Zinklegierung vs. Aluminiumlegierung für Druckgussscharniere
Die Entscheidung zwischen einer Zinklegierung und einer Aluminiumlegierung für ein Druckgussscharnier ist kein rein kosmetischer Materialwechsel. Die Wahl beeinflusst die Masse des Bauteils, die Wandstärkenauslegung, das Verhalten der Gewindebuchsen, das thermische Verhalten, die Oberflächenbeschaffenheit, die Wirtschaftlichkeit des Werkzeugbaus sowie die Art und Weise, wie Kräfte von der Tür auf den Rahmen übertragen werden. Eine Konstruktion, die in Zink funktioniert, erfordert möglicherweise dickere Wandstärken, größere Radien, andere Gewindebuchsen oder ein überarbeitetes Befestigungsmuster, bevor sie in Aluminium freigegeben werden kann.
Dieser Leitfaden hilft Ingenieuren und Einkäufern bei Erstausrüstern (OEM), diese Entscheidung zu treffen, bevor die Werkzeugherstellung in Auftrag gegeben wird. Er konzentriert sich auf den Scharnierkörper bzw. das Gehäuse – nicht auf den Bolzen, das Reibungspaket, das Lager oder die Befestigungselemente – und zeigt auf, was beim Vergleich von Scharnieren aus Zinklegierung mit solchen aus Aluminiumlegierung neu berechnet, neu gezeichnet und überprüft werden muss.
Entscheidungsgrenze: Wann ist Zink oder Aluminium der bessere Ausgangspunkt?
Beginnen Sie mit einer Zinklegierung wenn das Scharnier eine kompakte Geometrie, dünne oder hochdetaillierte Gussmerkmale, eine klare optische Definition, stabile kleine Vorsprünge, eine zuverlässige Beschichtung und eine Großserienfertigung in einem kontrollierten Temperaturbereich erfordert. Beginnen Sie mit einer Aluminiumlegierung wenn die Gewichtsreduzierung eine vorrangige Konstruktionsanforderung ist, das Scharnier bei einer höheren Dauertemperatur betrieben wird oder das Produkt größere Querschnitte zulässt, sowie ein speziell für die ausgewählte Aluminiumgusslegierung entwickeltes Oberflächenbehandlungssystem.
Keines der beiden Materialien ist hinsichtlich Tragfähigkeit oder Korrosionsbeständigkeit automatisch die beste Wahl. Die richtige Wahl hängt von der jeweiligen Legierung, der Geometrie, der Oberflächenbeschaffenheit, der Schnittstelle zum Befestigungselement, der Temperatur, der Belastungsdauer, der angestrebten Zyklusanzahl und dem Abnahmeverfahren ab. Starke Spülung, Chloridbelastung, Hygieneanforderungen oder hohe Dauerbelastungen können dazu führen, dass man bei dem Projekt sowohl von Gusslegierungen als auch von Edelstahl zugunsten einer Konstruktion aus gemischten Werkstoffen abrückt.

Die erste Überprüfung: Vergleichen Sie denselben Umschlag oder dieselbe Leistung?
Materialvergleiche sind irreführend, wenn die Frage lediglich lautet: „Welches Metall ist fester?“ Ein Scharnierkonstrukteur sieht sich in der Regel mit einer von zwei unterschiedlichen Einschränkungen konfrontiert:
- Fester Umschlag: Das Scharnier muss zu einer vorhandenen Tür, einem vorhandenen Türrahmen, einem vorhandenen Lochbild und dem vorhandenen Freiraum passen.
- Behobener Fehler: Das Scharnier muss bestimmte Anforderungen hinsichtlich Belastung, Steifigkeit, Lebensdauer und Temperatur erfüllen, doch die Geometrie des Gussteils kann sich ändern.
Bei einem festgelegten Gesamtvolumen ermöglicht Aluminium eine erhebliche Gewichtsreduzierung, doch sein niedrigerer Elastizitätsmodul und sein anderes Gussverhalten erfordern unter Umständen eine sorgfältige Überprüfung der Stegsteifigkeit, der Ansatzabstützung, der Wandübergänge und der Anschlaggeometrie. Bei einem festgelegten Leistungsziel lässt sich bei Aluminium oft ein größeres Querschnittsvolumen nutzen, während es dennoch leichter als Zink bleibt. Diese Gestaltungsfreiheit kann zu einem größeren, aber masseärmeren Scharnier führen.
Ein Lieferant sollte daher ohne eine Konstruktionsprüfung kein Angebot mit dem Wortlaut „gleiche Zeichnung, Aluminium statt Zink“ abgeben. Der korrekte Vergleich besteht entweder aus derselben Geometrie mit klar angegebenen Leistungsänderungen oder aus zwei materialspezifischen Konstruktionen, die darauf ausgelegt sind, dieselbe Anforderung zu erfüllen.
