Installazione di cerniere industriali: Quando servono le dime per cerniere?
Le classificazioni IP sono molto più che semplici problemi estetici: sono colli di bottiglia della produzione che uccidono la redditività. Per gli ingegneri e i manager, la sfida non è solo l'installazione di un sistema di protezione IP. cerniera-È ottenere la ripetibilità in scala senza affidarsi all'abilità variabile degli operatori. Questa guida va oltre le basi del layout manuale, utilizzando dati ingegneristici e analisi dei guasti per dimostrare perché il passaggio alle dime a cerniera è fondamentale per eliminare l'errore umano e garantire l'affidabilità del processo.
Definizioni della terminologia di base
Per garantire la chiarezza, dobbiamo definire i termini chiave in un contesto industriale, distinguendoli dagli scenari di lavorazione del legno per i consumatori.
Dima industriale per cerniere
Strumento di posizionamento di precisione progettato specificamente per pannelli in metallo, compositi o tecnopolimeri. Tipicamente lavorate in acciaio temprato o lega di alluminio, queste maschere contengono boccole per trapano temprate per guidare la punta e controllare rigorosamente la perpendicolarità del foro.
Modello di foratura
Un semplice strumento planare, spesso una sottile lastra di acciaio tagliata al laser, utilizzato per marcare le posizioni centrali dei fori. A differenza di una dima, un modello non fornisce necessariamente una guida fisica per il corpo della punta.
Coassialità
Nei sistemi a più cerniere, gli assi di tutte le cerniere devono allinearsi lungo un'unica linea retta teorica. Una deviazione porta al "vincolo degli assi".
Poka-yoke(Prova di errore)
Una filosofia di progettazione incorporata nelle maschere in cui i vincoli fisici rendono impossibile per l'operatore installare la cerniera in un orientamento o in una posizione errata.
Parametri di riferimento del settore: Manuale vs. assistito da dime
I dati seguenti confrontano l'efficienza e la precisione sulla base di dati generali di produzione di involucri industriali (basati su un'officina di lamiere di medie dimensioni che produce 50-100 unità al giorno).
| Metrico | Marcatura manuale | Dima/attrezzatura assistita | Differenziale |
| Tempo medio di installazione (per cerniera) Tempo di installazione (per cerniera) | 3,5 - 5,0 minuti | 0,5 - 1,0 minuti | 400%+ Guadagno di efficienza |
| Ripetibilità della posizione | +/- 0,5 mm | +/- 0,1 mm | Guadagno di precisione 5x |
| Tasso di scarto | 1.5% – 3.0% | < 0,1% | Riduzione significativa |
| Requisiti di abilità | Alto (mestieri qualificati) | Basso (Operatore generale) | Barriera d'ingresso più bassa |
Perché usare le dime? Un approfondimento tecnico
Precisione e allineamento
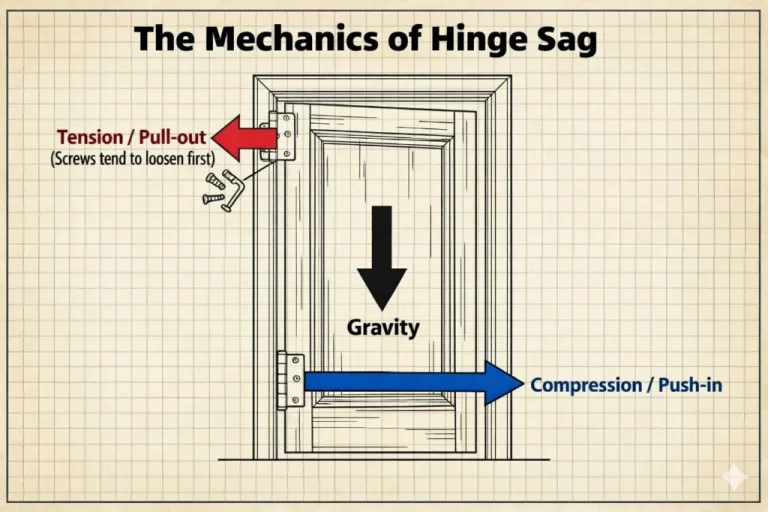
Nel caso di cerniere per pianoforte o di porte pesanti con più di 3 cerniere, anche le deviazioni microscopiche sono critiche. Secondo ISO 2768-m (Tolleranze generali), se un pannello della porta ha un'altezza di 1000 mm e la deviazione verticale tra i fori di montaggio supera 0,5 mm, la forza di taglio laterale generata durante la chiusura aumenta in modo significativo.
