Cómo se fabrican las bisagras Torque: fundición a presión y montaje
Comprender cómo se fabrican las bisagras de par es esencial cuando un fabricante de equipo original (OEM) necesita algo más que una pieza que simplemente gire. Una bisagra de par debe generar una resistencia controlada, mantener un panel en el ángulo requerido, ofrecer un tacto uniforme de una unidad a otra y conservar un comportamiento adecuado tras movimientos repetidos. Estos resultados no se deben únicamente a la carcasa. Se deben a la interacción entre el cuerpo fundido o mecanizado, la geometría del eje, las superficies de fricción, la precarga del muelle o la arandela, la secuencia de montaje, las condiciones de lubricación y la calibración final.
Esta guía recorre toda la cadena de fabricación, desde la fundición a presión hasta el montaje de precisión y la verificación del par de apriete. Está dirigida a ingenieros, equipos de calidad y responsables de compras que necesitan determinar si un proveedor es capaz de reproducir el mismo comportamiento mecánico tanto en las muestras como en la producción, y no solo fabricar dos bisagras que parezcan iguales.
Respuesta rápida: ¿Cómo se fabrican las bisagras Torque?
Muchas bisagras de par compactas se fabrican mediante la fundición a presión de una carcasa de aleación de zinc o de aluminio, el recorte y mecanizado de sus interfaces críticas, la preparación del eje y de los componentes de fricción, el montaje de dichos componentes en un orden controlado, la aplicación de una precarga especificada, la fijación axial del conjunto y la medición del comportamiento de par resultante. Dependiendo del diseño, el sistema de fricción puede utilizar superficies de contacto metálicas o poliméricas, arandelas elásticas, discos de fricción, elementos envueltos u otras estructuras patentadas. El objetivo de la fabricación no es solo el ajuste dimensional, sino también que el par de arranque, el par de funcionamiento, la direccionalidad, la suavidad y el comportamiento de retención sean repetibles y se mantengan dentro de los límites de aceptación específicos del proyecto.
Por qué las bisagras de torsión requieren un proceso de fabricación diferente
Una bisagra convencional puede cumplir su función básica cuando dos hojas giran alrededor de un eje suficientemente alineado. Una bisagra de par tiene una función adicional: debe resistirse deliberadamente a ese giro. Por lo tanto, la carcasa y el eje pasan a formar parte de un sistema de control de la fricción, en lugar de ser únicamente una estructura de pivote.
Las pequeñas variaciones que pueden resultar tolerables en una bisagra de oscilación libre pueden hacerse evidentes en una bisagra de par. Un cambio en el diámetro del eje, el acabado de la superficie de fricción, el grosor de la arandela, la precarga del muelle, la cantidad de lubricante o la compresión del conjunto puede alterar la fuerza de accionamiento y el par de retención. El hecho de que las dimensiones externas sean las mismas no garantiza el mismo comportamiento mecánico.
| Variable de fabricación | Efecto de par-bisagra | Posible síntoma a nivel de usuario |
|---|---|---|
| Ajuste del casquillo o del eje de la carcasa | Modifica la alineación y el comportamiento de contacto | Atascamiento, ruido, rotación irregular |
| Estado de la superficie de fricción | Modifica el coeficiente de fricción y el comportamiento frente al desgaste | Variación del par, efecto «stick-slip» |
| Precarga del muelle o de la arandela | Modifica la fuerza normal en la pila de fricción | Demasiado flojo, demasiado rígido, sujeción irregular |
| Tipo o cantidad de lubricante | Modifica la sensación al correr y la respuesta a la temperatura | Arranque difícil, pérdida de par, contaminación |
| Compresión de ensamblaje | Cambios en la carga total del paquete de fricción | Variación entre unidades |
| Retención axial | Controla la posición de la pila durante el ciclo | Holgura axial, aflojamiento, desviación del par |
Esta sensibilidad en la fabricación es la razón por la que las bisagras de par se tratan de forma diferente a las bisagras de chapa en la planta de producción: la calidad depende principalmente de la precisión de las interfaces, la uniformidad de los componentes de fricción, el montaje y la calibración. También es la razón por la que las bisagras que deben funcionar como un conjunto suelen someterse a un proceso de selección como pares emparejados en lugar de elegirse al azar.
