Installation de charnières industrielles : Quand avez-vous besoin de gabarits pour charnières ?
Les indices IP sont plus que de simples questions esthétiques ; ce sont des goulets d'étranglement de la production qui nuisent à la rentabilité. Pour les ingénieurs et les responsables, le défi ne consiste pas seulement à installer un système de protection IP. charnière-Il s'agit d'obtenir une répétabilité à l'échelle sans dépendre des compétences variables des opérateurs. Ce guide va au-delà des bases de la mise en page manuelle, en utilisant des données techniques et des analyses de défaillance pour démontrer pourquoi la transition vers les gabarits à charnière est essentielle pour éliminer l'erreur humaine et garantir la fiabilité du processus.
Définitions de la terminologie de base
Par souci de clarté, nous devons définir les termes clés dans un contexte industriel, en les distinguant des scénarios de travail du bois pour les consommateurs.
Gabarit de charnière industrielle
Outil de positionnement de précision conçu spécifiquement pour les panneaux métalliques, composites ou en plastique technique. Généralement usinés en acier trempé ou en alliage d'aluminium, ces gabarits contiennent douilles de forage trempées pour guider le trépan et contrôler strictement la perpendicularité du trou.
Gabarit de perçage
Outil planaire simple, souvent une fine feuille d'acier découpée au laser, utilisé pour marquer les positions du centre du trou. Contrairement à un gabarit, un gabarit ne fournit pas nécessairement un guidage physique pour le corps du foret.
Coaxialité
Dans les systèmes à charnières multiples, les axes de toutes les charnières doivent s'aligner le long d'une seule ligne droite théorique. Toute déviation entraîne un "blocage de l'axe".
Poka-yoke(A l'épreuve des erreurs)
Une philosophie de conception incorporée dans les gabarits où les contraintes physiques font qu'il est impossible pour un opérateur d'installer la charnière dans la mauvaise orientation ou au mauvais endroit.
Benchmarks de l'industrie : Manuelle ou assistée par gabarit
Les données suivantes comparent l'efficacité et la précision sur la base des données générales de fabrication des boîtiers industriels (sur la base d'un atelier de tôlerie de taille moyenne produisant 50 à 100 unités par jour).
| Métrique | Marquage manuel | Assistance au gabarit/à l'appareillage | Différentiel |
| Temps moyen d'installation (par charnière) Temps d'installation (par charnière) | 3,5 - 5,0 minutes | 0,5 - 1,0 minute | 400%+ Gain d'efficacité |
| Répétabilité de la position | +/- 0,5 mm | +/- 0,1 mm | Gain de précision 5x |
| Taux de rebut | 1.5% – 3.0% | < 0,1% | Réduction significative |
| Compétences requises | Élevé (métiers spécialisés) | Faible (opérateur général) | Réduction de la barrière à l'entrée |
Pourquoi utiliser des gabarits ? Une plongée technique en profondeur
Précision et alignement
Pour les charnières à piano ou les portes à usage intensif comportant plus de 3 charnières, même les écarts microscopiques sont critiques. Selon les ISO 2768-m (Tolérances générales), si un panneau de porte a une hauteur de 1000 mm et que l'écart vertical entre les trous de fixation dépasse 0,5 mm, l'effort de cisaillement latéral généré lors de la fermeture augmente de manière significative.
Ce stress se traduit par :
- Usure accélérée de l'axe de la charnière.
- "Grincement ou grippage pendant le fonctionnement.
- Compression inégale des joints, entraînant IP65/IP66 échec sous IEC 60529 normes.
