Aleación de zinc frente a aleación de aluminio para bisagras de fundición a presión
La elección entre una aleación de zinc y una aleación de aluminio para una bisagra de fundición a presión no es una simple sustitución estética del material. Esta elección influye en la masa de la pieza, la estrategia de sección de las paredes, el comportamiento de los salientes roscados, la respuesta térmica, el acabado superficial, la rentabilidad del utillaje y la forma en que las cargas se transmiten desde la puerta al marco. Un plano que funciona con zinc puede necesitar secciones más gruesas, radios mayores, salientes diferentes o un patrón de montaje revisado antes de que se apruebe su fabricación en aluminio.
Esta guía ayuda a los ingenieros y a los compradores de fabricantes de equipos originales (OEM) a tomar esa decisión antes de dar el visto bueno al utillaje. Se centra en el cuerpo o la carcasa de la bisagra —no en el pasador, el conjunto de fricción, el rodamiento ni los elementos de fijación— y muestra qué hay que recalcular, rediseñar y verificar al comparar bisagras de aleación de zinc con las de aleación de aluminio.
Límite de decisión: cuándo es mejor partir del zinc o del aluminio
Empieza con una aleación de zinc cuando la bisagra requiere una geometría compacta, elementos de fundición finos o muy detallados, una definición estética nítida, salientes pequeños pero resistentes, un recubrimiento fiable y una producción a gran escala dentro de un rango de temperatura controlado. Empieza con una aleación de aluminio cuando la reducción de la masa es un requisito de diseño fundamental, la bisagra funciona a una temperatura sostenida más elevada, o bien el producto admite perfiles de mayor sección y un sistema de acabado desarrollado específicamente para la aleación de aluminio fundido seleccionada.
Ninguno de los dos materiales destaca automáticamente por su capacidad de carga o su resistencia a la corrosión. La elección correcta depende de la aleación concreta, la geometría, el acabado, la interfaz de fijación, la temperatura, la duración de la carga, el objetivo del ciclo y el método de aceptación. Los lavados intensivos, la exposición al cloruro, los requisitos de higiene o las cargas elevadas y prolongadas pueden hacer que el proyecto descarte ambas aleaciones fundidas y se decante por el acero inoxidable o por un diseño con materiales mixtos.

Primera comprobación: ¿Estás comparando el mismo sobre o el mismo rendimiento?
Las comparaciones entre materiales resultan engañosas cuando la pregunta se limita a: «¿Qué metal es más resistente?». Un diseñador de bisagras suele enfrentarse a una de estas dos limitaciones:
- Sobre fijo: La bisagra debe adaptarse a la puerta, al marco, a la disposición de los orificios y al espacio libre existentes.
- Rendimiento corregido: La bisagra debe cumplir unos requisitos de carga, rigidez, vida útil y temperatura, pero la geometría de la pieza fundida puede variar.
Dentro de unos límites de peso fijos, el aluminio permite una reducción significativa de la masa, pero su menor módulo de elasticidad y su diferente comportamiento en la fundición pueden requerir un análisis minucioso de la rigidez de las nervaduras, el soporte de los salientes, las transiciones de las paredes y la geometría de los topes. Con un objetivo de rendimiento fijo, el aluminio suele permitir utilizar un mayor volumen de sección sin dejar de ser más ligero que el zinc. Esa libertad de diseño puede dar lugar a una bisagra más grande pero de menor masa.
Por lo tanto, un proveedor no debería presentar un presupuesto indicando «el mismo plano, pero con aluminio en lugar de zinc» sin haber realizado previamente una revisión del diseño. La comparación correcta es, o bien la misma geometría con cambios de rendimiento claramente especificados, o bien dos diseños específicos para cada material destinados a cumplir el mismo requisito.
Cómo influye la densidad en la masa de las bisagras y en el sistema de la puerta
La densidad nominal típica es de aproximadamente 6,6 g/cm³ para las aleaciones comunes de zinc ZAMAK para fundición a presión y de aproximadamente 2,7 g/cm³ para las aleaciones comunes de aluminio para fundición a presión. Se trata de valores de referencia generales de ingeniería, que no sustituyen a la ficha técnica de la aleación seleccionada.