Questo stress si traduce in:
- Usura accelerata del perno della cerniera.
- "Scricchiolii" o impedimenti durante il funzionamento.
- Compressione non uniforme delle guarnizioni, che porta a IP65/IP66 fallimento sotto IEC 60529 standard.
Efficienza e coerenza della produzione
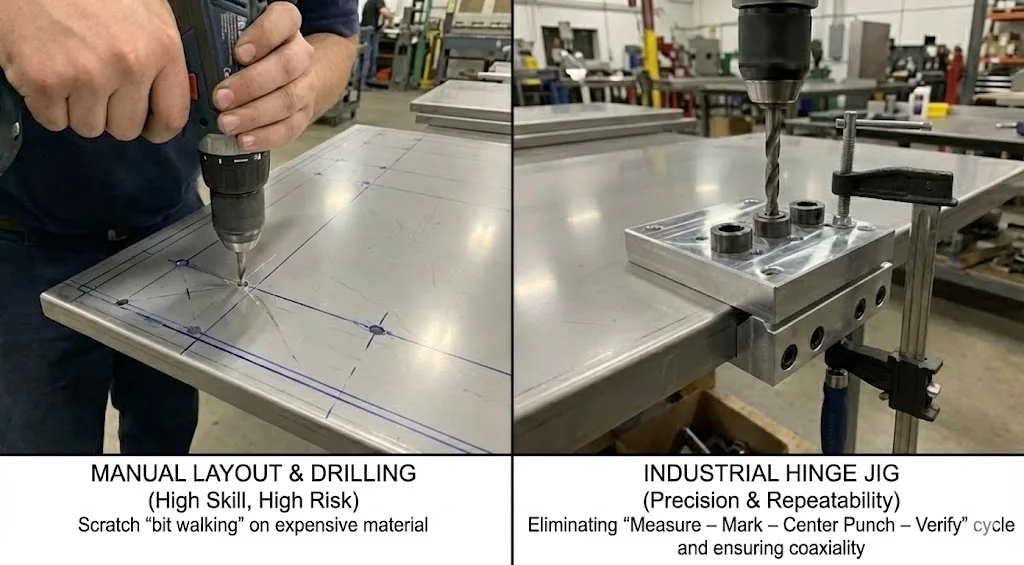
Nella produzione di massa di armadi elettrici o unità HVAC, il tempo è un costo. Le dime eliminano il ciclo "Misura - Segna - Punzone centrale - Verifica".
- Senza dima: Misurazione delle coordinate X/Y -> Scriba -> Punzonatura centrale -> Foro pilota -> Foro finale.
- Con dima: Bloccare la dima sul bordo -> Forare.
Riduzione dei costosi scarti di materiale

Per i macchinari alimentari o i dispositivi medici che utilizzano acciaio inossidabile 304 o 316, i costi dei pannelli sono elevati. La foratura manuale spesso porta a "camminare un po'graffiando le superfici lucidate a specchio, o fori sbagliati che non possono essere riempiti. La dima funge sia da scudo fisico che da guida.
Caso di studio ed esempio di lavoro: Installazione di cerniere a coppia
Premessa: Un produttore di dispositivi medici utilizza cerniere a coppia costante su un supporto per display.
Problema: i clienti hanno segnalato un grave deterioramento della coppia e difficoltà a ruotare lo schermo dopo soli tre mesi.
Analisi tecnica
Le cerniere a coppia si basano sulla forza normale tra dischi di attrito. Se gli assi delle cerniere non sono paralleli, la rotazione induce un carico radiale.