Wie sich die Dichte auf die Scharniermasse und das Türsystem auswirkt
Die typische Rohdichte beträgt bei gängigen ZAMAK-Zinkdruckgusslegierungen etwa 6,6 g/cm³ und bei gängigen Aluminiumdruckgusslegierungen etwa 2,7 g/cm³. Hierbei handelt es sich um allgemeine technische Referenzwerte, die das Datenblatt der ausgewählten Legierung nicht ersetzen.
Allgemeine Berechnung: Bei gleichem Gussvolumen ist die Masse proportional zur Dichte: m = ρV. Unter Zugrundelegung der oben genannten Nennwerte hat ein Zink-Scharnierkörper mit gleichem Volumen etwa das 2,4-Fache der Masse eines Aluminiumkörpers. Der tatsächliche Unterschied in der Baugruppe fällt geringer aus, wenn Bolzen, Befestigungselemente, Reibungsteile und Einsätze aus Stahl bestehen bleiben.
Der Scharnierkörper macht in der Regel nur einen Teil der Türmasse aus, doch dieser Unterschied spielt bei Leichtbaugeräten, tragbaren Systemen, Fahrzeuginnenräumen, Bedienerdisplays, Diagnosegeräten und Produkten mit mehreren Scharnieren eine Rolle. Er wirkt sich zudem auf die Versandmasse und das Moment aus, das entsteht, wenn das Scharnier selbst weit von der Tragkonstruktion entfernt sitzt.
Bei einem stationären Industriegehäuse ist die Gewichtsreduzierung im Vergleich zu einer kompakten Bauweise und den Herstellungskosten möglicherweise von geringem Wert. Bei einem mobilen oder tragbaren Produkt kann derselbe Unterschied jedoch eine Neukonstruktion aus Aluminium rechtfertigen, selbst wenn die Werkzeug- und Bearbeitungskosten höher sind.
Gussdetails, Wandquerschnitte und Werkzeugstrategie
Zink wird üblicherweise im Heißkammer-Druckgussverfahren verarbeitet, während Aluminium in der Regel im Kaltkammer-Druckgussverfahren verarbeitet wird. Die niedrigere Gießtemperatur und die hohe Fließfähigkeit von Zink ermöglichen feine Details, dünne Wandstärken, kleine Vorsprünge und eine klare Formgebung. Aluminium wird bei einer höheren Schmelztemperatur verarbeitet und stellt andere thermische Anforderungen an die Form, das Angusssystem und den Zyklus.
Bei der Konstruktion von Scharnieren zeigt sich der praktische Unterschied in den Details rund um den Drehpunkt und das Befestigungssystem:
| Scharnier-Funktion | Ausgangspunkt: Zinklegierung | Ausgangspunkt: Aluminiumlegierung | Was muss bestätigt werden? |
|---|---|---|---|
| Dünne Zierwand | Oft vorteilhaft für feine Details und eine kompakte Form | Möglicherweise ist hier ein konservativerer Abschnitt erforderlich. | Gusskapazitäten des Lieferanten und lokaler Füllweg |
| Kleiner Befestigungsansatz | Eignet sich für feine Details und eine gute Gewindebildung | Möglicherweise ist mehr Umhüllungsmaterial oder ein Einsatz erforderlich. | Durchmesser des Aufnahmedurchmessers, Eingriffslänge, Auszugsprüfung |
| Drehpunkt-Stützrippe | Eine kompakte Rippe könnte machbar sein | Kann mit geringem Massenaufwand vergrößert werden | Steifigkeit, Ermüdung, lokale Spannungskonzentration |
| Mechanischer Anschlag | Eine detaillierte Anschlaggeometrie ist sinnvoll, jedoch müssen Kriech und Stoßbelastung überprüft werden | Eine größere Kontaktfläche könnte sinnvoll sein | Stoppkraft, Aufprallgeschwindigkeit, bleibende Verformung |