Cálculo general: Para un mismo volumen de fundición, la masa es proporcional a la densidad: m = ρV. Según los valores nominales anteriores, el cuerpo de una bisagra de zinc de igual volumen tiene aproximadamente 2,4 veces la masa de uno de aluminio. La diferencia real en el conjunto es menor cuando los pasadores, los elementos de fijación, las piezas de fricción y los insertos siguen siendo de acero.
El cuerpo de la bisagra suele ser solo una parte del peso total de la puerta, pero esta diferencia es importante en equipos ligeros, sistemas portátiles, interiores de vehículos, pantallas de control, dispositivos de diagnóstico y productos con varias bisagras. También influye en el peso de envío y en el momento que se genera cuando la propia bisagra se encuentra alejada de la estructura de soporte.
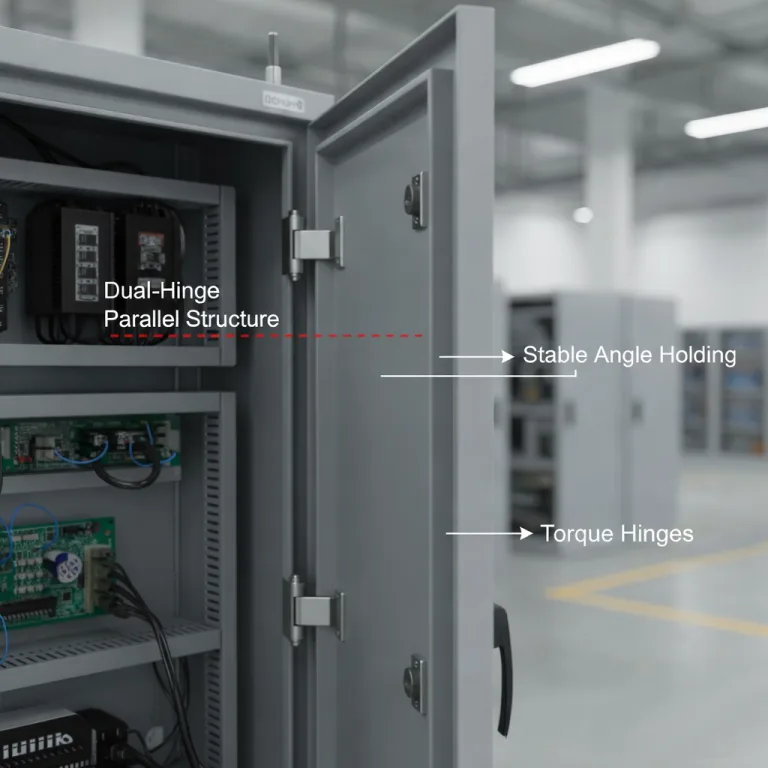
En el caso de un armario industrial fijo, la reducción de peso puede tener poca importancia en comparación con la geometría compacta y el coste de fabricación. En el caso de un producto móvil o que se transporta a mano, esa misma diferencia puede justificar un rediseño en aluminio, incluso cuando los costes de utillaje y mecanizado sean más elevados.
Detalles de la fundición, secciones de pared y estrategia de utillaje
El zinc se suele procesar mediante fundición a presión en cámara caliente, mientras que el aluminio se suele procesar mediante fundición a presión en cámara fría. La menor temperatura de fundición del zinc y su alta fluidez permiten obtener detalles finos, secciones delgadas, salientes pequeños y una definición nítida de la forma final. El aluminio se funde a una temperatura más elevada y plantea exigencias térmicas diferentes para el molde, el sistema de entrada de material y el ciclo.
