Скрытые петли из литого цинка и нержавеющей стали: Руководство по поиску поставщиков с учетом стоимости и производительности

В сфере промышленного дизайна оборудования, Скрытые петли это не просто пассивные разъемы; скорее, это критические компоненты, определяющие общую надежность оборудования. Поэтому выбор правильного материала - это стратегическое решение. В данном руководстве сравниваются две доминирующие системы материалов, используемые при производстве скрытых петель: литой цинковый сплав (Zamak) и аустенитная нержавеющая сталь.
Основной вывод: С одной стороны, цинковые сплавы, использующие высокоэффективное литье под давлением в горячей камере, предлагают непревзойденную совокупную стоимость владения (TCO) для закрытых помещений с контролируемой средой и крупносерийных потребительских приложений. С другой стороны, нержавеющая сталь (особенно марки 316) остается единственным приемлемым выбором для Применение в тяжелых условиях для защиты от сползаниягигиенические требования, а также жесткие условия эксплуатации вне помещений, соответствующие стандартам NEMA 4X.
Материаловедение и свойства
Материалы из цинкового сплава для скрытых петель (Серия Zamak)
Цинковые сплавы изготавливаются методом горячего литья под давлением. Благодаря этому процессу они обладают отличной текучестью и стабильностью размеров, что делает их популярным выбором для серийного производства скрытых петель.
- Zamak 3 (отраслевой эталон): Известный как ASTM AG40A, этот сплав содержит ~4% алюминия и не содержит меди. Примечательно, чтоЕго главные преимущества - превосходная стабильность размеров и относительно высокая ударная прочность. Поэтому он является основным материалом для изготовления скрытых петель общепромышленного назначения.
- Zamak 5 (высокая прочность): Известный как ASTM AC41A, этот вариант добавляет ~1% меди. В отличие от Zamak 3, он обладает более высокой твердостью и прочностью на разрыв. Однако за это приходится платить пониженной пластичностью (что делает его более склонным к хрупкому разрушению) и меньшей стабильностью размеров при нагреве.
- Инженерное предупреждение: Кроме того, цинковые сплавы чрезвычайно чувствительны к таким примесям, как свинец, кадмий и олово. Стандарты ASTM B240 является обязательным; несоблюдение этого требования приводит к сильной межкристаллитной коррозии в корпусе петли.
Материалы из нержавеющей стали для скрытых петель (Серия "Аустенитные материалы")
- AISI 304 (стандартный класс): UNS S30400 содержит 18% хрома и 8% никеля. Как правило, она подходит для использования внутри помещений или в условиях умеренной влажности. Однако в среде, богатой хлоридами, например, в прибрежных районах, пассивная пленка легко проникает внутрь, вызывая точечную коррозию на поверхности скрытой петли.
- AISI 316 (морской класс): В UNS S31600 добавлено 2-3% молибдена (Mo). Молибден значительно повышает устойчивость к точечной коррозии (что приводит к более высокому значению PREN). Поэтому для наружных испытаний, требующих NEMA 4X / Для скрытых петель, соответствующих стандарту IP66, используется материал 316.