Arquitectura de fabricación: ¿qué se está fabricando realmente?
No existe una única estructura universal de bisagra de par. Antes de evaluar un proceso, el comprador debe comprender qué componentes del diseño propuesto generan par y cuáles solo aportan estructura o fijación.
| Componente | Función principal | Preocupación por la fabricación |
|---|---|---|
| Carcasa o cuerpo | Admite el mecanismo y la geometría de montaje | Porosidad, estabilidad dimensional, puntos de referencia de mecanizado |
| Eje o pivote | Transfiere el movimiento giratorio a través del mecanismo de fricción | Diámetro, rectitud, dureza, acabado superficial |
| Discos de fricción o elementos de contacto | Generar una resistencia rotacional controlada | Espesor, planitud, lote de material, estado de la superficie |
| Arandelas elásticas o elemento de precarga | Aplicar una fuerza normal a las interfaces de fricción | Coherencia entre carga y deflexión, orientación de la pila |
| Separador, manguito o casquillo | Controla la posición, la alineación y la superficie de desgaste | Longitud, concentricidad, compatibilidad de materiales |
| Retén, remache, tuerca o extremo conformado | Mantiene la compresión axial y evita la separación | Fuerza de retención, holgura axial, deformación permanente |
| Tornillo de ajuste, cuando se utiliza | Cambios en la precarga tras el montaje | Ajuste de la rosca, método de bloqueo, rango de ajuste útil |
Un proveedor debe ser capaz de identificar en el diseño la interfaz que genera el par. Afirmaciones como «fricción interna» no son suficientes para una revisión técnica. Lo que hay que preguntarse es qué superficies se desplazan unas contra otras, qué genera la fuerza de contacto y qué dimensiones determinan dicha fuerza.
Fase 1: Fundición a presión de la carcasa de la bisagra de par

La fundición a presión se utiliza habitualmente cuando una bisagra de par requiere un cuerpo compacto con elementos de montaje integrados, nervaduras, cavidades, salientes, topes o superficies estéticas. Las aleaciones de zinc suelen elegirse para piezas pequeñas con detalles y por su buena fundibilidad; las aleaciones de aluminio pueden utilizarse cuando se requiere una masa menor o una relación resistencia-peso diferente. La aleación concreta debe confirmarse a partir del plano o de las especificaciones del material facilitadas por el proveedor.
La aleación fundida se inyecta a presión en un molde de acero. El molde da forma al contorno exterior, las cavidades internas, los salientes y la geometría de montaje «casi definitiva». Tras la solidificación, los pasadores de expulsión liberan la pieza fundida. Se retiran los puntos de entrada, los canales de colada, el material sobrante y las rebabas antes de que la carcasa pase a las operaciones secundarias.
Lo que debe controlar el dado
- Flujo de materiales: La cavidad debe llenarse antes de que la solidificación prematura provoque defectos en las formas.
- Ventilación y rebosadero: El aire atrapado y el metal desplazado necesitan vías de escape controladas.
- Margen de contracción: El molde debe tener en cuenta la contracción del material tras la inyección.
- Succión y expulsión: La carcasa debe soltarse sin deformarse ni dejar marcas de fricción inaceptables.
- Margen de mecanizado: Los orificios críticos y las caras de referencia deben tener suficiente material en bruto para garantizar un mecanizado secundario estable.
