La roadmap della cerniera a coppia personalizzata: 5 tappe fondamentali dallo schizzo alla produzione di massa

Definire un componente meccanico solo in base alla sua coppia nominale è una delle principali cause di fallimento dei progetti di sviluppo di apparecchiature di precisione. Una semplice richiesta di una "cerniera da 2,0 Nm" ignora variabili critiche come il rapporto di attrito statico-dinamico che determina la qualità tattile, o le specifiche dei materiali necessarie per resistere ad ambienti che vanno da -40°C alla nebbia salina corrosiva.
Per garantire il successo del prodotto, i team di progettazione devono passare da requisiti vaghi a un quadro di sviluppo rigoroso e basato sui dati. Questa guida illustra una tabella di marcia standardizzata in cinque tappe che trasforma lo sviluppo di cerniere personalizzate in un processo di progettazione trasparente. Descriviamo in dettaglio le fasi essenziali necessarie per ridurre i rischi, dall'utilizzo di simulazioni DFM per la previsione delle sollecitazioni all'implementazione di controlli PPAP di livello automobilistico per la produzione di massa.
Definizione delle specifiche delle cerniere a coppia personalizzate - Oltre la semplice coppia
Molti progetti personalizzati falliti derivano da requisiti iniziali vaghi. Durante la fase di richiesta di offerta (RFQ), la semplice affermazione "ho bisogno di una cerniera con coppia di serraggio di 2,0 Nm" è insufficiente.
Per garantire il successo della progettazione al primo tentativo, stabiliamo una lista di controllo ingegneristico contenente i seguenti parametri critici:
Rapporto di attrito statico e dinamico
È la metrica principale che determina l'esperienza tattile dell'utente (aptica).
- Il problema: Se la coppia statica (forza di distacco) è significativamente più alta della coppia dinamica (resistenza allo scorrimento), l'utente avvertirà un evidente "stiction" o "jerkiness" quando apre il dispositivo.
- Lo Standard: Per i dispositivi medicali o elettronici di fascia alta, si consiglia di controllare la differenza tra coppia statica e dinamica entro i limiti di 15%. In questo modo si ottiene una sensazione di funzionamento "setosa".
Adattabilità all'ambiente esterno
L'ambiente operativo determina direttamente la scelta del materiale e del lubrificante nella distinta base (BOM).
- Intervallo di temperatura: Se l'apparecchiatura deve funzionare all'aperto a -40°CIl grasso di smorzamento standard a base di olio minerale si congela. Ciò provoca picchi di coppia o addirittura rotture strutturali. In questo scenario, grasso sintetico fluorurato è obbligatorio.
- Classe di corrosione: Fare riferimento al ASTM B117 standard di prova in nebbia salina. Per applicazioni di ricarica EV in mare o all'aperto, Acciaio inox 316 o acciaio temprato trattato con QPQ (Quench-Polish-Quench) devono essere selezionati per superare oltre 96 ore di test in nebbia salina.
Durata del ciclo della cerniera
- Grado di consumo: I telefoni cellulari o i computer portatili richiedono in genere 20.000 cicli.
- Grado industriale: I pannelli di accesso per macchinari pesanti possono richiedere solo 5.000 ciclima richiedono una maggiore stabilità di coppia.
- Definizione di fallimento: Definire esplicitamente il termine "fallimento". Il criterio standard è: Dopo aver completato i cicli nominali, il tasso di decadimento della coppia non supera 20% del valore iniziale.
DFM e simulazione per i componenti di attrito
Una progettazione eccellente è calcolata, non scoperta attraverso tentativi ed errori. Prima di pagare per gli utensili, eseguiamo un'analisi completa del Design for Manufacturability (DFM) sul progetto. componenti di attrito. Questa fase è in genere gratuita, ma evita 90% i rischi strutturali.
Simulazione 3D del centro di gravità (CoG)
Molti ingegneri sono soliti calcolare la coppia in base al centro geometrico del pannello. Questo è rischioso.
- Caso di studio: Un display medico ha aggiunto un modulo fotocamera alla cornice superiore, spostando il CoG verso l'alto. Senza ricalcolare, la formula di coppia standard ($T = L ´times W ´times f$) non ha funzionato, causando la deriva dello schermo verso il basso nella posizione verticale a 90 gradi.
- Soluzione: Importiamo il modello 3D nel software di simulazione per mappare la curva del momento di gravità lungo l'intera corsa da 0 a 180 gradi. Questo assicura che il coppia di uscita della cerniera copre sempre il momento gravitazionale.
Analisi agli elementi finiti (FEA) per la previsione delle sollecitazioni
Le cerniere a coppia elevata generano immense forze di reazione durante la rotazione.
- Il rischio: Queste sollecitazioni causano spesso fessurazioni alla radice di montaggio degli alloggiamenti in plastica.
- La soluzione: Utilizzando le mappe di calore FEA, prevediamo i punti di concentrazione delle sollecitazioni. Consigliamo ai clienti di aggiungere nervature o piastre di supporto metalliche in aree specifiche per garantire la resistenza del montaggio in base alle applicazioni con coppie elevate (ad esempio, applicazioni che superano 5,0 Nm).