| Gedrehte Bohrung | Gutes Maßpotenzial; die Bearbeitungszugabe bleibt wichtig | Wird häufig bearbeitet, wenn die Ausrichtung oder der Lagersitz entscheidend sind | Porositätsexposition, Bohrungsposition, Oberflächenbeschaffenheit |
| Dekorative Oberfläche | Gut geeignet für viele Beschichtungen | Die Art der Oberflächenbehandlung hängt stark von der Legierung und dem gewünschten Erscheinungsbild ab. | Freigegebenes Oberflächenmuster der Serienlegierung |
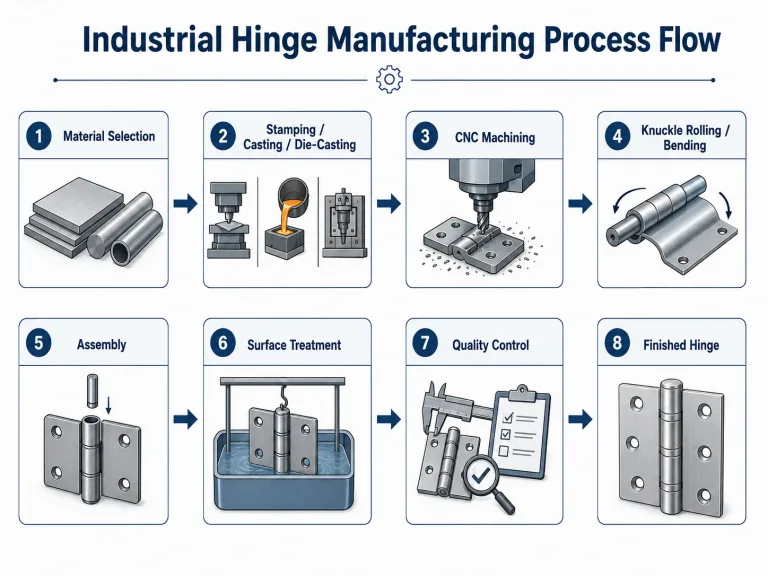
Der gesamte Zusammenhang zwischen Guss, Bearbeitung, Montage und Kalibrierung wird erläutert in Wie Drehgelenke hergestellt werden. Für die vorliegende Entscheidung ist entscheidend, dass eine wesentliche Änderung nicht nur eine andere Materialangabe, sondern auch ein anderes Stanzwerkzeugdesign erfordern kann.
Die Tragfähigkeit hängt vom Lastweg ab, nicht von einem einzelnen Festigkeitswert
Ein aus Druckguss gefertigter Scharnierkörper ist in der Regel gleichzeitig mehreren lokalen Belastungen ausgesetzt: Druckbelastung um den Drehpunkt, Biegebelastung an den Armen oder den Zylinderhalterungen, Klemmkraft der Befestigungselemente, Ausreißkraft an den Befestigungsvorsprüngen und Kontaktbelastung an etwaigen Öffnungsanschlägen. Diese Belastungen reagieren nicht alle auf den Austausch des Werkstoffs auf dieselbe Weise.
Zinkdruckgusslegierungen können bei kompakten mechanischen Bauteilen nützliche Eigenschaften wie Festigkeit, Steifigkeit, Duktilität, Tragfähigkeit und Gewindeleistung bieten. Aluminium-Druckgusslegierungen weisen eine deutlich geringere Dichte auf und können eine hohe Leistungsfähigkeit bieten, wenn der Querschnitt für die jeweilige Legierung ausgelegt ist. Ein technischer Fehler besteht darin, die im Katalog angegebene Zugfestigkeit zu vergleichen und anzunehmen, dass sich die gesamte Scharnierkonstruktion direkt nach diesem Wert skalieren lässt.
Überprüfen Sie diese scharnierspezifischen Belastungsstellen
- Drehzapfenbohrung: Lagerdruck an der Kontaktstelle, Ovalisierung der Bohrung und nach der Bearbeitung verbleibende Wandstärke.
- Übergang vom Stiel zum Blatt: Biegung und Ermüdung an der schmalsten Stelle oder am engsten Radius.
- Befestigungsansatz: Herausreißen von Befestigungselementen, Aufspalten von Vorsprüngen und Nachlassen der Klemmkraft.
- Erste Haltestelle: punktuelle Belastung oder anhaltende Kontaktbelastung.
- Türseitiger Arm: Durchbiegung, die den Türspalt, den Anpressdruck der Dichtung oder die Ausrichtung der Verriegelung verändert.
Die endgültige Materialauswahl sollte auf einer Berechnung auf Querschnittsebene, einer Finite-Elemente-Prüfung (sofern gerechtfertigt) sowie Probenversuchen unter Berücksichtigung des tatsächlichen Scharnierabstands und des Türmoments basieren. Eine vorläufige Empfehlung auf der Grundlage der Materialfamilie gilt nicht als Zulassung der Probe.
Temperatur und Dauerbelastung können die ursprüngliche Entscheidung zunichte machen
Die Festigkeit bei Raumtemperatur reicht nicht aus, wenn ein Scharnier dauerhaft die Last einer Tür trägt. Herkömmliche Zinkdruckgusslegierungen können mit steigender Temperatur und zunehmender Dauerbelastung zunehmend anfällig für Kriechen und Spannungsrelaxation werden. Dies spielt eine Rolle bei belasteten Armen, Ansätzen, Anschlägen und allen Bauteilen, die durch kontinuierliches Klemmen oder Biegen die Ausrichtung aufrechterhalten.