Сравнение физических параметров материалов шарниров
| Ключевой параметр | Цинковый сплав (Zamak 3) | Нержавеющая сталь (304/316) | Инженерные последствия для скрытых петель |
| Плотность | 6,6 г/см³ | 8,0 г/см³ | Поскольку нержавеющие скрытые петли, как правило, тяжелее, необходимо рассчитать соответствующую нагрузку на дверь. |
| Модуль упругости | 85 ГПа | 193 ГПа | Жесткость: При одинаковой нагрузке нержавеющая сталь деформируется вдвое меньше цинка, поэтому она лучше подходит для точного контроля зазоров. |
| Температура плавления | ~385°C | >1400°C | Это определяет стоимость процесса: Цинк позволяет эффективно лить под давлением, в то время как сталь требует дорогостоящего литья по выплавляемым моделям. |
| CTE (тепловое расширение) | 27,4 мкм/м°C | 16,0 мкм/м°C | Потому что Цинковые скрытые петли значительно расширяются/сжимаются при перепадах температуры на улице, поэтому требуются большие допуски. |
| Проводимость | Хорошо | Бедный | Цинк способствует заземлению шкафов с экранированием EMI/RFI, в то время как нержавеющая сталь обычно требует специальных заземляющих хомутов. |
Производственные процессы и логика затрат для скрытых петель
Цинковые скрытые петли: Горячее камерное литье под давлением
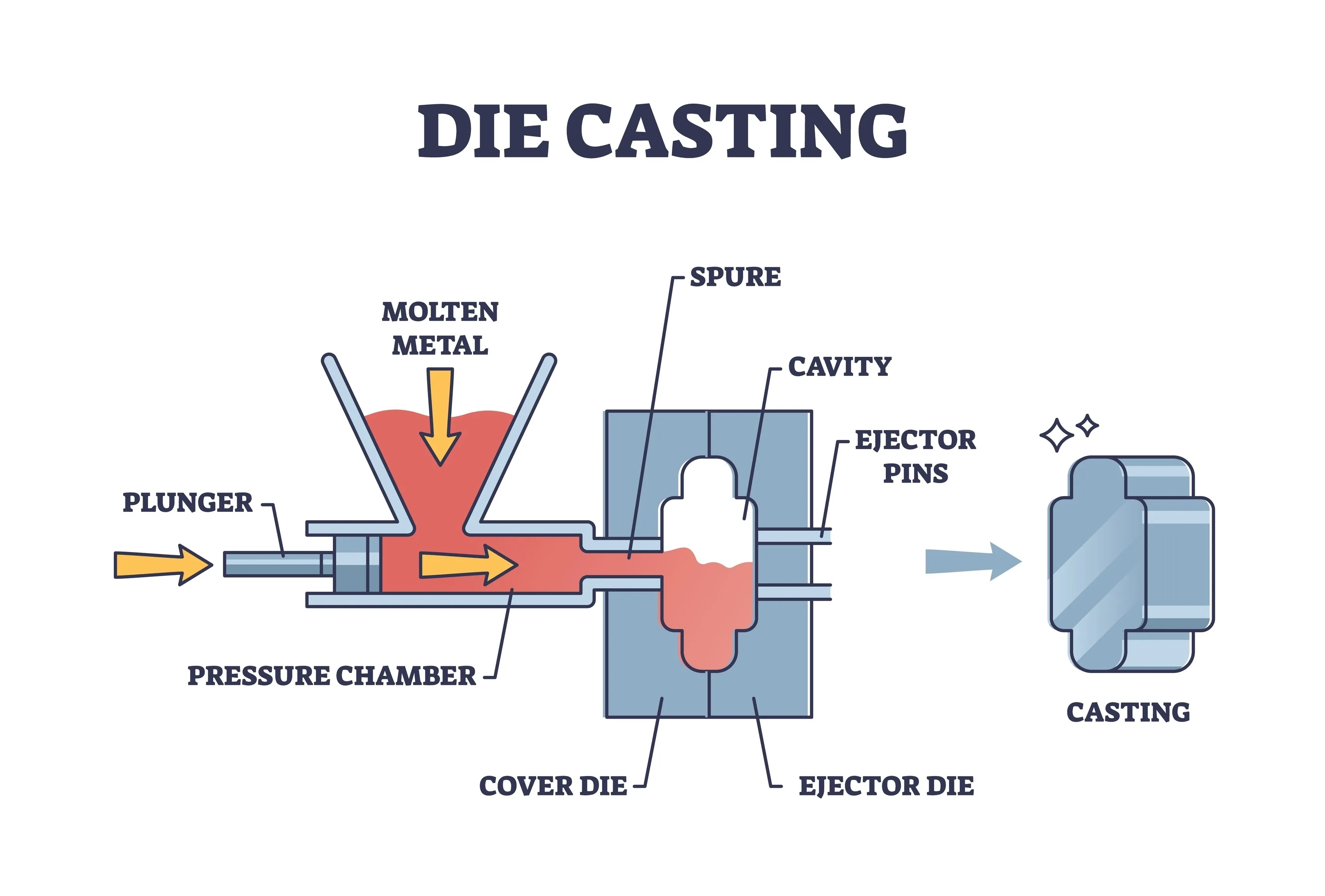
- Процесс: Во-первых, расплавленный металл впрыскивается непосредственно в пресс-форму. В результате время цикла измеряется секундами, а не минутами.