Efficacité et cohérence de la production
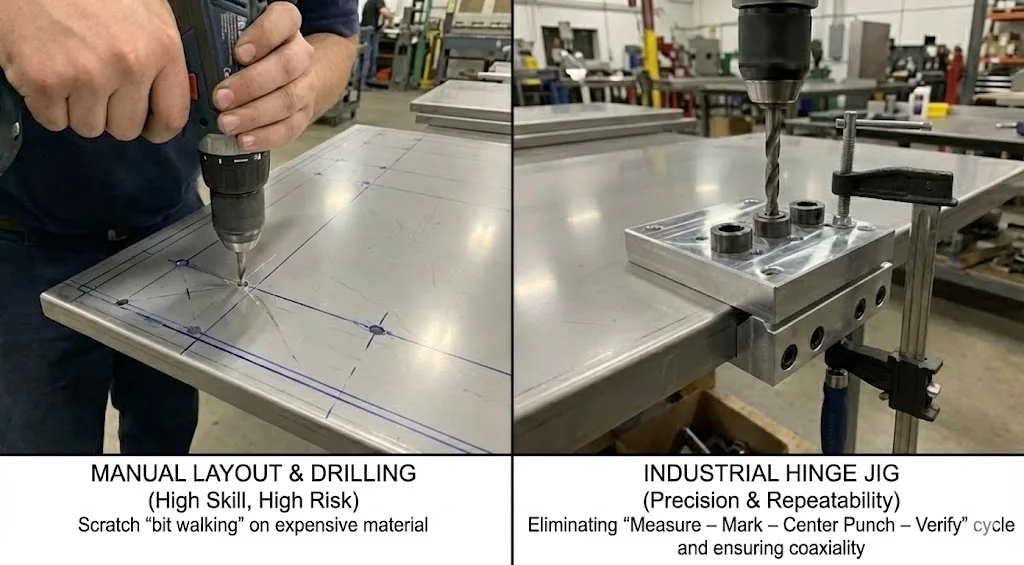
Dans la production en série d'armoires électriques ou d'unités de chauffage, de ventilation et de climatisation, le temps est un coût. Les gabarits éliminent le cycle "Mesurer - Marquer - Centrer - Vérifier".
- Sans gabarit : Mesurer les coordonnées X/Y -> Tracer -> Poinçonner au centre -> Trou pilote -> Trou final.
- Avec gabarit : Fixer le gabarit au bord -> Percer.
Réduction des déchets matériels coûteux

Pour les machines alimentaires ou les appareils médicaux utilisant de l'acier inoxydable 304 ou 316, les coûts des panneaux sont élevés. Le perçage manuel conduit souvent à des "marche à piedLe gabarit sert à la fois de bouclier physique et de guide. Le gabarit sert à la fois de bouclier physique et de guide.
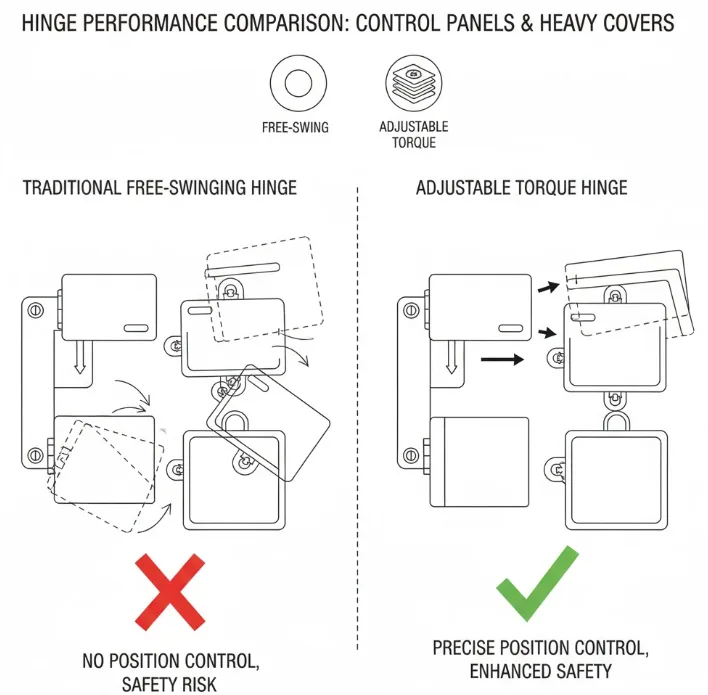
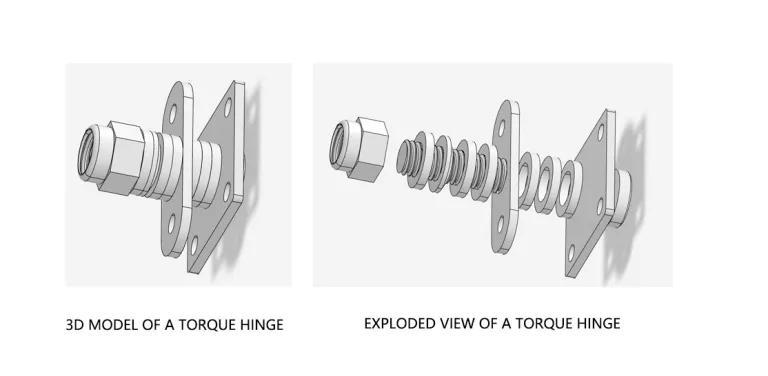
Étude de cas et exemple pratique : Installation d'une charnière à couple
Contexte : Un fabricant d'appareils médicaux utilise des charnières à couple constant sur un support d'affichage.