Defectos de fundición que afectan a una bisagra de torsión
| Posible condición de lanzamiento | Por qué es importante en este contexto | Método de verificación |
|---|---|---|
| Porosidad cerca de un orificio mecanizado | Puede abrirse durante el mecanizado o debilitar un saliente sometido a carga | Revisión de secciones, radiografía cuando lo requiera el proyecto, inspección del mecanizado |
| Llenado incompleto | Puede reducir la definición de los elementos o la sección de la pared | Inspección visual y dimensional |
| Cierre en frío o línea de flujo | Puede indicar una fusión deficiente en una estructura crítica | Revisión visual y criterios de aceptación específicos del proyecto |
| Exceso de flash | Puede dificultar la colocación, el montaje o el acabado | Inspección visual y límite de destello |
| Distorsión del eyector | Permite desplazar las caras de montaje o la alineación interna | Inspección de la planitud y del plano de referencia |
Límite de ingeniería: El hecho de que la superficie exterior de una pieza fundida sea lisa no garantiza que el diámetro interior, el espesor de la pared o el saliente de fijación sean aceptables. El aspecto estético y la solidez estructural son aspectos de inspección distintos.
Fase 2: Recorte, desbarbado y preparación de la pieza fundida
Tras la expulsión, la carcasa pasa por los procesos de retirada de la puerta de inyección, control de rebabas y desbarbado de aristas antes del montaje de precisión. Se trata de pasos estándar de limpieza de piezas fundidas, pero en el caso de una bisagra de par, uno de ellos reviste una importancia especial: la eliminación de todas las partículas sueltas. Un pequeño fragmento que quede en una cavidad puede desplazarse posteriormente hacia la superficie de fricción y alterar el tacto de la bisagra, por lo que la limpieza en este caso es una cuestión de control del par, no solo una cuestión estética.
La limpieza debe eliminar las virutas, los residuos abrasivos, el material desmoldeante y el aceite antes de instalar los componentes de fricción, ya que cualquiera de estos elementos puede contaminar las superficies de contacto que generan el par. El desbarbado alrededor de los conductos de los ejes y las aberturas de ajuste también influye en que los componentes internos se asienten correctamente sobre las superficies previstas durante el montaje.
La relación detallada entre la preparación de los bordes, la limpieza y el rendimiento del recubrimiento se trata en la guía independiente sobre Preparación de la superficie de las bisagras antes del acabado. En el montaje de la bisagra de par, la principal preocupación es la contaminación y la precisión del asentamiento en el interior del mecanismo.
Fase 3: Mecanizado de las interfaces críticas
La fundición a presión proporciona la forma de la carcasa «casi definitiva», pero las interfaces que determinan la alineación y el comportamiento de la fricción pueden seguir requiriendo operaciones de taladrado, escariado, mandrinado, refrentado, roscado o mecanizado CNC. El plano debe distinguir entre las dimensiones de la pieza fundida y las de la pieza mecanizada, en lugar de aplicar una única filosofía de tolerancias a toda la pieza.
| Característica fundamental | Por qué es importante | Control de dibujo típico |
|---|---|---|
| Eje o agujero del cojinete | Controla la alineación, la holgura y el patrón de contacto | Diámetro, posición, cilindricidad o excentricidad, cuando sea necesario |
| Asiento con sistema de fricción en cascada | Controla la distribución de la precarga y la planitud de los elementos | Profundidad, planitud, perpendicularidad |
| Superficie de montaje | Determina cómo se alinea la bisagra en el producto | Planicidad y relación con el eje de pivote |
| Función de ajuste roscado | Controla el ajuste de la precarga y el bloqueo | Especificaciones de la rosca, acoplamiento, tolerancia posicional |
| Tope mecánico | Controla el límite de recorrido y la posición de contacto | Posición angular y resistencia local |
La norma ISO 2768-1 permite simplificar los planos al definir tolerancias generales para las dimensiones lineales y angulares sin necesidad de indicar tolerancias individuales. No determina el ajuste correcto para un eje con bisagra de par, la geometría aceptable del agujero, la pila de precarga necesaria ni el rango de aceptación del par. Esas características críticas para el funcionamiento siguen requiriendo tolerancias técnicas individuales y una verificación específica para cada proyecto.