- Срок службы инструментов: Кроме того, качественная инструментальная сталь (H13) может прослужить до 1 миллиона выстрелов.
- Структура затрат: Несмотря на умеренные инвестиции в оснастку, цена одной детали чрезвычайно низка. Поэтому экономическая выгода становится экспоненциальной при объемах >10 000 единиц для скрытых петель.
Скрытые петли из нержавеющей стали: Инвестиционное литье
- Процесс: Этот метод также известен как литье по выплавляемым моделям. В частности, он включает в себя создание воскового узора, обжиг, депарафинизацию и заливку. Соответственно, время цикла измеряется днями или неделями.
- Пределы проектирования: Хотя Возможны сложные формы, требования к минимальной толщине стенок выше, чем у цинка (>1,5 мм). Таким образом, для скрытых петель сложно добиться экстремально легкого веса.
- Ограничение штамповки: Кроме того, штамповка применима только для тонкого листового металла. Например, для тяжелых скрытых петель Solid Body, требующих сложной 3D-геометрии, штамповка, как правило, не является целесообразным вариантом производства.
Механические режимы отказов
Деформация ползучести в цинковых скрытых петлях
- Феномен: Цинковые сплавы подвергаются медленной пластической деформации при длительной нагрузке, даже при комнатной температуре. Кроме того,Если температура окружающей среды повышается до 50°C+ (что характерно для наружных шкафов), скорость ползучести резко ускоряется.
- Последствия: В результате рычаги скрытых петель удлиняются и провисают, что в конечном итоге приводит к трению двери или поломке замка.
- Контрмеры: Поэтому при больших нагрузках или постоянном напряжении следует отказаться от стандартного цинка или увеличить коэффициент безопасности конструкции до 2,5x.
Галопирование и холодная сварка в скрытых петлях из нержавеющей стали
- Феномен: Аустенитная нержавеющая сталь прочна. Однако, когда поверхности одного и того же материала трутся под нагрузкой, оксидный слой разрушается. Впоследствии это вызывает адгезию на атомном уровне, также известную как холодная сварка.
- Контрмеры:Чтобы избежать этого, никогда не используйте в скрытых петлях штифт 304 в паре с кулаком 304.
- Непохожие пары: Вместо этого используйте для штифта более твердую мартенситную нержавейку (410/420).
- Смазка: Кроме того, обязательно применение смазки из дисульфида молибдена (MoS2) или PTFE.
Гибридные скрытые петли: Компромисс между стоимостью и производительностью
- Концепция: В этой конструкции используется корпус из цинкового сплава и штырь из нержавеющей стали.
- Преимущество: Эффективное использование цинка позволяет снизить стоимость корпуса и сложность формовки, а нержавеющий штифт обеспечивает износостойкость и прочность на сдвиг. Поэтому такая конфигурация часто используется в промышленных скрытых петлях среднего класса.
Адаптация к окружающей среде
Интерпретация результатов испытания на соляной туман для материалов шарниров
- Цинковый сплав: ИзначальноГолый цинк легко корродирует. Как правило, стандартное цинковое покрытие + пассивация длится 96-120 часов в Испытание по стандарту ASTM B117. Хотя высококлассное электронное/порошковое покрытие может работать более 500 часов, оно полностью зависит от целостности покрытия. После появления царапин подложка подвергается сакральной анодной коррозии, в результате чего образуется объемный белый порошок (белая ржавчина), который может заблокировать механизм скрытой петли.
- Нержавеющая сталь 316: Для сравнения, этот материал выдерживает 1000+ часов соляного тумана без образования красной ржавчины и, что немаловажно, не выделяет объемных продуктов коррозии.
Риски гальванической коррозии при монтаже петель
- Алюминиевый шкаф + нержавеющая скрытая петля:
- Крытый/сухой: Как правило, это не представляет особого риска.
- Открытый воздух/соль: И наоборот, это сценарий высокого риска.
Поэтому необходимо использовать изоляционные прокладки (EPDM/нейлон) и изолирующие втулки. В противном случае, как подробно описано в Руководство по гальванической коррозии SSINAАлюминиевый корпус (выступающий в качестве анода) будет подвергаться ускоренной коррозии в месте контакта скрытой петли.