Prototipazione e campioni di coppia regolabile
Nella fase di ricerca e sviluppo (R&S), spesso il peso totale e il CoG del dispositivo non sono ancora stati definiti. L'apertura immediata degli utensili rigidi comporta il rischio di ritardi di settimane se il carico cambia.
Forniamo due strategie per gestire questa incertezza:
Campioni di utensili morbidi CNC
- Tempi di consegna: 7-10 giorni.
- Scopo: I campioni funzionali vengono creati utilizzando la lavorazione CNC o l'elettroerosione a filo. Sebbene il costo unitario sia più elevato, ciò consente agli ingegneri di verificare rapidamente l'assemblaggio e l'assenza di interferenze.
Prototipi regolabili in campo
Si tratta di un potente strumento per accelerare il ciclo di ricerca e sviluppo.
- Il punto dolente: Gli ingegneri non sanno se hanno bisogno di una sensazione di 2,5 Nm o 3,0 Nm.
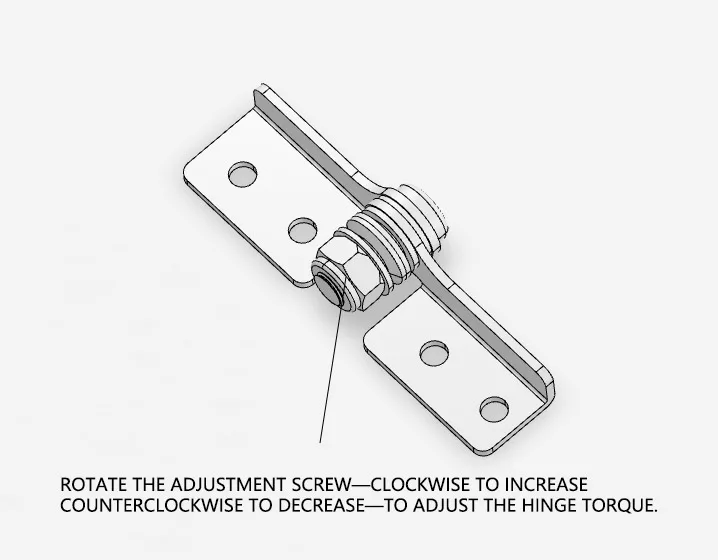
- La soluzione: Forniamo campioni con viti di regolazione. Gli ingegneri possono installare la cerniera sul prototipo reale nel loro laboratorio e metterla a punto per trovare la sensazione di funzionamento ottimale.
- Il risultato: Una volta confermato il valore di coppia ottimale, lo convertiamo in una specifica di coppia fissa per la produzione di massa per ridurre i costi e migliorare la coerenza.
Convalida dell'affidabilità e della durata delle cerniere
I campioni non testati sono solo giocattoli. Prima di entrare nella produzione di massa, è necessario eseguire un rigoroso piano e rapporto di verifica della progettazione (DVP&R). Di seguito sono riportati i tre test fondamentali che i prodotti di livello industriale posizionamento delle cerniere deve passare:
Ciclo di vita e Decadimento della coppia Test
- Metodo di prova: Riferimento ASTM F1578 (Standard Practice for Contact Closure Cycling of a Notebook Computer Hinge).
- Standard di esecuzione: Eseguire 20.000 cicli di corsa completa a una frequenza di 10-15 cicli al minuto.
- Criteri di superamento: Al termine della prova, il valore della coppia non deve essere inferiore a 80% della specifica iniziale. Ciò significa che se la coppia iniziale è di 2,0 Nm, dopo il test deve rimanere superiore a 1,6 Nm per evitare la deriva dello schermo.
Test di resistenza ambientale
- Nebbia salina: Condotto per ASTM B117. Per le parti in acciaio inox, sono necessarie 96 ore senza ruggine rossa; per le parti placcate, 48 ore senza corrosione.
- Shock termico: Condotto per IEC 60068-2-14. Il ciclo tra -40°C e +85°C verifica che il grasso smorzante non si guasti o mostri segni di cedimento. spurgo dell'olio.
Test distruttivi
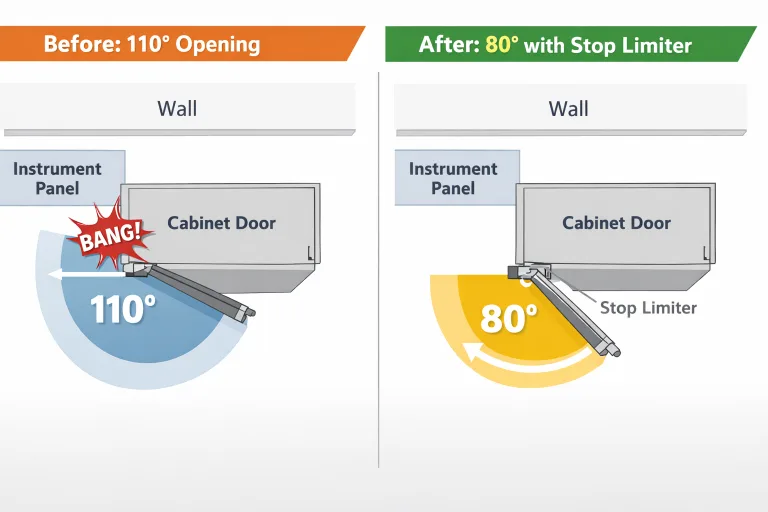
Verifichiamo la resistenza alla rottura della cerniera. In genere richiediamo un fattore di sicurezza di 150% o più della coppia nominale. Ciò garantisce che la struttura della cerniera non subisca rotture catastrofiche in caso di abuso da parte dell'utente (ad esempio, se il coperchio viene spinto oltre il suo arresto).