Comprobación del comprador: Pregunta qué dimensiones se producen directamente mediante el troquel y cuáles se mecanizan en la fase de acabado. Es posible que un proveedor que no pueda distinguir entre ambos grupos no haya identificado las características que determinan el comportamiento de la bisagra de torsión.
Fase 4: Preparación del eje y de los componentes de fricción
La carcasa alberga el mecanismo, pero el par se genera en las interfaces de fricción. Por lo tanto, el eje, el manguito, los discos, las arandelas, los elementos de polímero o los componentes de fricción envueltos deben controlarse como un conjunto funcional, en lugar de tratarse como piezas compradas sin relación entre sí.
Requisitos del eje
Dependiendo del diseño, el eje puede requerir torneado, rectificado, tratamiento térmico, recubrimiento, pulido o texturizado controlado. El diámetro y la rectitud influyen en el ajuste; el acabado superficial influye en la fricción y el desgaste; y la dureza determina si la superficie de contacto se altera tras los ciclos de funcionamiento. Un eje pulido visualmente no es automáticamente correcto si su diámetro o el estado de su superficie no se ajustan a los requisitos de diseño.
Elementos de fricción y piezas de precarga
Los discos de fricción y los elementos poliméricos pueden fabricarse mediante estampado, moldeado o mecanizado, o bien adquirirse según las especificaciones. Las arandelas elásticas y las arandelas onduladas deben instalarse con la orientación y el orden de apilamiento correctos. Su altura libre por sí sola no garantiza que generen la carga requerida; la característica relevante es el comportamiento de carga-deformación a la compresión de instalación.
| Entrada | Qué hay que controlar | Estado en caso de que falten datos |
|---|---|---|
| Material y dureza del eje | Resistencia al desgaste y estabilidad de la superficie de fricción | Se requiere la confirmación del proveedor |
| Diámetro y acabado del eje | Ajuste, fricción y uniformidad en la marcha | Específico del proyecto |
| Material del elemento de fricción | Coeficiente de fricción, desgaste, respuesta a la temperatura | Se requiere la confirmación del proveedor |
| Espesor y planitud de los elementos | Altura total de la pila y distribución de la presión | Específico del proyecto |
| Carga del muelle a la altura de instalación | Fuerza normal aplicada a las interfaces de fricción | Por confirmar |
| Condiciones de lubricación o de fricción en seco | Par, ruido, desgaste, sensibilidad a la contaminación | Se requiere la confirmación del proveedor |
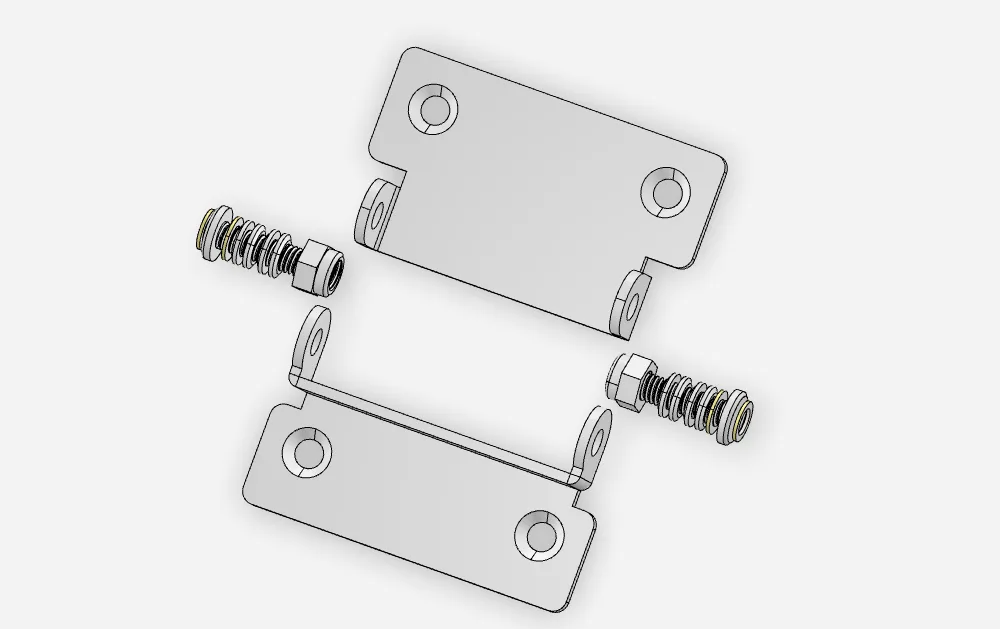
Etapa 5: Orden de montaje y control de la precarga
El montaje de una bisagra de torsión no consiste únicamente en unir componentes. Es la fase en la que la variación dimensional se traduce en una fuerza de contacto real. El orden de las arandelas y los elementos de fricción, su orientación, la limpieza de las superficies de contacto y la compresión axial final influyen en el resultado.