Aluminiumdruckgusslegierungen sind oft die bessere Wahl, wenn das Gehäuse seine mechanische Funktion bei einer höheren Dauerbetriebstemperatur aufrechterhalten muss. Das bedeutet jedoch nicht, dass jedes Aluminiumscharnier für hohe Temperaturen geeignet ist. Die Legierungssorte, die Gussqualität, gegebenenfalls der Härtezustand, das Befestigungssystem, das Schmiermittel, das Material der Einsätze und die Wärmeausdehnung der umgebenden Baugruppe müssen dennoch geprüft werden.
| Frage zur Temperatur | Warum dies die Materialauswahl beeinflusst | Erforderliche Nachweise |
|---|---|---|
| Maximale Dauertemperatur des Gehäuses | Regelt die Langzeitfestigkeit und das Kriechrisiko | Projektspezifisches Temperaturprofil |
| Höchsttemperatur und Dauer | Ein kurzer Spitzenwert unterscheidet sich von einer kontinuierlichen Exposition | Anforderung an die Zeit-Temperatur-Kurve |
| Während des Erhitzens aufgebrachte Last | Das Kriechen hängt sowohl von der Spannung als auch von der Temperatur ab | Türmoment und Vorspannung der Befestigungselemente |
| Thermisches Zyklieren | Änderungen an Passungen, Abständen und Beschichtungsspannungen | Zyklusbereich und Haltebedingungen |
| Angrenzende Wärmequelle | Die Temperatur im Wohnbereich kann die Umgebungstemperatur überschreiten | Gemessene oder modellierte Scharniertemperatur |
Technische Rahmenbedingungen: Es sollte keine allgemeingültige „Höchsttemperatur“ für Scharniere aus Zink oder Aluminium angegeben werden. Der Grenzwert hängt von der jeweiligen Legierung, Geometrie, Beanspruchung, Oberflächenbeschaffenheit, dem inneren Mechanismus, dem Schmiermittel und den Abnahmekriterien ab.
Korrosionsbeständigkeit ist ein System aus Werkstoff und Oberflächenbehandlung
Sowohl Zink als auch Aluminium bilden Oxidprodukte, doch sollte die Auswahl nicht allein auf der Grundlage der Bezeichnung des Grundmetalls getroffen werden. Ein Scharnier weist bearbeitete Bohrungen, scharfe Kanten, vertiefte Befestigungssitze, Kontaktflächen und Schnittstellen zwischen unterschiedlichen Metallen auf. Die gewählte Oberflächenbehandlung muss die Geometrie schützen, die tatsächlich Feuchtigkeit, Kondenswasser, Reinigungsflüssigkeit oder Salz ausgesetzt ist.
Überlegungen zur Oberflächenbehandlung von Zinklegierungen
Zinkdruckgussteile sind mit vielen Dekor- und Schutzsystemen kompatibel, darunter Galvanisierung, Konversionsbehandlungen, Lackierung und Pulverbeschichtung. Die Haftfestigkeit der Oberflächenbeschichtung und die Korrosionsbeständigkeit hängen von der Reinheit der Legierung, der Oberflächenvorbereitung, Resten von Trennmitteln, der Porosität, dem Zustand der Kanten und der Prozesskontrolle ab. Ein beschichtetes Muster allein ist kein Beweis für einen langfristigen Schutz an bearbeiteten oder vertieften Stellen.
Überlegungen zur Oberflächenbehandlung von Aluminiumlegierungen
Bei Aluminiumdruckgussteilen können Konversionsbeschichtungen, Lackierungen, Pulverbeschichtungen oder legierungsspezifische Eloxalverfahren zum Einsatz kommen. Gusslegierungen mit hohem Siliziumgehalt können sich anders verhalten als Knetaluminium, daher ist eine lediglich als „eloxiertes Aluminium“ spezifizierte Oberflächenbehandlung unvollständig. Der Lieferant sollte die Gusslegierung, die Vorbehandlung, die Anforderungen an das Aussehen, gegebenenfalls die Beschichtungsdicke sowie die Frage bestätigen, ob bearbeitete Oberflächen vor oder nach der Bearbeitung nachbearbeitet werden.
ASTM B117 definiert die Geräte, das Verfahren und die Bedingungen zur Erzeugung einer Salznebelumgebung. Die Norm legt jedoch weder die korrekte Einwirkzeit, die Prüfkörper noch die Korrosionsgrenzwerte fest, noch gibt sie Auskunft darüber, ob ein Scharnier für den tatsächlichen Einsatzzweck geeignet ist. Diese Anforderungen müssen vom Projektverantwortlichen festgelegt und unter Berücksichtigung der tatsächlichen Legierung, Oberflächenbeschaffenheit und Scharniergeometrie bestätigt werden.