En cuanto al diseño de las bisagras, la diferencia práctica radica en los detalles relacionados con el pivote y el sistema de fijación:
| Característica de Hinge | Punto de partida de la aleación de zinc | Punto de partida: aleación de aluminio | Lo que hay que confirmar |
|---|---|---|---|
| Pared cosmética delgada | A menudo resulta ideal para los detalles finos y las formas compactas | Quizá sea necesario incluir una sección más conservadora. | Capacidad de fundición del proveedor y trayectoria de llenado local |
| Pequeña protuberancia de montaje | Permite obtener detalles compactos y una buena formación del hilo | Puede que se necesite más material de relleno o un inserto | Diámetro del vástago, longitud de acoplamiento, ensayo de extracción |
| Nervadura de soporte del pivote | Una costilla compacta podría ser una opción viable | Se puede ampliar con una penalización de masa mínima | Rigidez, fatiga, concentración local de tensiones |
| Tope mecánico | La geometría detallada de los topes resulta práctica, pero hay que comprobar la deformación por fluencia y el impacto. | Quizá sea conveniente una superficie de contacto mayor | Carga de parada, velocidad de impacto, deformación permanente |
| Orificio mecanizado | Buen potencial dimensional; el margen de mecanizado sigue siendo importante | A menudo se mecaniza cuando la alineación o el ajuste de los rodamientos es fundamental | Exposición de la porosidad, posición del orificio, acabado superficial |
| Superficie decorativa | Ideal para numerosos acabados de galvanizado | El acabado final depende en gran medida de la aleación y del aspecto deseado. | Muestra de acabado aprobada en la aleación de producción |
La relación completa entre la fundición, el mecanizado, el montaje y la calibración se explica en Cómo se fabrican las bisagras de torsión. En lo que respecta a la presente decisión, lo fundamental es que un cambio sustancial puede requerir un diseño de troquel diferente, y no solo una especificación de material distinta.
La capacidad de carga depende de la trayectoria de la carga, no de un único valor de resistencia
El cuerpo de una bisagra fabricado mediante fundición a presión suele soportar varias cargas locales a la vez: presión de apoyo alrededor del pivote, flexión a lo largo de los brazos o los soportes del cilindro, carga de sujeción de los elementos de fijación, esfuerzo de arranque en los salientes de montaje y tensión de contacto en cualquier tope de apertura. Estas cargas no responden de la misma manera a la sustitución del material.
Las aleaciones de zinc fundido a presión pueden aportar una resistencia, rigidez, ductilidad, comportamiento de los cojinetes y rendimiento de las roscas adecuados en piezas mecánicas compactas. Las aleaciones de aluminio fundido a presión tienen una densidad mucho menor y pueden ofrecer un gran rendimiento cuando la sección se diseña teniendo en cuenta la aleación. El error de ingeniería consiste en comparar la resistencia a la tracción que figura en el catálogo y dar por sentado que toda la bisagra se comporta de forma directamente proporcional a ese valor.
Comprueba estos puntos de tensión específicos de las bisagras
- Orificio del pivote: presión local sobre el cojinete, ovalización del agujero y espesor de pared restante tras el mecanizado.
- Transición del barril a la hoja: flexión y fatiga en la sección más estrecha o en un radio cerrado.
- Punto de fijación: desprendimiento de los elementos de fijación, fisuración de los salientes y relajación de la tensión de las abrazaderas.
- Parada inicial: un impacto concentrado o una carga de contacto prolongada.
- Brazo del lado de la puerta: una deformación que altere el espacio entre la puerta y el marco, la compresión de la junta o la alineación del pestillo.
La elección definitiva del material debe basarse en un cálculo a nivel de sección, en una revisión mediante el método de elementos finitos cuando esté justificado y en ensayos de muestras con la separación real entre bisagras y el momento de la puerta. Una recomendación preliminar basada en la familia de materiales no equivale a la aprobación de la muestra.
La temperatura y la carga prolongada pueden revertir la elección inicial
La resistencia a temperatura ambiente no es suficiente cuando una bisagra soporta la carga de una puerta de forma continua. Las aleaciones estándar de zinc fundido a presión pueden volverse cada vez más sensibles a la fluencia y a la relajación de tensiones a medida que aumentan la temperatura y la tensión sostenida. Esto es importante en los brazos sometidos a carga, los salientes, los topes y cualquier elemento que mantenga la alineación mediante sujeción o flexión continuas.