- Confirmar la identidad del componente: Comprobar que la carcasa, el eje, los elementos de fricción, los componentes de precarga, los espaciadores y los retenedores se ajustan a la lista de materiales aprobada.
- Limpia las superficies de contacto que generan par: eliminar virutas, partículas abrasivas, exceso de aceite y la contaminación derivada de la manipulación, de acuerdo con el proceso establecido.
- Carga la pila siguiendo el orden establecido: mantener la orientación de los componentes direccionales, las arandelas elásticas y los mecanismos unidireccionales.
- Inserta y alinea el eje: Evita forzar el paso de componentes desalineados a través de la carcasa.
- Aplica la compresión o la configuración indicada: utilizar una cota controlada, una fuerza, una operación de conformado o un método de ajuste.
- Retención axial segura: Comprueba el remachado, el fijado con clavos, el bloqueo de tuercas, el enganche de los clips u otros métodos de sujeción.
- Comprueba el juego axial y la libertad de movimiento: Confirmar que la pila se mantiene sin que se produzcan enlaces no deseados.
Algunos diseños establecen la precarga mediante una dimensión fija remachada o fijada con clavos. Otros utilizan una tuerca, un tornillo, un resorte ondulado, un conjunto de resortes de disco o un mecanismo ajustable. El proveedor debe identificar qué característica del conjunto se controla directamente: la altura del conjunto instalado, el desplazamiento de conformado, la fuerza aplicada, el par de apriete, el par de salida o una combinación de estos.
Pruebas de fabricación: «Montado por trabajadores con experiencia» no es un método de control. Las pruebas pertinentes son el dispositivo de montaje, los parámetros controlados, las instrucciones de trabajo, la trazabilidad de los componentes y el resultado registrado del par de apriete.
Etapa 6: La calibración del par no se reduce a una sola cifra

Tras el montaje, la bisagra debe medirse como un componente de control de movimiento. Una única lectura máxima tomada manualmente no describe cómo se comporta la bisagra a lo largo de su recorrido. El método de ensayo debe definir el rango angular, la velocidad de rotación, la dirección, el número de ciclos de acondicionamiento, la alineación del dispositivo de sujeción, la temperatura y los puntos en los que se toman los valores registrados.
| Característica medida | Qué significa | Por qué es importante |
|---|---|---|
| Par de desprendimiento | Par necesario para iniciar el movimiento | Reduce el esfuerzo inicial del usuario y la sensación de «stick-slip» |
| Par de funcionamiento | Par durante la rotación continua | Controla la sensación de movimiento y la resistencia al agarre |
| Curva de par-ángulo | Par medido en todo el rango de recorrido | Muestra picos, descensos y variaciones en función del ángulo |
| Diferencia entre la apertura y el cierre | Diferencia entre las direcciones de rotación | Detecta la histéresis o un comportamiento unidireccional intencionado |
| Repetibilidad | Variación a lo largo de ciclos repetidos en una unidad | Muestra estabilidad a corto plazo |
| Variación entre unidades | Variación entre varias muestras | Demuestra consistencia en la fabricación |
| Equilibrado por pares, cuando sea necesario | Diferencia entre dos bisagras utilizadas en un mismo conjunto | Ayuda a evitar movimientos irregulares en los sistemas de doble bisagra |
El rango de aceptación depende de cada proyecto. Puede ser facilitado por el fabricante de equipo original (OEM), recomendado de forma preliminar por el proveedor o establecido mediante pruebas con prototipos. Una recomendación preliminar no equivale a una aprobación para la producción. La revisión técnica comprueba si el mecanismo propuesto es viable; la aprobación de las muestras confirma la conformidad de las muestras sometidas a prueba; y la aprobación para la producción requiere pruebas de que el proceso controlado puede reproducir el comportamiento aprobado.
