistenza alla demulsificazione del grasso
I grassi lubrificanti di qualità inferiore si emulsionano in ambienti con nebbia salina, con conseguente perdita della funzione di lubrificazione.
- Metodo di ispezione: Confrontare la scorrevolezza operativa prima e dopo il test.
- Rischio: il grasso emulsionato porta a drastici cambiamenti nel coefficiente di attrito, distruggendo l'esperienza dell'utente.
Verifica della stabilità temperatura-viscosità
Convalidare le prestazioni del grasso smorzante nell'intera gamma di temperature operative (ad esempio, da -20°C a +60°C).
- Rischio alle basse temperature: i grassi a base di oli minerali di qualità inferiore si induriscono in ambienti freddi.
- Conseguenza: Questo provoca un'impennata della coppia di distacco; le sollecitazioni risultanti possono causare la rottura degli alloggiamenti in plastica.
- Requisito: I fornitori devono fornire una relazione sulla curva di variazione della coppia nell'intero intervallo di temperatura.
Implementazione: Integrare il CQ nella catena di fornitura
Per garantire l'efficace esecuzione dei protocolli di cui sopra, è necessario stabilire procedure operative standard (SOP).
Adottare gli standard internazionali di campionamento
Adottare standard oggettivi di accettazione dei lotti per evitare giudizi soggettivi.
- Standard di esecuzione: ISO 2859-1 o ANSI/ASQ Z1.4.
- Classificazione del difetto:
- Difetti critici: Guasto funzionale, il Limite di Qualità di Accettazione (AQL) è pari a 0.
- Difetti maggiori: Dimensioni o coppia di serraggio fuori specifica, AQL consigliato 2,5.
Valutazione della capacità del laboratorio del fornitore
Durante la fase di verifica del fornitore, valutare le capacità hardware del suo laboratorio interno. Un partner qualificato per le cerniere personalizzate deve possedere i seguenti requisiti attrezzatura interna:
- Tester di coppia digitali in grado di generare curve di dati.
- Camere di prova in nebbia salina conformi agli standard ASTM B117.
- Banchi di prova programmabili per il ciclo di vita.
Conclusione
Le strategie di approvvigionamento efficaci per le cerniere a coppia personalizzate devono andare oltre i controlli dimensionali di base. Applicando la coerenza statistica (CPK), definendo i limiti di coppia residua e convalidando la funzionalità ambientale, le aziende possono ridurre significativamente il costo totale di proprietà (TCO). La garanzia di qualità non è solo una spesa, ma una linea di difesa strategica che impedisce l'interruzione della catena di fornitura e mantiene la reputazione del marchio.
FAQ
D: L'applicazione di questi rigorosi standard di controllo qualità aumenterà il prezzo unitario?
R: Probabilmente sì, ma in misura marginale. Tuttavia, rispetto al costo di un arresto della catena di montaggio o di un richiamo sul campo, il "premio assicurativo" della convalida è trascurabile. Riduce significativamente il costo totale di proprietà (TCO).
D: Cosa succede se un fornitore si rifiuta di fornire i dati CPK o le curve di coppia?
R: Considerate questa situazione come un importante segnale di allarme. Un rifiuto spesso indica una mancanza di fiducia o di capacità di processo. Nel caso di applicazioni critiche (medicali/elettroniche), tali fornitori dovrebbero essere squalificati immediatamente durante la fase di approvvigionamento.
D: Questi protocolli sono necessari per le cerniere standard?
R: Non necessariamente. Questi protocolli sono stati progettati specificamente per cerniere a coppia personalizzate in applicazioni critiche. Per i componenti non critici (come le cerniere standard per armadi), di solito è sufficiente un campionamento ISO generico.