Auf die Qualität der Vorbereitung wird gesondert eingegangen in Qualität der Scharniere vor der Oberflächenbehandlung. Wenn es sich um ein Projekt handelt, bei dem starke Korrosion auftritt, hygienische Anforderungen bestehen, der Chloridgehalt hoch ist oder das Projekt wiederholt abgespült wird, vergleichen Sie beide Gusswerkstoffe mit den jeweiligen Verdeckte Scharnierführung aus Zinkdruckguss im Vergleich zu Edelstahl anstatt eine Entscheidung zwischen Zink und Aluminium erzwingen zu müssen.
Befestigungselemente, Gewinde und Einsätze erfordern eine werkstoffspezifische Auslegung
Viele Druckgussscharniere verfügen über Gewindebohrungen, Gussvorsprünge, versenkte Befestigungssitze oder feststehende Einstellschrauben. Diese Merkmale können bei der Materialauswahl eine größere Rolle spielen als der sichtbare Scharnierarm.
Zink kann bei kompakten Bauteilen detaillierte Vorsprünge und einen guten Gewindeeingriff gewährleisten, doch müssen bei der Konstruktion dennoch die dauerhafte Klemmkraft, wiederholter Betrieb, erhöhte Temperaturen und die lokale Wandstärke berücksichtigt werden. Auch Aluminium kann zuverlässige Gewinde bieten, doch kann ein direkter Materialwechsel eine längere Eingriffslänge, einen größeren Vorsprung, einen Stahleinsatz oder angepasste Anzugsvorgaben erfordern.
| Befestigungsbedingungen | Bevorzugte Entwurfslösung | Überprüfung |
|---|---|---|
| Einmalige Montage im Werk | Ein direktes Gussstück mit Gewinde kann akzeptabel sein | Anzugsmoment und Ausreißprüfung |
| Wiederholte Entfernung von Feldern | Ziehen Sie einen Einsatz aus Stahl oder Messing in Betracht | Wiederholter Montagetest |
| Hohe, dauerhaft aufrechterhaltene Klemmkraft | Die Auflagefläche vergrößern und die Entspannung überprüfen | Haftfestigkeit der Klemme nach Temperatureinwirkung |
| Dünne Umfassungswand | Die Unterstützung durch die Vorgesetzten verstärken oder den Thread verschieben | Querschnittsprüfung und zerstörende Auszugsprüfung |
| Feuchte Schnittstelle zwischen Edelstahl und Befestigungselement | Überprüfung der galvanischen Trennung und der Ableitung | Projektspezifischer Korrosionstest |
| Einstellschraube, die die Last des Scharniers aufnimmt | Verwenden Sie bei Bedarf einen definierten Einsatz oder ein gehärtetes Kontaktelement | Lebensdauerprüfung und Gewindeverschleißprüfung |
In der Zeichnung sollten das Gewinde, die Mindestverzahnung, die Spezifikation des Einsatzstücks (falls verwendet), das Anzugsmoment, das zulässige Schmiermittel oder die zulässige Gewindesicherung sowie die Angabe, ob das Befestigungselement einmalig montiert oder wiederholt gewartet wird, angegeben werden. Die Angabe „M5-Gewindebohrung“ allein reicht nicht aus, um eine zuverlässige Verbindung zu gewährleisten.
Die Teilekosten sind nicht mit dem Materialpreis gleichzusetzen
Zink hat eine höhere Dichte, sodass ein Gussteil gleichen Volumens mehr Metall enthält. Bei Aluminium können die Verarbeitungstemperatur höher sein, andere Anforderungen an die Maschinenstellung bestehen sowie die Wirtschaftlichkeit hinsichtlich Formlebensdauer und Zykluszeit unterschiedlich ausfallen. Der niedrigste Rohstoffpreis pro Kilogramm ist daher kein Indikator für die niedrigsten Kosten des fertigen Scharniers.