Problème : des clients ont signalé une forte dégradation du couple et des difficultés à faire pivoter l'écran après seulement trois mois.
Analyse technique
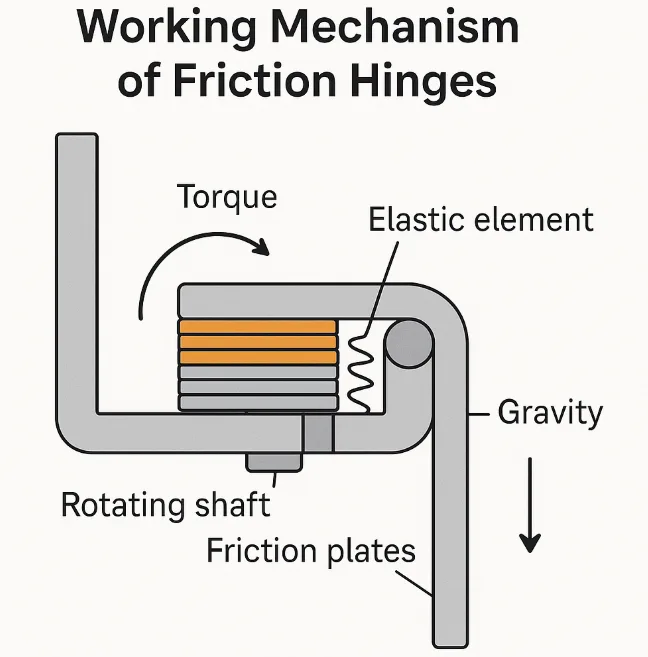
Les charnières de couple reposent sur une force normale entre disques de friction. Si les axes des charnières ne sont pas parallèles, la rotation induit une charge radiale.
Modèle de calcul simplifié :
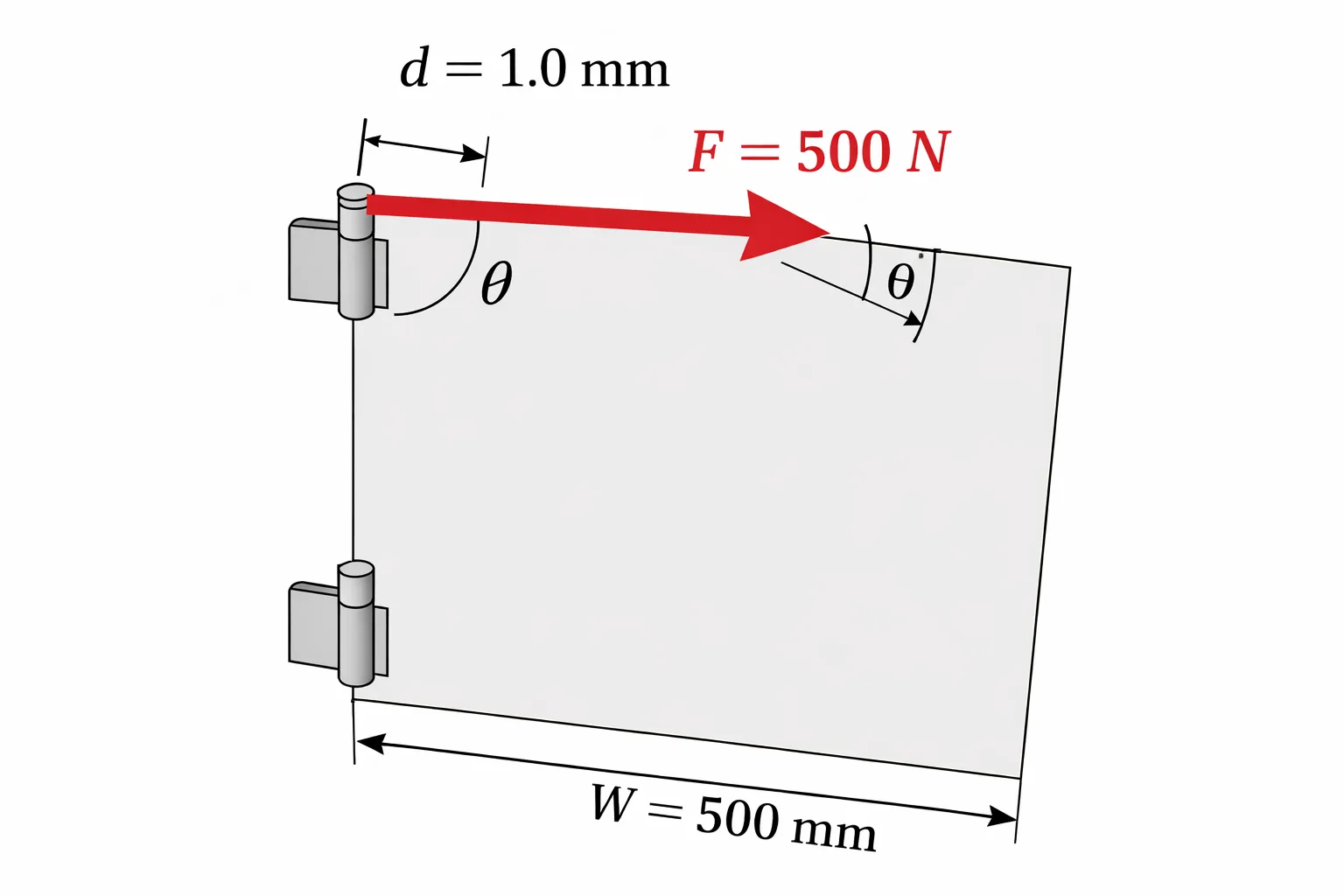
- Largeur supposée de la porte L = 500 mm.