Руководство по соблюдению требований промышленности
Гигиена и требования к качеству продуктов питания
- Требования: Оборудование должно выдерживать жесткую кислотную/щелочную промывку, быть непористым и не подвергаться риску отслоения покрытия (пер. FDA/NSF руководства).
- Вердикт: Следовательно, скрытые петли из нержавеющей стали (304/316) являются единственным вариантом. Даже при наличии покрытия цинковые сплавы представляют риск загрязнения пищи стружкой, поэтому они строго запрещены в зоне непосредственного приема пищи.
Стандарты наружных шкафов и выбор петель
- Стандарты для помещений (NEMA 1 / 12): Для этих целей полностью подходят скрытые петли из цинкового сплава (с поверхностной обработкой).
- Стандарты для наружного применения (NEMA 4 / 4X): Однако для агрессивных сред/наружной среды настоятельно рекомендуется использовать нержавеющую сталь 316. Если используются цинковые скрытые петли, требуется порошковое покрытие премиум-класса, и пользователь принимает на себя риск поломки из-за старения покрытия.
Матрица выбора материалов для скрытых петель
| Сценарий применения | Рекомендуемый материал | Основное обоснование |
| Центр обработки данных / Серверные стойки | Цинковый сплав (Zamak 3) | Контролируемая среда, отсутствие риска ползучести при высоких температурах; кроме того, оптимальная стоимость и хорошая защита от электромагнитных помех. |
| Машины общего назначения (в помещении) | Цинковый сплав + порошковое покрытие | Удовлетворяет требованиям по стойкости к воздействию масла/пыли; кроме того, позволяет гибко настраивать эстетику. |
| Наружные телекоммуникации / питание | Нержавеющая сталь 304 | Баланс между устойчивостью к атмосферным воздействиям и стоимостью. Однако если бюджет ограничен, обратите внимание на гибридные скрытые петли. |
| Морской / химический | Нержавеющая сталь 316 | Хлоридная/кислотная среда. Содержание молибдена обязательно. В отличие отЖизнеспособность цинка здесь незначительна. |
| Тяжелые двери / Высокая частота | Нержавеющая сталь (литая) | Позволяет избежать деформации ползучести и усталостного разрушения, характерных для цинковых скрытых петель. |
| Оборудование для пищевой промышленности / фармацевтики | Нержавеющая сталь 304/316 | Необходимость соблюдения стандартов FDA/HACCP по промывке скрытых петель. |
Заключение
При выборе BOM для скрытых петель не существует абсолютного "лучшего", а только "наиболее подходящего".
- Подводя итог, можно сказать, что для совокупной стоимости владения (TCO) и больших объемов поставок выбирайте скрытые петли из цинкового сплава.
- В качестве альтернативы для выживания в экстремальных условиях, соблюдения гигиенических норм и долговременной эксплуатации без технического обслуживания выбирайте скрытые петли из нержавеющей стали.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
Q1: Можно ли использовать литые цинковые скрытые петли для наружных шкафов NEMA 4X?
О: В целом, нет. Цинк склонен к образованию "белой ржавчины" и разрушению покрытия в суровых условиях. Для соответствия стандарту NEMA 4X/IP66 и долговременной коррозионной стойкости (особенно в прибрежных районах) требуется нержавеющая сталь AISI 316.
Q2: Когда цинковый сплав является лучшим выбором по сравнению с нержавеющей сталью?
О: Цинк лучше всего подходит для закрытых помещений, контролируемых сред (например, центров обработки данных) и крупносерийного производства (>10 000 единиц). Быстрый процесс горячего литья под давлением предлагает самую низкую цену за единицу продукции и отличную совокупную стоимость владения (TCO) для некоррозионных приложений.
Q3: Безопасны ли цинковые петли для оборудования пищевой промышленности?
О: Нет. Цинковые сплавы рискуют расколоться и загрязнить пищу, поэтому их запрещено использовать в зонах с прямыми пищевыми продуктами. Нержавеющая сталь (304/316) - единственный вариант, отвечающий гигиеническим требованиям FDA/NSF по промывке и непористым поверхностям.