Modello di calcolo semplificato:
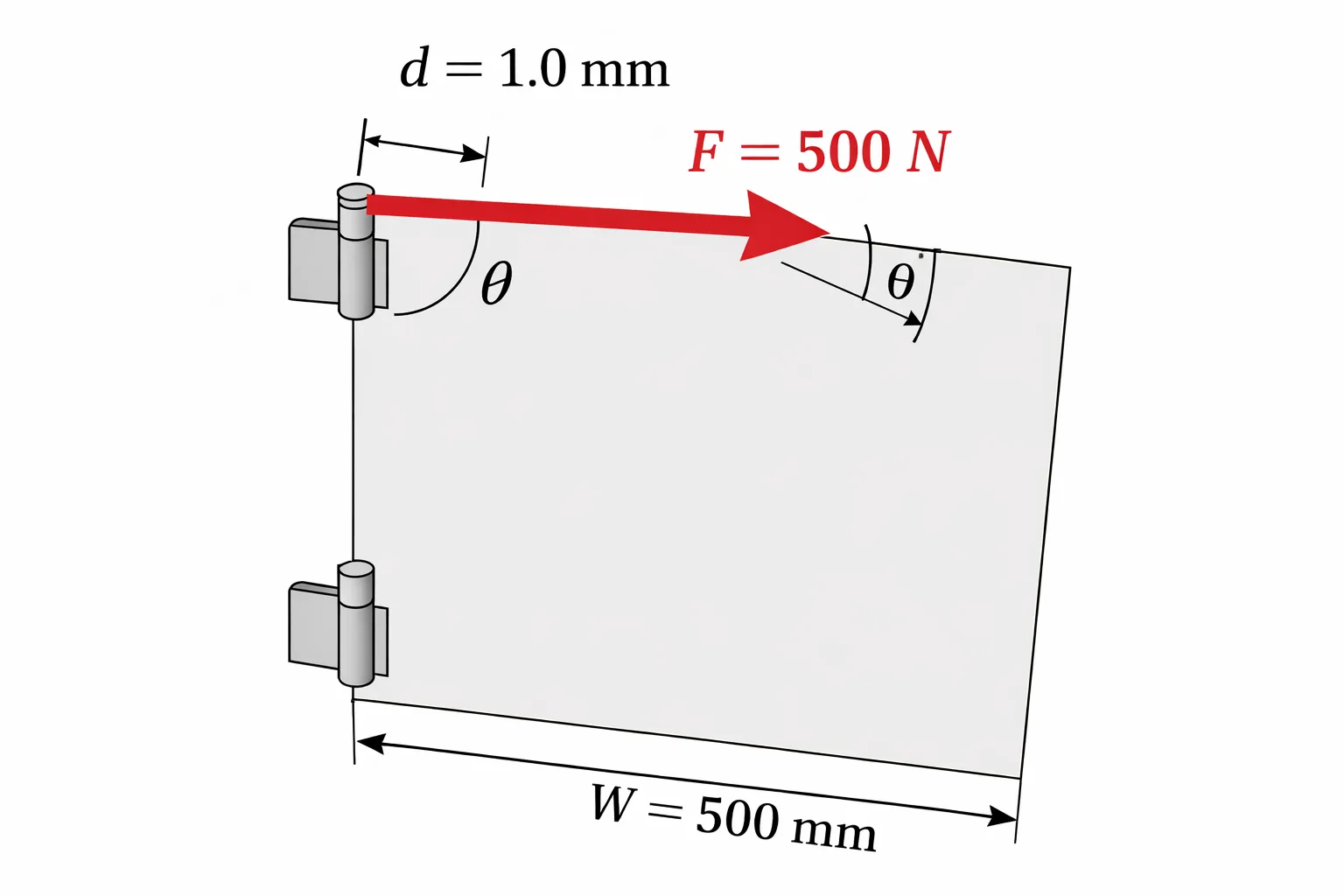
- Assumere la larghezza della porta L = 500 mm.
- La cerniera sinistra è perfetta. La cerniera destra è disassata sull'asse Y (perpendicolare all'asse) di d = 1,0 mm.
- Angolo di disallineamento teta durante la rotazione: tan(theta) = d / W = 1,0 / 500 = 0,002
Anche se l'angolo è piccolo, per una cerniera a frizione di precisione, questo crea un momento flettente sul perno.
- Assumendo la rigidità della cerniera k = 500 N/mm (stimato).
- Forza laterale causata dal disallineamento: F = k * d = 500 * 1,0 = 500 N
Conclusione: Ogni rotazione costringe la cerniera a sopportare una forza laterale supplementare di 500N. Questo supera il carico radiale nominale della cerniera, spremendo il grasso interno e causando una rapida usura del disco di attrito.
Soluzione: L'implementazione di una maschera di foratura lavorata a CNC ha controllato la deviazione del foro entro 0,05 mm, risolvendo il problema.
Matrice decisionale: Avete bisogno di una dima?