Las aleaciones de aluminio fundido a presión suelen ser la mejor opción inicial cuando la carcasa debe mantener su función mecánica a una temperatura de servicio sostenida más elevada. Eso no significa que todas las bisagras de aluminio sean aptas para el calor. Aún así, es necesario evaluar el tipo de aleación, la calidad de la fundición, el estado de templado (cuando proceda), el sistema de fijación, el lubricante, el material de los insertos y la dilatación térmica del conjunto circundante.
| Pregunta sobre la temperatura | Por qué influye en la elección del material | Pruebas necesarias |
|---|---|---|
| Temperatura máxima continua de la carcasa | Controla la resistencia a largo plazo y el riesgo de fluencia | Perfil de temperatura específico del proyecto |
| Temperatura máxima y duración | Un pico breve no es lo mismo que una exposición continua | Requisito de tiempo-temperatura |
| Carga aplicada durante el calentamiento | La fluencia depende tanto de la tensión como de la temperatura | Momento de la puerta y precarga de los elementos de fijación |
| Ciclado térmico | Cambios en las tolerancias de ajuste, las holguras y la tensión del recubrimiento | Rango de ciclos y condiciones de permanencia |
| Fuente de calor adyacente | La temperatura en el interior de la vivienda puede superar la temperatura ambiente | Temperatura de la bisagra medida o calculada mediante modelo |
Límite de ingeniería: No se debe publicar una «temperatura máxima» universal para las bisagras de zinc o aluminio. El límite depende de la aleación específica, la geometría, el estado de tensión, el acabado, el mecanismo interno, el lubricante y los criterios de aceptación.
La resistencia a la corrosión es un sistema que combina el material y el acabado
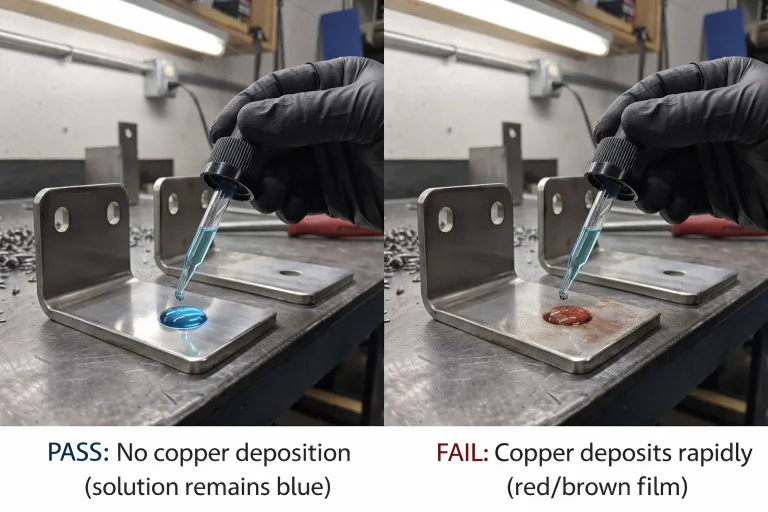
Tanto el zinc como el aluminio forman óxidos, pero ninguno de ellos debe seleccionarse basándose únicamente en el nombre del metal base. Una bisagra incluye orificios mecanizados, bordes afilados, alojamientos empotrados para fijaciones, superficies de contacto e interfaces entre metales diferentes. El acabado seleccionado debe proteger las partes de la bisagra que están realmente expuestas a la humedad, la condensación, los líquidos de limpieza o la sal.
Consideraciones sobre el acabado de las aleaciones de zinc
Las piezas de fundición a presión de zinc son compatibles con numerosos sistemas decorativos y protectores, entre los que se incluyen el galvanizado, los tratamientos de conversión, la pintura y el recubrimiento en polvo. La adherencia del acabado y el comportamiento frente a la corrosión dependen de la pureza de la aleación, la preparación de la superficie, los restos de agente desmoldeante, la porosidad, el estado de los bordes y el control del proceso. Una muestra con aspecto galvanizado no garantiza por sí sola una protección a largo plazo en las zonas mecanizadas o con rebajes.
Consideraciones sobre el acabado de las aleaciones de aluminio
Las piezas de aluminio fundido a presión pueden someterse a recubrimientos de conversión, pintura, recubrimiento en polvo o procesos de anodizado específicos para cada aleación. Las aleaciones de fundición con alto contenido en silicio pueden comportarse de forma diferente al aluminio forjado, por lo que un acabado especificado únicamente como «aluminio anodizado» resulta incompleto. El proveedor debe confirmar la aleación de fundición, el pretratamiento, la norma de aspecto, el espesor del recubrimiento cuando sea pertinente y si las superficies mecanizadas se acaban antes o después del mecanizado.