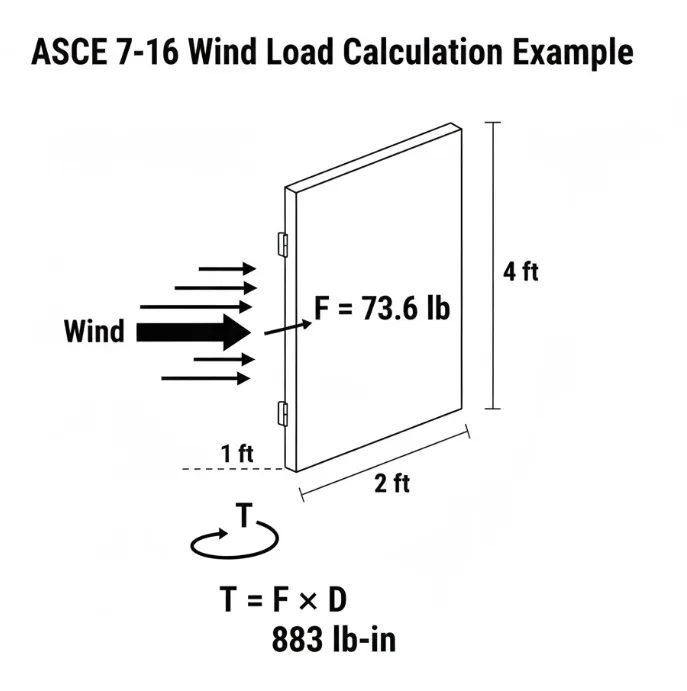
El cálculo del par en función del peso del panel y del centro de gravedad debe figurar en el apartado guía de selección de bisagras dinamométricas. En esta página sobre fabricación se da por hecho que ya se ha definido el par de apriete requerido para el proyecto y se centra en determinar si el proceso es capaz de reproducirlo.
Cómo aparecen los defectos de fabricación en la bisagra terminada
Nota sobre el ámbito de aplicación: Los problemas que se indican a continuación son desviaciones introducidas durante la fabricación—aparecen en las primeras muestras o a lo largo de un lote de producción. Se diferencian de la pérdida de par que se produce durante la vida útil, que se analiza por separado en el marco de los análisis de decaimiento y caída del par.
| Problema observado | Posible origen de fabricación | Documentación que hay que comprobar |
|---|---|---|
| Alto par de arranque, par de funcionamiento normal | Estado de la superficie, distribución del lubricante, adhesión estática | Curva de par y proceso de fricción en la interfaz |
| El par es demasiado bajo en todas las muestras | Precarga insuficiente, material de fricción inadecuado, exceso de lubricación | Registro de apilado, identificación del material, configuración del montaje |
| Gran variación entre unidades | Variación en el grosor de los componentes, compresión no controlada, variaciones en el ajuste manual | Registros de inspección y montaje de componentes |
| El par varía considerablemente en función del ángulo | Desalineación, asiento irregular, interferencia geométrica | Curva de par-ángulo e inspección dimensional |
| Ruido o efecto «stick-slip» | Contaminación, acabado superficial, contacto en seco, desalineación | Registro de limpieza e inspección de la interfaz |
| Juego axial tras los ciclos de funcionamiento | Deformación por retención o asentamiento de la pila | Mediciones del juego axial antes y después de los ciclos de carga |
| Desequilibrio entre los lados izquierdo y derecho | Variación del par o error de montaje direccional | Curvas individuales e identificación del conjunto |
Estas relaciones son de carácter diagnóstico, no conclusiones automáticas. Un mismo síntoma puede tener más de una causa. Una respuesta útil por parte del proveedor relaciona el síntoma con pruebas cuantificables, en lugar de sustituir el análisis por la «tolerancia normal».