Non tutti gli scenari richiedono un budget per le maschere personalizzate. Utilizzate questa matrice per decidere:
Scenario A: Must-Have (Critico)
- Cerniere a scomparsa: Richiedono ritagli o svasature specifiche dell'angolo R che gli strumenti manuali non possono stabilizzare.
- Cerniere a coppia/ammortizzazione: Estremamente sensibile alla coassialità (come calcolato sopra).
- Elevati valori di IP ( NEMA 4/4X, IP65+): Le guarnizioni richiedono una compressione uniforme (di solito 30-50%). Una deviazione di 1 mm causa punti di perdita.
- Pannelli pesanti (>50 kg): L'eventuale inclinazione viene amplificata dal braccio di sicurezza, causando il cedimento della porta.
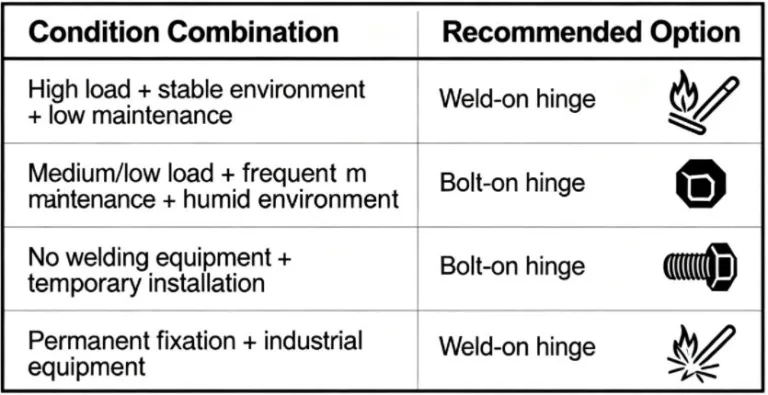
Scenario B: Opzionale
- Cerniere a foro passante: Il design della cerniera prevede una tolleranza di regolazione (di solito +/- 2 mm), che consente la messa a punto dopo l'installazione.
- Cerniere a saldare: In genere si utilizzano blocchi magnetici o semplici distanziatori piuttosto che maschere di foratura.
- Prototipazione/riparazione: Il costo di realizzazione della dima supera il valore del pezzo.
Analisi delle modalità di guasto e degli effetti (FMEA) - Installazione della cerniera
| Modalità di guasto | Causa potenziale | Effetto | Rischio (RPN) |
| Fori eccentrici | Slittamento manuale del punzone / Deviazione della punta del trapano | Le viti non entrano in sede; forzandole si spogliano le filettature. | Alto |
| Disallineamento dell'asse | Errore di marcatura sull'altezza della cerniera | Alta resistenza, rottura della cerniera, generazione di polvere metallica. | Grave |
| Danno superficiale | La punta del trapano "cammina" sulla superficie | Strato di passivazione su SS danneggiato; formazione di ruggine. | Medio |
| Guasto della guarnizione | Profondità/posizione non corretta | Ingresso di acqua/polvere; danni ai componenti elettronici. | Alto |
Lista di controllo operativa: Implementazione dell'installazione ad alta precisione
Se si rinuncia alla punzonatura CNC completamente automatizzata, seguire le seguenti best practice:
Preparazione della dima/manifesto
- Assicurarsi che la durezza del materiale della dima sia superiore alla durezza del pezzo (ad esempio, utilizzare boccole in carburo per l'acciaio inossidabile).
- Verificare il Bordo di riferimento sulla sagoma per verificare l'usura.
Ispezione preforatura
- Verificare che lo spessore del pannello corrisponda alla lunghezza delle viti della cerniera.
- Per l'acciaio inox 304/316, preparare Punte da trapano in cobalto o punte in carburo.
Il processo di installazione
- Serraggio: Utilizzare i morsetti a levetta per fissare la dima. Non tenere mai in mano una dima durante la foratura.
- Lubrificazione: L'olio da taglio è obbligatorio per ridurre l'accumulo di calore (il calore provoca un'espansione che influisce sulla precisione del foro).
- Sbavatura: Pulire l'uscita del foro. Le sbavature fungono da spessori, impedendo alla cerniera di posizionarsi a filo.