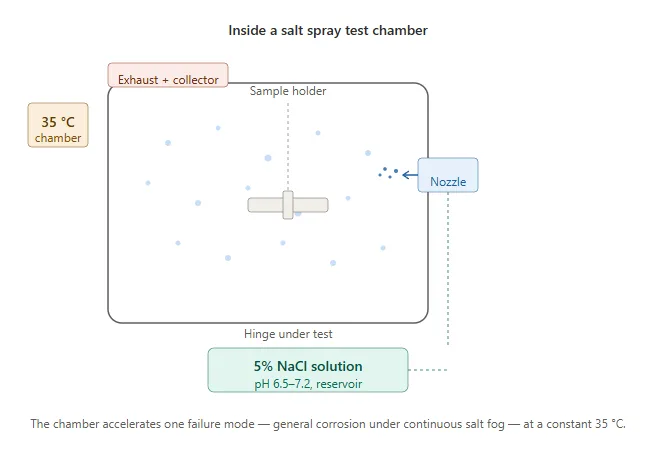
La norma ASTM B117 define el equipo, el procedimiento y las condiciones que se utilizan para crear un entorno de niebla salina. No define el tiempo de exposición correcto, la probeta de ensayo, el límite de aceptación de la corrosión ni si una bisagra es adecuada para la aplicación real. Dichos requisitos deben ser establecidos por el responsable del proyecto y confirmados en función de la aleación, el acabado y la geometría de la bisagra concretos.

La calidad de la preparación se aborda por separado en Calidad de las bisagras antes del tratamiento superficial. Si el proyecto implica un entorno altamente corrosivo, con requisitos de higiene, con alta concentración de cloruro o que requiera lavados repetidos, compara ambos materiales de fundición con los de la sección separada Guía de bisagra empotrada de zinc fundido a presión frente a acero inoxidable en lugar de obligar a elegir entre el zinc y el aluminio.
Los elementos de fijación, las roscas y los insertos requieren un diseño específico para cada material
Muchas bisagras de fundición a presión utilizan orificios roscados, salientes de fundición, asientos de montaje avellanados o tornillos de ajuste retenidos. Estas características pueden ser más sensibles a la elección del material que el brazo visible de la bisagra.
El zinc permite obtener salientes detallados y un acoplamiento roscado eficaz en piezas compactas, pero el diseño debe tener en cuenta la carga de sujeción sostenida, el uso repetido, las temperaturas elevadas y el espesor local de la pared. El aluminio también puede proporcionar roscas fiables, pero una sustitución directa del material podría requerir una mayor longitud de acoplamiento, un saliente más grande, un inserto de acero o una especificación de apriete revisada.
| Condiciones de fijación | Respuesta de diseño preferida | Verificación |
|---|---|---|
| Montaje único en fábrica | La fundición con toma directa podría ser aceptable | Par de montaje y ensayo de extracción |
| Eliminación repetida de campos | Plantéate utilizar un inserto de acero o latón | Prueba de montaje repetida |
| Alta carga de sujeción sostenida | Aumentar la superficie de apoyo y revisar la relajación | Retención de la abrazadera tras la exposición a la temperatura |
| Pared periférica delgada | Aumentar el apoyo de los jefes o trasladar el hilo | Revisión de la sección y ensayo destructivo de arranque |
| Interfaz húmeda entre el acero inoxidable y el elemento de fijación | Revisar el aislamiento galvánico y el drenaje | Ensayo de corrosión específico para un proyecto |
| Tornillo de ajuste que soporta la carga de la bisagra | Utiliza un inserto definido o un elemento de contacto endurecido cuando sea necesario | Prueba de vida útil del ajuste y de desgaste de la rosca |
El plano debe indicar el tipo de rosca, el acoplamiento mínimo, las especificaciones del inserto cuando se utilice, el par de apriete, el lubricante o fijador de roscas permitido, y si el elemento de fijación se instala una sola vez o se somete a mantenimiento de forma repetida. La simple indicación de «orificio roscado M5» no define por sí sola una unión fiable.