- La charnière gauche est parfaite. La charnière droite est décalée sur l'axe Y (perpendiculaire à l'axe) de d = 1,0 mm.
- Angle de désalignement thêta pendant la rotation:tan(thêta) = d / W = 1,0 / 500 = 0,002
Bien que l'angle soit faible, pour une charnière à friction de précision, cela crée un moment de flexion sur l'axe.
- En supposant une rigidité de la charnière k = 500 N/mm (estimé).
- Force latérale causée par le désalignement:F = k * d = 500 * 1,0 = 500 N
Conclusion : Chaque rotation oblige la charnière à supporter une force latérale supplémentaire de 500N. Cette force dépasse la charge radiale nominale de la charnière, ce qui fait sortir la graisse interne et provoque une usure rapide du disque de friction.
Solution : La mise en œuvre d'un gabarit de perçage à usinage CNC a permis de contrôler la déviation du trou à 0,05 mm près, ce qui a permis de résoudre le problème.
Matrice de décision : Avez-vous besoin d'un gabarit ?
Tous les cas de figure ne nécessitent pas un budget pour des gabarits personnalisés. Utilisez cette matrice pour prendre une décision :
Scénario A : Indispensable (critique)
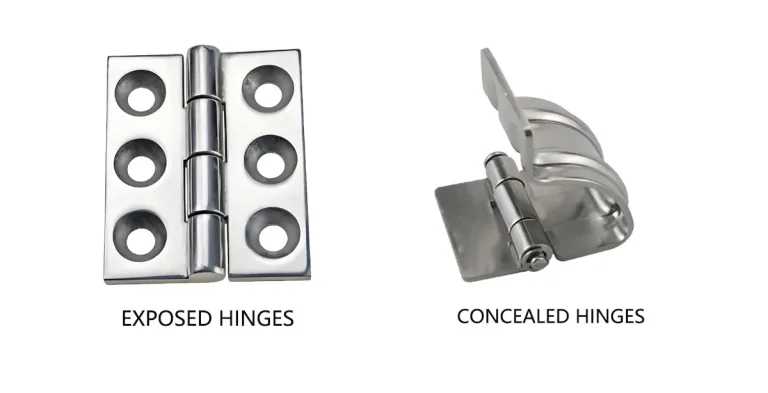
- Charnières dissimulées : Exiger des découpes ou des contre-perçages spécifiques de l'angle R que les outils manuels ne peuvent pas stabiliser.
- Charnières à couple/amortissement : Extrêmement sensible à la coaxialité (calculée ci-dessus).
- Indices IP élevés ( NEMA 4/4XIP65+) : Les joints doivent être soumis à une compression uniforme (généralement 30-50%). Un écart de 1 mm provoque des points de fuite.
- Panneaux lourds (>50kg) : Toute inclinaison est amplifiée par le bras de levier, ce qui entraîne un affaissement de la porte.
Scénario B : optionnel
- Charnières à trous oblongs : La conception des charnières comprend une marge de réglage (généralement +/- 2 mm), ce qui permet d'effectuer des ajustements après l'installation.
- Charnières à souder : On utilise généralement des blocs magnétiques ou de simples entretoises plutôt que des gabarits de perçage.
- Prototypage/réparation : Le coût de fabrication du gabarit dépasse la valeur de la pièce.