| Kostentreiber | Warum Zink vorteilhaft sein kann | Warum Aluminium von Vorteil sein könnte |
|---|---|---|
| Detail der Net-Shape-Form | Kann den Bearbeitungsaufwand und den Aufwand für die Nachmontage reduzieren | Die Geometrie kann im Hinblick auf eine Gewichtsreduzierung vereinfacht werden |
| Schussmasse | Kompakte Abschnitte können das Materialvolumen begrenzen | Eine geringere Dichte verringert die Masse des Bauteils |
| Zyklus und Standzeit | Eine niedrigere Gießtemperatur trägt oft zu einer besseren Wirtschaftlichkeit der Produktion bei | Hängt von der Maschine, der Legierung, der Größe und den Kapazitäten des Lieferanten ab |
| Nachbearbeitung | Feine Gussdetails können einige Arbeitsschritte überflüssig machen | An Bohrungen, Stirnflächen und Einsätzen kann eine Bearbeitung erforderlich sein |
| Oberflächenbehandlung | Zahlreiche bewährte Verfahren zur Galvanisierung und Beschichtung | Der Umbau- und Beschichtungsweg lässt sich an größere Gerätegehäuse anpassen |
| Fracht und Produktmasse | Bei ortsfesten Anlagen in der Regel weniger wichtig | Kann für mobile Produkte und große Stückzahlen von Bedeutung sein |
| Änderungen am Design | Bewährte Zink-Werkzeuge können das Projektrisiko senken | Ein neues Aluminiumdesign könnte das Systemgewicht so weit reduzieren, dass sich die Anschaffung der Werkzeuge lohnt |
Ein aussagekräftiges Angebot enthält Angaben zu Werkzeugen, Guss, Beschnitt, Bearbeitung, Einsätzen, Endbearbeitung, Prüfung, Verpackung und dem erwarteten Jahresvolumen. Bei der kaufmännischen Entscheidung sollten fertige, freigegebene Teile verglichen werden – und nicht isoliert der Preis der Legierung.
Anwendungsbasierte Auswahlmatrix
| Anwendungsbedingungen | Vorläufiger Ausgangspunkt | Grund | Erforderliche Bestätigung |
|---|---|---|---|
| Kompaktes Schrankscharnier für den Innenbereich mit detaillierter Geometrie | Zinklegierung | Feine Gussdetails und kompakte Vorsprünge | Türbelastung, Oberflächenbeschaffenheit, Temperatur, Herausziehen des Gewindes |
| Tragbares Gerät, Monitor oder mobiles Gerät | Aluminiumlegierung | Eine Gewichtsreduzierung kann einen größeren Querschnitt rechtfertigen | Steifigkeit, Ermüdung, Bohrungs- und Nabenauslegung |
| Dekorative Beschläge in großen Stückzahlen | Zinklegierung | Flexibilität bei der Definition der Endform und der Oberflächenbeschaffenheit | Zugelassene Muster für Aussehen und Korrosion |
| Anhaltend höhere Temperatur im Wohnraum | Aluminiumlegierung | Oftmals ein sicherer Ausgangspunkt für die Temperaturerhaltung | Legierungsspezifische Belastungs-Temperatur-Daten |
| Sehr kleine Gewindebuchsen und kompakte Einstellvorrichtungen | Zinklegierung | Ein detailliertes Verständnis des Guss- und Gewindeverhaltens kann von Vorteil sein | Anzugsmoment und Betriebszyklen |
| Montage im Außenbereich unter Nässe mit Befestigungselementen aus Edelstahl | Projektspezifisch | Oberflächenbeschaffenheit und galvanische Schnittstellen könnten eine entscheidende Rolle spielen | Entwässerung, Isolierung, Korrosionstest unter realen Geometriebedingungen |
| Waschbare, küstennahe, chemikalienbeständige oder hygienische Anwendungen | Beides noch einmal überdenken | Edelstahl oder eine andere Konstruktion könnte das Risiko verringern | Umwelt- und Reinigungsspezifikation |
| Schwere, langlebige Tür mit begrenzter Profiltiefe | Technische Prüfung erforderlich | Kriechen, Belastungsspitzen und Steifigkeit der Arme spielen eine entscheidende Rolle | Berechnung des Lastpfads und repräsentative Stichprobenprüfung |
Diese Matrix enthält eine vorläufige Empfehlung, keine allgemeingültige Regel. Der Zusammenhang zwischen Türgewicht, Öffnungswinkel, Dichtung, Einbauraum und Scharniertyp wird im Auswahlhilfe für Industriegehäuse-Scharniere.
Anwendungsbeispiel aus dem Bereich Verbundwerkstofftechnik: Neugestaltung eines Zinkscharniers für ein mobiles Display
Hierbei handelt es sich um ein fiktives technisches Szenario, das zur Veranschaulichung der Auswahllogik erstellt wurde. Es handelt sich weder um eine Kundenprojektdokumentation noch um einen Produkttestbericht.
Ein OEM verfügt über ein bewährtes Scharnier aus Zinkdruckguss, das in einem stationären Bedienfeld zum Einsatz kommt. Da für eine neue mobile Version des Produkts strenge Gewichtsvorgaben gelten, bittet das Projektteam den Lieferanten, ein Angebot für die gleiche Konstruktion aus Aluminium zu unterbreiten.