El coste de la pieza no es lo mismo que el precio del material
El zinc es más denso, por lo que una pieza fundida de igual volumen contiene más metal. El aluminio puede requerir una temperatura de procesamiento más elevada, presentar requisitos de mecanizado distintos y ofrecer una vida útil de los moldes y unos tiempos de ciclo con un perfil económico diferente. Por lo tanto, el precio más bajo de la materia prima por kilogramo no implica necesariamente el menor coste final de la bisagra.
| Costes | Por qué el zinc puede ser beneficioso | Por qué el aluminio puede ser beneficioso |
|---|---|---|
| Detalle de la forma final | Puede reducir el mecanizado y el montaje secundario | La geometría puede simplificarse para lograr un diseño ligero |
| Masa de la carga | Las secciones compactas pueden limitar el volumen de material | Una menor densidad reduce la masa de la pieza |
| Vida útil del ciclo y del troquel | Una temperatura de fundición más baja suele favorecer la rentabilidad de la producción | Depende de la máquina, la aleación, el tamaño y la capacidad del proveedor |
| Mecanizado secundario | Los detalles finos de la fundición pueden eliminar algunas operaciones | Puede ser necesario realizar un mecanizado en los orificios, las caras y los insertos |
| Acabado superficial | Numerosos procesos consolidados de galvanoplastia y recubrimiento | La ruta de conversión y recubrimiento permite adaptarse a carcasas de equipos de mayor tamaño |
| Carga y masa del producto | Normalmente es menos importante en el caso de los equipos fijos | Puede ser importante para productos móviles y grandes volúmenes |
| Cambios en el diseño | El uso de herramientas de zinc ya probadas puede reducir el riesgo del proyecto | Un nuevo diseño de aluminio podría reducir el peso del sistema lo suficiente como para justificar la inversión en utillaje |
Una cotización útil debe incluir los costes de utillaje, fundición, recorte, mecanizado, insertos, acabado, inspección, embalaje y el volumen anual previsto. La decisión comercial debe basarse en la comparación de piezas acabadas y homologadas, y no únicamente en el precio de la aleación.
Matriz de selección basada en las solicitudes
| Condiciones de aplicación | Punto de partida preliminar | Razón | Confirmación obligatoria |
|---|---|---|---|
| Bisagra compacta para armarios de interior con geometría detallada | Aleación de zinc | Detalles de fundición de alta precisión y salientes compactos | Carga de la puerta, acabado, temperatura, desprendimiento de la rosca |
| Dispositivo portátil, monitor o equipo móvil | Aleación de aluminio | La reducción de masa puede justificar una sección más ancha | Rigidez, fatiga, diseño de los casquillos y salientes |
| Herrajes decorativos de gran volumen | Aleación de zinc | Flexibilidad en la definición de la forma final y el acabado | Muestra homologada de aspecto y corrosión |
| Temperatura más alta y constante en la vivienda | Aleación de aluminio | A menudo, es un punto de partida más seguro para mantener la temperatura | Datos de carga y temperatura específicos para cada aleación |
| Salientes roscados muy pequeños y sistemas de ajuste compactos | Aleación de zinc | Conocer en detalle el comportamiento del fundido y de la rosca puede resultar ventajoso | Par de apriete y ciclos de servicio |
| Montaje en exteriores en condiciones de humedad con elementos de fijación de acero inoxidable | Específico del proyecto | Las interfaces de acabado y galvánicas podrían ser predominantes | Drenaje, aislamiento, ensayo de corrosión con geometría real |
| Aplicaciones de lavado a presión, costeras, químicas o higiénicas | Reconsidera ambas opciones | El acero inoxidable u otro material podría reducir el riesgo | Especificaciones medioambientales y de limpieza |
| Puerta resistente y duradera con una profundidad de sección limitada | Se requiere una revisión técnica | El deslizamiento, la carga de la varilla y la rigidez del brazo son los factores predominantes | Cálculo de la trayectoria de carga y ensayo con muestra representativa |
Esta tabla ofrece una recomendación preliminar, no una regla universal. La relación general entre el peso de la puerta, el ángulo de apertura, el sellado, el espacio de instalación y el tipo de bisagra se trata en el guía de selección de bisagras para armarios industriales.