PPAP e produzione di massa di cerniere di precisione
Realizzare uno o due campioni perfetti è facile; realizzare diecimila unità identiche è difficile. È per questo che implementiamo il sistema di produzione dell'industria automobilistica. PPAP (Processo di approvazione dei pezzi di produzione) flusso di gestione.
CPK Controllo della capacità di processo
La coppia di un cerniera a frizione La causa principale è l'interferenza tra il fermaglio a molla e l'albero. Deviazioni dimensionali di un micron possono causare drastiche fluttuazioni di coppia.
- Misura di controllo: Eseguiamo Controllo statistico del processo (SPC) sulle dimensioni dei componenti critici di attrito.
- Obiettivo: Assicurare un Valore CPK > 1,33. Ciò significa che la tolleranza di coppia nella produzione di massa è stabilmente controllata entro i limiti di ±10%piuttosto che lo standard industriale di ±20%.
100% Processo di ispezione completo
Per gli ordini medici o militari di alto valore, il campionamento casuale è insufficiente.
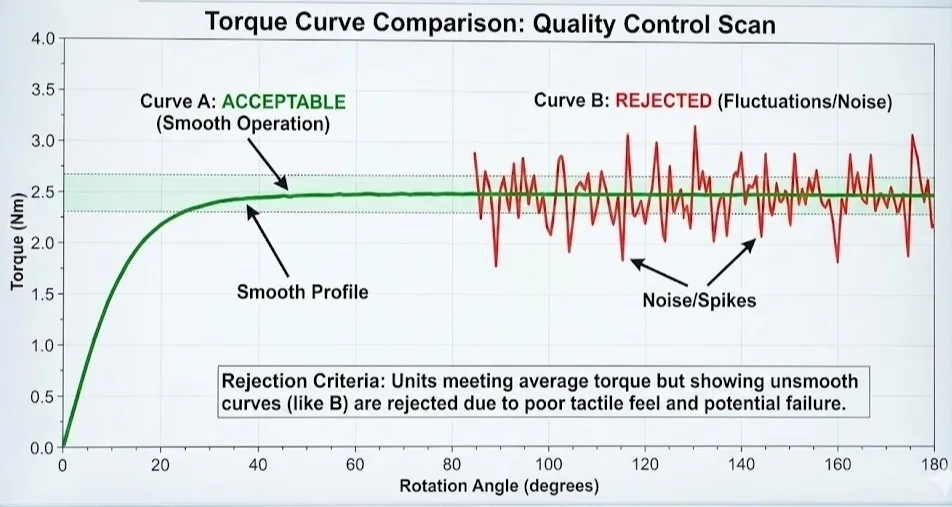
Come si vede nel grafico qui sopra, la Curva A (verde) rappresenta la sensazione tattile ideale, "liscia come la seta", che ci prefiggiamo, mentre la Curva B (rossa) mostra un'unità che tecnicamente soddisfa la specifica di coppia media, ma che verrebbe scartata a causa del "rumore" e della scarsa sensazione tattile. Ecco perché la scansione delle curve del 100% è irrinunciabile per le applicazioni di fascia alta.
- Test automatizzati: Utilizziamo tester di coppia automatizzati per eseguire una scansione della coppia 100% su ogni cerniera che esce dalla fabbrica.
- Registrazione dei dati: Ogni cerniera genera un grafico della curva di coppia. Scartiamo tutte le unità che soddisfano il valore di coppia ma che presentano curve non uniformi (fluttuazioni o rumore).
Conclusione: La personalizzazione è la scorciatoia per la differenziazione competitiva
Le cerniere personalizzate non sono un pozzo di costi senza fondo, ma un investimento strategico per la competitività del prodotto.
Attraverso queste 5 tappe standardizzate, trasformiamo la "scatola nera" della personalizzazione in una "scatola bianca" trasparente. Non riceverete solo un componente meccanico che supporta perfettamente la vostra apparecchiatura, ma una soluzione di controllo del movimento convalidata e conforme agli standard internazionali.
Prossimi passi:
Siete ancora alle prese con la selezione di cerniere per apparecchiature non standard? Non affidatevi a congetture per completare i parametri.
Inviate oggi stesso i vostri disegni 3D (formato STEP o IGES) al nostro team di ingegneri. Vi forniremo gratuitamente un rapporto di analisi di producibilità DFM e uno schema preliminare di calcolo della coppia entro 48 ore. Eliminiamo i rischi in fase di progettazione e garantiamo che il vostro prodotto venga lanciato con la perfetta sensazione di funzionamento.