Caso práctico de ingeniería de materiales compuestos: una bisagra de pantalla con un tacto irregular
Se trata de un escenario de ingeniería hipotético creado para explicar la lógica de fabricación. No es un informe de proyecto de un cliente ni un informe de pruebas de un producto.
Un fabricante de equipos originales (OEM) está desarrollando una pantalla industrial que utiliza dos bisagras de par compactas. El par requerido por el sistema ya se ha definido mediante pruebas a nivel de producto. Las muestras iniciales sujetan la pantalla, pero un par de muestras comienza a moverse con una fuerza notablemente mayor que el otro, y un lado de la pantalla se pone en marcha antes que el otro.
Una comparación visual no muestra ninguna diferencia evidente. Por lo tanto, la revisión de la fabricación desglosa el problema en cuatro comprobaciones:
- Curvas de par individuales: Mide cada bisagra por separado en ambas direcciones, en lugar de evaluar el par únicamente a mano.
- Pila de componentes: Comprueba el grosor del elemento de fricción, la orientación de la arandela, la compresión aplicada y la posición del retén.
- Geometría crítica: Comprueba si hay algún error de alineación entre el eje, el orificio, el asiento de fricción y la superficie de montaje.
- Balanza de dos bisagras: Determinar si las dos bisagras se midieron e identificaron por separado para su uso en un mismo conjunto.
El resultado puede indicar que el modelo nominal es correcto, pero que el proceso de montaje no controla el comportamiento entre pares con la precisión suficiente para la arquitectura de la pantalla. La medida correctiva no consiste automáticamente en «aumentar el par de apriete». Puede tratarse de una clasificación más rigurosa de los componentes, un entorno de montaje controlado, un control revisado de la lubricación, una calibración individual o un control del equilibrio de las dos bisagras. La medida definitiva depende de cada proyecto concreto y requiere la confirmación mediante muestras. El objetivo de este escenario es concreto: muestra cómo un fabricación y montaje esa variable, y no el valor de par seleccionado, puede provocar una sensación inconsistente; por eso, la información que hay que solicitar es la relativa al proceso.
Documentación de fabricación que se debe solicitar junto con las muestras de bisagras Torque
Los registros que figuran a continuación evalúan cómo se fabricó y calibró la bisagra de par. No sustituyen a la validación a nivel de producto realizada en el panel real, con los elementos de fijación definitivos, la fuerza aplicada por el usuario, el objetivo de ciclos y el entorno operativo.
| Verificar | Pruebas necesarias | Estado |
|---|---|---|
| Material de la carcasa | Ficha técnica o certificado del material adecuado para el proyecto | Por confirmar |
| Condición de fundición | Criterios visuales definidos y comprobaciones estructurales específicas del proyecto | Específico del proyecto |
| Dimensiones críticas de mecanizado | Informe de inspección del diámetro interior del eje, el asiento, el punto de referencia de montaje y los elementos de tope | Específico del proyecto |
| Componentes del eje y de fricción | Materiales, dimensiones, acabados e identificación del lote aprobados | Se requiere la confirmación del proveedor |
| Pila de ensamblaje | Registro de secuencia y orientación aprobado | Se requiere la confirmación del proveedor |
| Control de precarga | Método de configuración controlada y parámetro registrado | Por confirmar |
| Retención axial | Inspección del juego axial o de retención adecuada al diseño | Específico del proyecto |
| Método de ensayo de par | Ángulo, velocidad, dirección, condiciones, temperatura y definición de los accesorios | Por confirmar |
| Resultados de par | Punto de rotura, par de rotación, curva de par-ángulo y variación de la muestra | Específico del proyecto |
| Identificación del par, si se especifica | Estado del emparejamiento registrado y método de identificación | Específico del proyecto |
En esta sección se evalúan únicamente los datos de fabricación. Es necesario confirmar por separado, mediante ensayos de muestras a nivel de producto, si la bisagra sujeta correctamente el panel, resiste el número de ciclos requerido y sigue siendo apta para el entorno previsto. Mantenga cada registro vinculado al número de serie de la muestra o al lote de producción, de modo que cualquier resultado fallido pueda rastrearse hasta el proceso correspondiente.