Caso práctico de ingeniería de materiales compuestos: rediseño de una bisagra de zinc para una pantalla de móvil
Se trata de un caso hipotético de ingeniería creado para explicar la lógica de selección. No es un expediente de proyecto de un cliente ni un informe de pruebas de un producto.
Un fabricante de equipos originales (OEM) cuenta con una bisagra de zinc fundido a presión de probada eficacia que se utiliza en un panel de control fijo. Una nueva versión portátil del producto tiene un objetivo de peso muy estricto, por lo que el equipo del proyecto solicita al proveedor que presente un presupuesto para fabricar la misma pieza, según el mismo plano, en aluminio.
El primer análisis muestra que el cuerpo de aluminio reduciría considerablemente la masa, pero el diseño original utiliza salientes roscados compactos, un soporte del cañón delgado y un tope de apertura pequeño. Mantener la misma geometría preservaría el espacio de montaje, pero no garantizaría una rigidez equivalente, la resistencia al desprendimiento de la rosca, la durabilidad del tope ni la alineación del ánima.
- Modelo de masa: Calcular la masa prevista del conjunto utilizando la densidad específica de la aleación y el volumen real de la pieza fundida.
- Repaso de geometría: aumentar la profundidad de las nervaduras y el soporte local de los salientes, manteniendo al mismo tiempo el espacio de instalación exterior.
- Estrategia de subprocesos: Compara las roscas directas de aluminio con un inserto de acero para un uso repetido.
- Reseña de «Finish»: Aprobar la aleación de aluminio y el acabado de la pieza de producción a partir de una muestra real, y no de una muestra genérica anodizada.
- Verificación: rigidez, resistencia al desprendimiento de los elementos de fijación, carga de retención de apertura, ciclos de carga y estabilidad dimensional a la temperatura del proyecto.
Es posible que el proyecto siga optando por el aluminio, pero la solución aprobada es una bisagra de aluminio rediseñada, no una sustitución del material en el plano de zinc. Esa distinción es la principal lección de ingeniería que se desprende de la comparación.
Lista de comprobación de planos y muestras específicos para cada material
Utiliza esta lista de comprobación antes de aprobar el utillaje o de considerar equivalentes dos materiales de fundición.
| Verificar | Qué debe indicar el plano o el registro de muestra | Situación en caso de desaparición |
|---|---|---|
| Denominación exacta de la aleación | Calidad de aleación de zinc o aluminio, no solo «ZDC» o «ADC» | Se requiere la confirmación del proveedor |
| Geometría específica del material | Paredes, nervaduras, salientes, redondeos, topes y margen de mecanizado | Se requiere una revisión técnica |
| Objetivo de masa | Masa de la pieza fundida y masa total del conjunto de bisagras | Específico del proyecto |
| Ruta de carga crítica | Soporte de pivote, sección del brazo, saliente de montaje, contacto de tope | Se requiere una revisión técnica |
| Diseño de roscas e insertos | Acoplamiento, tipo de inserción, par de montaje, frecuencia de mantenimiento | Por confirmar |
| Perfil de temperatura | Valores continuos, máximos, de duración y de carga durante la exposición | Específico del proyecto |
| Sistema de acabado | Pretratamiento, recubrimiento o galvanizado, color y espesor, cuando proceda | Se requiere la confirmación del proveedor |
| Interfaces entre metales diferentes | Material de fijación, método de aislamiento, drenaje y sellado | Específico del proyecto |
| Dimensiones críticas | Diámetro interior, posición del eje, punto de referencia de montaje, dimensiones del saliente y del tope | Se requiere un informe de inspección |
| Verificación mecánica | Ensayo de deflexión, de arranque, de carga de parada, de ciclos o de fatiga, según sea necesario | Específico del proyecto |
| Indicios de corrosión | Geometría real de la bisagra, aleación de fabricación, acabado, duración, criterios de aceptación | Por confirmar |
| Identidad de la muestra aprobada | Número de muestra, lote de aleación, lote de acabado, revisión del plano, informe de ensayo | Se requiere autorización de producción |
Una recomendación preliminar sobre los materiales reduce las opciones. La revisión técnica confirma la geometría y las interfaces propuestas. La aprobación de la muestra solo se aplica a la configuración sometida a ensayo. La aprobación para la producción exige que el proveedor reproduzca la aleación, el proceso, el acabado y los resultados de inspección aprobados.