Die erste Überprüfung zeigt, dass das Aluminiumgehäuse die Masse erheblich reduzieren würde, doch der ursprüngliche Entwurf sieht kompakte Gewindeansätze, eine dünne Laufhalterung und einen kleinen Öffnungsanschlag vor. Die Beibehaltung derselben Geometrie würde zwar den Einbauraum bewahren, jedoch keine gleichwertige Steifigkeit, Gewindeausreißfestigkeit, Haltbarkeit des Anschlags oder Laufausrichtung gewährleisten.
- Massenmodell: Berechnen Sie die erwartete Baugruppenmasse anhand der legierungsspezifischen Dichte und des tatsächlichen Gussvolumens.
- Wiederholung der Geometrie: die Rippentiefe und die lokale Verstärkung erhöhen und dabei den äußeren Einbauraum beibehalten.
- Thread-Strategie: Vergleichen Sie reine Aluminiumgewinde mit einem Stahleinsatz für den wiederholten Einsatz.
- Abschlussbewertung: die für die Produktion vorgesehene Aluminiumlegierung und Oberflächenbeschaffenheit anhand eines echten Musters zu genehmigen, nicht anhand eines generischen eloxierten Prüfstücks.
- Verifizierung: Prüfung der Steifigkeit, des Ausreißverhaltens von Befestigungselementen, der Öffnungsanschlagskraft, der Zyklenfestigkeit und der Formbeständigkeit bei der Projekttemperatur.
Das Projekt könnte sich zwar weiterhin für Aluminium entscheiden, doch die genehmigte Lösung ist ein neu konstruiertes Aluminiumscharnier – und kein Materialwechsel bei der Zinkkonstruktion. Diese Unterscheidung ist die zentrale technische Erkenntnis aus diesem Vergleich.
Checkliste für materialspezifische Zeichnungen und Muster
Verwenden Sie diese Checkliste, bevor Sie Werkzeuge freigeben oder zwei Gusswerkstoffe als gleichwertig einstufen.
| Überprüfen | Was aus dem Zeichnungs- oder Musterdatensatz hervorgehen muss | Status bei Vermisstenfall |
|---|---|---|
| Genaue Legierungsbezeichnung | Zink- oder Aluminiumlegierungssorte, nicht nur „ZDC“ oder „ADC“ | Bestätigung durch den Lieferanten erforderlich |
| Materialspezifische Geometrie | Wände, Rippen, Vorsprünge, Verrundungen, Anschläge und Bearbeitungszugabe | Technische Überprüfung erforderlich |
| Massenziel | Gussgewicht und Gesamtgewicht der Scharnierbaugruppe | Projektspezifisch |
| Kritischer Lastpfad | Drehpunktlager, Armteil, Befestigungsansatz, Anschlagkontakt | Technische Überprüfung erforderlich |
| Gewinde- und Einsatzausführung | Eingriff, Einbauart, Anzugsmoment, Wartungsintervall | Wird noch bekannt gegeben |
| Temperaturprofil | Dauer, Spitzenwert, Dauer und Belastung während der Exposition | Projektspezifisch |
| Endbearbeitungssystem | Vorbehandlung, Beschichtung oder Galvanisierung, Farbe, Dicke (sofern relevant) | Bestätigung durch den Lieferanten erforderlich |
| Grenzflächen zwischen unterschiedlichen Metallen | Befestigungsmaterial, Isolierungsverfahren, Entwässerung und Abdichtung | Projektspezifisch |
| Kritische Dimensionen | Bohrung, Achsposition, Befestigungsbezugspunkt, Maße von Vorsprung und Anschlag | Prüfbericht erforderlich |
| Mechanische Überprüfung | Durchbiegung, Ausreißkraft, Bruchlast, Zyklus- oder Dauerfestigkeitsprüfung je nach Bedarf | Projektspezifisch |
| Anzeichen von Korrosion | Tatsächliche Scharniergeometrie, Produktionslegierung, Oberflächenbeschaffenheit, Laufzeit, Abnahmekriterien | Wird noch bekannt gegeben |
| Genehmigte Musteridentität | Probennummer, Legierungscharge, Oberflächenbehandlungscharge, Zeichnungsrevision, Prüfprotokoll | Produktionsgenehmigung erforderlich |
Eine vorläufige Materialempfehlung schränkt die Auswahlmöglichkeiten ein. Die technische Prüfung bestätigt die vorgeschlagene Geometrie und die Schnittstellen. Die Musterfreigabe gilt nur für die geprüfte Konfiguration. Für die Serienfreigabe muss der Lieferant die freigegebene Legierung, das Verfahren, die Oberflächenbeschaffenheit und die Prüfergebnisse reproduzieren.