Qué hay que enviar para una revisión de la fabricación
Para una revisión específica de una bisagra de par, facilite el plano de montaje, la geometría de montaje, la dirección requerida, el comportamiento de par deseado, el rango de rotación, la cantidad de bisagras, el espacio disponible, las restricciones de material o acabado, y cualquier dato de muestra que ya se haya recopilado. El flujo de trabajo completo de una solicitud de presupuesto es un tema de aprovisionamiento aparte; esta información se solicita aquí únicamente porque determina si la carcasa de fundición a presión y el conjunto interno propuestos pueden fabricarse y calibrarse según lo previsto.
Para una revisión de la fabricación específica de un proyecto, Envía el plano y los datos de la solicitud.
Preguntas frecuentes
¿Cómo se fabrican las bisagras de torsión?
Muchas bisagras de par compactas se fabrican mediante fundición a presión o mecanizado de la carcasa, mecanizado de los orificios y asientos críticos, preparación del eje y de los componentes de fricción, montaje del conjunto de fricción siguiendo una secuencia controlada, aplicación de la precarga, fijación de la retención axial y medición del comportamiento de par resultante. La construcción exacta varía según el diseño, por lo que el proveedor debe identificar qué componentes generan fricción y qué parámetro de montaje controla la precarga.
¿Por qué se utiliza la fundición a presión para las carcasas de las bisagras de par?
La fundición a presión permite fabricar carcasas compactas con salientes, nervaduras, cavidades, topes y elementos de montaje integrados a escala de producción. Es posible que los orificios, asientos, roscas y superficies de referencia críticos sigan requiriendo un mecanizado secundario. El buen aspecto de una pieza fundida no garantiza por sí solo su integridad interna ni su precisión dimensional.
¿Qué controla el par en una bisagra de par?
El par se controla mediante las interfaces de fricción y la fuerza normal que se les aplica. Dependiendo del diseño, esa fuerza puede provenir de arandelas elásticas, resortes ondulados, elementos enrollados, compresión remachada, una tuerca o un tornillo de ajuste. El diámetro del eje, el estado de la superficie, el material de fricción, el lubricante, la altura del conjunto y la compresión del montaje pueden influir en el resultado.
¿Por qué dos bisagras de torsión con el mismo plano pueden dar una sensación diferente?
Es posible que el plano externo no controle por completo el grosor del elemento de fricción, la carga del muelle, el acabado superficial, la lubricación, la compresión de montaje o la calibración. Las variaciones en estos parámetros pueden alterar el par de arranque, el par de funcionamiento, la histéresis y la suavidad, incluso cuando las dimensiones generales coincidan.
¿Qué documentación de fabricación debe acompañar a una muestra de bisagra de par?
Una muestra de bisagra de par debe estar respaldada por especificaciones aprobadas de materiales y componentes, resultados de la inspección de dimensiones críticas, el método de montaje y control de la precarga, comprobaciones de retención axial, el método de ensayo de par definido, datos de par y ángulo de la muestra, y registros de emparejamiento cuando dos bisagras funcionan conjuntamente. Estos registros sirven de apoyo para la revisión de la fabricación, pero no sustituyen a la validación a nivel de producto en el ensamblaje real.