Norma de selección definitiva
Opte por la aleación de zinc cuando los detalles de fundición compacta, las características mecánicas de pequeño tamaño, la flexibilidad en el acabado y la producción en forma neta de gran volumen sean más importantes que la masa mínima o la resistencia a altas temperaturas. Opte por la aleación de aluminio cuando la reducción de peso y el comportamiento térmico justifiquen un rediseño específico del material con secciones más grandes, salientes revisados y un acabado validado.
No se debe publicar el mismo plano de una bisagra de fundición a presión en ambos materiales, a menos que el plano, los cálculos y las muestras demuestren que la sustitución mantiene la trayectoria de carga requerida, la integridad del montaje, el control dimensional y el comportamiento en servicio. Para una revisión específica del proyecto, Envíe el plano de la bisagra, la carga de la puerta, el rango de temperatura, los requisitos de acabado y el volumen anual..
Preguntas frecuentes
¿Es la aleación de zinc más resistente que la aleación de aluminio para las bisagras de fundición a presión?
No hay una respuesta universal. La resistencia depende de la aleación concreta, la calidad de la fundición, la sección de la pared, las nervaduras, los salientes, el soporte del pivote y la dirección de la carga. El zinc puede ofrecer un buen rendimiento en geometrías mecánicas compactas, mientras que el aluminio puede cumplir el mismo requisito mediante una sección más grande pero más ligera. Es mejor comparar el diseño completo de la bisagra en lugar de basarse únicamente en un valor de resistencia a la tracción.
¿Cuánto más ligera es una bisagra de aluminio fundido a presión que una de zinc?
Para un mismo volumen de fundición, la masa es proporcional a la densidad. La densidad nominal habitual es de unos 6,6 g/cm³ para las aleaciones de zinc ZAMAK y de unos 2,7 g/cm³ para las aleaciones de aluminio para fundición a presión, por lo que el cuerpo de zinc puede tener, aproximadamente, 2,4 veces la masa del cuerpo de aluminio. La diferencia total en la bisagra es menor cuando se incluyen pasadores de acero, elementos de fijación o piezas de fricción.
¿Se puede utilizar el mismo troquel de bisagra tanto para el zinc como para el aluminio?
Normalmente, no se debe dar por sentado que el cambio de material sea directo. El zinc y el aluminio requieren condiciones de fundición, márgenes de contracción, cargas térmicas, estrategias de colada, normas sobre el espesor de las paredes y requisitos de utillaje diferentes. Incluso cuando la envolvente externa se mantiene igual, puede ser necesario modificar el molde y la geometría local.
¿Qué material es más adecuado para los salientes de montaje roscados?
El zinc suele permitir obtener detalles de fundición compactos y ofrece un rendimiento útil en cuanto a roscas directas. El aluminio también puede proporcionar roscas fiables, pero es posible que el diseño requiera un acoplamiento más largo, un saliente de apoyo mayor, un par de montaje más bajo o un inserto de acero o latón. La elección correcta depende del tamaño del elemento de fijación, la carga de sujeción, la temperatura de servicio, el espesor de la pared y la frecuencia con la que se retira el tornillo.
¿Qué material de bisagra de fundición a presión es mejor para uso en exteriores?
Ninguno de los dos nombres de los metales comunes basta para tomar una decisión. El rendimiento en exteriores depende de la aleación, el pretratamiento, el recubrimiento o el chapado, las superficies mecanizadas, los elementos de fijación, el drenaje, las grietas y las interfaces galvánicas. Para lavados agresivos, entornos con cloruro, marinos, químicos o higiénicos, el acero inoxidable u otro material pueden resultar más seguros que el zinc o el aluminio.