Convalida
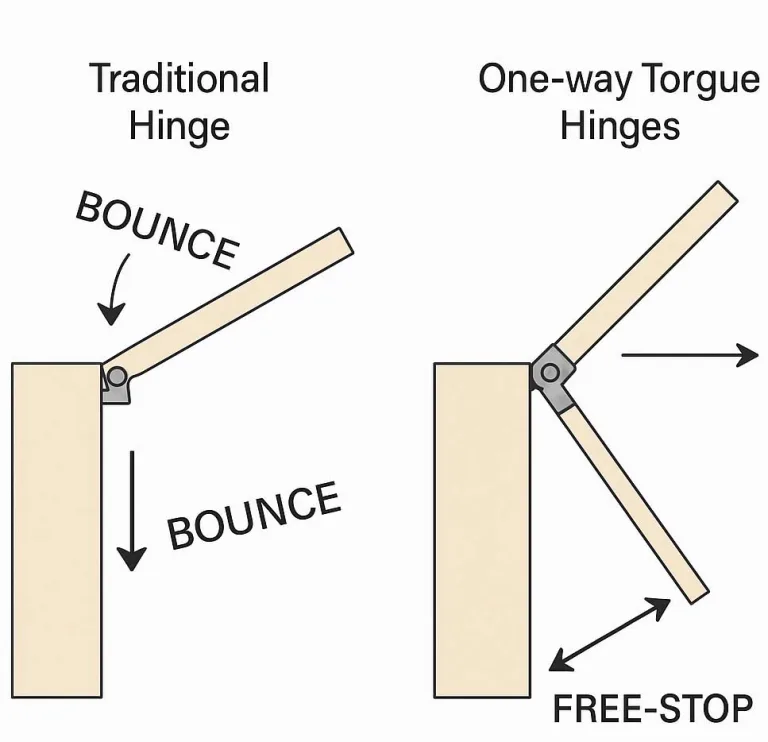
- La porta non deve arretrare o bloccarsi quando è libera (a meno che non sia caricata a molla).
- Usare gli spessimetri per verificare la presenza di spazi uniformi lungo il perimetro.
FAQ
D1: Per i piccoli lotti (<50 unità), le dime in acciaio sono troppo costose. Alternative?
A: Utilizzo Stampa 3D (SLA/SLS) per creare una sagoma in resina, quindi pressare le boccole di metallo standard. Questo approccio ibrido è veloce, economico e sufficientemente preciso per le esigenze industriali generali.
D2: Il moderno taglio laser crea già dei fori. Ho bisogno di una dima?
A: Se la lamiera è completamente tagliata al laser CNC, in genere non è necessaria una dima di foratura (si parla di "soft tooling"). Tuttavia, per le cerniere a saldare, anche in presenza di marcature laser, è consigliabile una dima di saldatura per evitare che la distorsione termica influisca sull'allineamento.
D3: Perché la mia punta cammina sempre sull'acciaio inossidabile?
A: L'acciaio inossidabile è duro e liscio. Senza una dima, si mosto utilizzare un punzone centrale per creare una scanalatura. Con una dima, assicurarsi che sia ben aderente alla superficie e utilizzare punte corte ("stub") per ottenere la massima rigidità.
D4: Le cerniere regolabili 3D non richiedono una foratura precisa?
A: Si tratta di un'idea sbagliata e pericolosa. La regolazione 3D (Su/Giù, L/R, Dentro/Fuori) è progettata per compensare le tolleranze di fabbricazione della porta e l'invecchiamento della guarnizione, non per correggere una foratura poco accurata. Un'eccessiva deviazione del foro consuma tutta la corsa di regolazione, lasciando zero spazio per la manutenzione futura.
D5: Perché il valore di coppia è aumentato dopo l'installazione delle cerniere dinamometriche?
A: Probabilmente non è aumentata la coppia, ma l'attrito. Rimuovere una cerniera e testare l'altra. Se ruotano senza problemi singolarmente ma si bloccano quando sono accoppiate, gli assi sono disallineati. È necessaria una dima per correggere la coassialità.
D6: Ho bisogno di una dima per gli estrusi di alluminio?
A: Le estrusioni sono solitamente dotate di scanalature a T standard. Se si utilizzano cerniere progettate per i dadi a T, la scanalatura fornisce una guida. Tuttavia, se si forano e si filettano direttamente sulla superficie di alluminio, è necessaria una dima per evitare la deviazione della punta sulla superficie curva o liscia.