Analyse des modes de défaillance et de leurs effets (AMDE) - Installation des charnières
| Mode de défaillance | Cause potentielle | Effet | Risque (RPN) |
| Trous excentriques | Glissement manuel du poinçon / Déviation de la mèche | Les vis ne s'emboîtent pas ; le fait de les forcer dénude les filets. | Haut |
| Désalignement de l'axe | Erreur de marquage sur la hauteur de la charnière | Haute résistance, rupture de la charnière, production de poussière métallique. | Sévère |
| Dommages de surface | Mèche "marchant" sur la surface | La couche de passivation sur l'acier inoxydable est endommagée ; formation de rouille. | Moyen |
| Défaillance du joint | Profondeur/position inadéquate | Pénétration de l'eau et de la poussière ; endommagement des composants électroniques. | Haut |
Liste de contrôle opérationnelle : Mise en œuvre d'une installation de haute précision
Si vous optez pour un poinçonnage CNC entièrement automatisé, suivez ces bonnes pratiques :
Préparation du gabarit/de la plaque
- S'assurer que la dureté du matériau du gabarit est supérieure à celle de la pièce (par exemple, utiliser des douilles en carbure pour l'acier inoxydable).
- Vérifier la Bord de référence sur le gabarit pour l'usure.
Inspection avant forage
- Vérifier que l'épaisseur du panneau correspond à la longueur des vis de la charnière.
- Pour l'acier inoxydable 304/316, préparer Mèches en cobalt ou en carbure.
Le processus d'installation
- Serrage : Utilisez des pinces à genouillère pour fixer le gabarit. Ne tenez jamais un gabarit à la main pendant le perçage.
- Lubrification : L'huile de coupe est obligatoire pour réduire l'accumulation de chaleur (la chaleur provoque une dilatation qui affecte la précision du trou).
- Ébarbage : Nettoyez la sortie du trou. Les bavures agissent comme des cales, empêchant la charnière de s'affleurer.
Validation
- La porte ne doit pas revenir en arrière ou se bloquer lorsqu'elle est libre (à moins qu'elle ne soit montée sur ressorts).
- Utiliser des jauges d'épaisseur pour vérifier l'uniformité des écarts sur le périmètre.
FAQ
Q1 : Pour les petites séries (<50 unités), les gabarits en acier sont trop chers. Quelles sont les alternatives ?
A : Utilisation Impression 3D (SLA/SLS) pour créer un gabarit en résine, puis presser des douilles de perçage en métal standard. Cette approche hybride est rapide, bon marché et suffisamment précise pour les besoins industriels généraux.
Q2 : La découpe laser moderne fait déjà des trous. Ai-je besoin d'un gabarit ?
A : Si votre tôle est entièrement découpée au laser par CNC, vous n'avez généralement pas besoin de gabarit de perçage (c'est ce qu'on appelle l'"outillage souple"). Toutefois, pour les charnières à souder, même avec des marquages au laser, il est recommandé d'utiliser un dispositif de soudage afin d'éviter que la distorsion thermique n'affecte l'alignement.
Q3 : Pourquoi ma mèche marche-t-elle toujours sur l'acier inoxydable ?
A : L'acier inoxydable est dur et lisse. Sans gabarit, vous doit Utilisez un poinçon central pour créer une rainure. À l'aide d'un gabarit, veillez à ce qu'il soit bien ajusté à la surface et utilisez des mèches courtes ("stub") pour une rigidité maximale.
Q4 : Les charnières réglables en 3D signifient-elles que je n'ai pas besoin d'un perçage précis ?
A : Il s'agit d'une idée fausse et dangereuse. Le réglage 3D (haut/bas, gauche/droite, intérieur/extérieur) est conçu pour compenser les tolérances de fabrication de la porte et le vieillissement du joint, pas pour remédier à un mauvais perçage. Une déviation excessive du trou consommera toute la course de réglage, ce qui ne laissera aucune marge de manœuvre pour une maintenance ultérieure.
Q5 : Pourquoi la valeur du couple a-t-elle augmenté après l'installation de mes charnières dynamométriques ?
A : Le couple n'a probablement pas augmenté, c'est la friction qui l'a fait. Retirez une charnière et testez l'autre. Si elles tournent sans problème individuellement mais se bloquent lorsqu'elles sont appariées, vos axes sont désalignés. Vous avez besoin d'un gabarit pour corriger la coaxialité.
Q6 : Ai-je besoin d'un gabarit pour les extrusions d'aluminium ?
A : Les profilés ont généralement des rainures en T standard. Si vous utilisez des charnières conçues pour des écrous en T, la fente sert de guide. Toutefois, si vous percez et taraudez directement dans la face en aluminium, un gabarit est nécessaire pour éviter la déviation de la mèche sur la surface courbe ou lisse.