Regel für die endgültige Auswahl
Entscheiden Sie sich für eine Zinklegierung, wenn kompakte Gussdetails, kleine mechanische Merkmale, Flexibilität bei der Oberflächenbearbeitung und die Fertigung von Großserien in Endform wichtiger sind als ein möglichst geringes Gewicht oder die Eignung für den Einsatz bei erhöhten Temperaturen. Entscheiden Sie sich für eine Aluminiumlegierung, wenn Gewichtsreduzierung und Temperaturbeständigkeit eine materialspezifische Neukonstruktion mit größeren Querschnitten, überarbeiteten Vorsprüngen und validierter Oberflächenbearbeitung rechtfertigen.
Geben Sie nicht dieselbe Zeichnung für ein Druckgussscharnier in beiden Werkstoffen frei, es sei denn, die Zeichnung, die Berechnungen und die Musterbelege belegen, dass durch den Austausch der erforderliche Lastpfad, die Befestigungsintegrität, die Maßhaltigkeit und das Betriebsverhalten gewahrt bleiben. Für eine projektspezifische Prüfung, Bitte senden Sie uns die Zeichnung des Scharniers, die Türbelastung, den Temperaturbereich, die Anforderungen an die Oberflächenbeschaffenheit sowie das jährliche Volumen..
FAQs
Ist eine Zinklegierung für Druckgussscharniere fester als eine Aluminiumlegierung?
Es gibt keine allgemeingültige Antwort. Die Festigkeit hängt von der jeweiligen Legierung, der Gussqualität, dem Wandquerschnitt, den Versteifungsrippen, den Vorsprüngen, der Drehpunktlagerung und der Belastungsrichtung ab. Zink kann bei kompakter mechanischer Geometrie gute Leistungen erbringen, während Aluminium dieselbe Anforderung durch einen größeren, aber leichteren Querschnitt erfüllen kann. Vergleichen Sie daher lieber die gesamte Scharnierkonstruktion als nur einen einzelnen Wert für die Zugfestigkeit.
Um wie viel leichter ist ein Scharnier aus Aluminiumdruckguss als ein Scharnier aus Zink?
Bei gleichem Gussvolumen ist die Masse proportional zur Dichte. Die übliche Nenndichte beträgt etwa 6,6 g/cm³ für ZAMAK-Zinklegierungen und etwa 2,7 g/cm³ für Aluminium-Druckgusslegierungen, sodass der Zinkkörper etwa das 2,4-Fache der Masse des Aluminiumkörpers haben kann. Der Gesamtunterschied bei den Scharnieren ist geringer, wenn Stahlstifte, Befestigungselemente oder Reibungsteile einbezogen werden.
Kann dieselbe Scharnierform sowohl für Zink als auch für Aluminium verwendet werden?
Normalerweise sollte nicht von einem direkten Materialwechsel ausgegangen werden. Bei Zink und Aluminium gelten unterschiedliche Gussbedingungen, Schrumpfzugaben, thermische Belastungen, Angussstrategien, Wandstärkenvorschriften und Anforderungen an das Werkzeug. Selbst wenn die äußere Formgebung gleich bleibt, müssen die Form und die lokale Geometrie möglicherweise angepasst werden.
Welches Material eignet sich besser für Gewinde-Befestigungsnaben?
Zink eignet sich oft gut für feine Gussdetails und bietet den Vorteil eines direkten Gewindes. Auch Aluminium kann zuverlässige Gewinde bieten, allerdings erfordert die Konstruktion unter Umständen einen längeren Gewindeeingriff, einen größeren Stützansatz, ein geringeres Anzugsdrehmoment oder einen Einsatz aus Stahl oder Messing. Die richtige Wahl hängt von der Größe des Befestigungselements, der Klemmkraft, der Betriebstemperatur, der Wandstärke und der Häufigkeit ab, mit der die Schraube entfernt wird.
Welches Material für Druckgussscharniere eignet sich besser für den Außenbereich?
Keine der beiden Bezeichnungen für unedle Metalle reicht aus, um eine Entscheidung zu treffen. Das Verhalten im Außenbereich hängt von der Legierung, der Vorbehandlung, der Beschichtung oder Galvanisierung, den bearbeiteten Oberflächen, den Befestigungselementen, der Entwässerung, Spalten und galvanischen Schnittstellen ab. Bei aggressiven Reinigungsvorgängen, im Einsatz mit Chlorid, in maritimer Umgebung, bei chemischen Anwendungen oder in hygienischen Bereichen kann Edelstahl oder eine andere Konstruktion sicherer sein als Zink oder Aluminium.