Comment sont fabriquées les charnières Torque : moulage sous pression et assemblage
Comprendre comment sont fabriquées les charnières à couple est essentiel lorsqu’un équipementier a besoin de plus qu’une simple pièce qui tourne. Une charnière à couple doit générer une résistance contrôlée, maintenir un panneau à l’angle requis, offrir un toucher homogène d’une unité à l’autre et conserver un comportement fonctionnel après des mouvements répétés. Ces résultats ne sont pas le fruit du boîtier seul. Ils découlent de l’interaction entre le corps moulé ou usiné, la géométrie de l’arbre, les surfaces de frottement, la précontrainte du ressort ou de la rondelle, la séquence d’assemblage, les conditions de lubrification et l’étalonnage final.
Ce guide retrace l'ensemble de la chaîne de fabrication, depuis le moulage sous pression jusqu'à l'assemblage de précision et la vérification du couple. Il s'adresse aux ingénieurs, aux équipes qualité et aux acheteurs qui doivent déterminer si un fournisseur est capable de reproduire le même comportement mécanique sur les échantillons et en série — et pas seulement de fabriquer deux charnières d'apparence similaire.
Réponse rapide : Comment fabrique-t-on les charnières Torque ?
De nombreuses charnières à couple compactes sont fabriquées par moulage sous pression d’un boîtier en alliage de zinc ou d’aluminium, puis par découpe et usinage de ses interfaces critiques, préparation de l’arbre et des composants de friction, assemblage de ces composants selon un ordre contrôlé, application d’une précharge spécifiée, fixation axiale de l’ensemble et mesure du comportement au couple obtenu. Selon la conception, le système de friction peut utiliser des surfaces de contact en métal ou en polymère, des rondelles élastiques, des disques de friction, des éléments enroulés ou d’autres structures exclusives. L’objectif de fabrication ne se limite pas à l’ajustement dimensionnel. Il s’agit également d’obtenir un couple de démarrage, un couple de fonctionnement, une directionnalité, une souplesse et un comportement de maintien répétables, dans les limites d’acceptation spécifiques au projet.
Pourquoi les charnières Torque nécessitent-elles un processus de fabrication différent ?
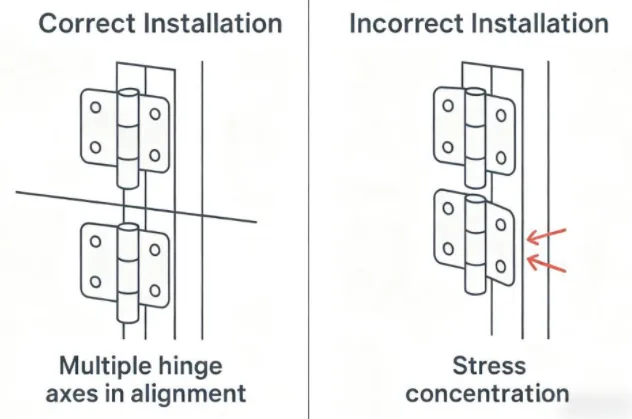
Une charnière à paumelle classique peut remplir sa fonction de base lorsque deux vantaux pivotent autour d'un axe correctement aligné. Une charnière à couple a une fonction supplémentaire : elle doit délibérément s'opposer à cette rotation. Le boîtier et l'axe font donc partie d'un système de contrôle du frottement plutôt que d'une simple structure pivotante.
De légères variations, qui peuvent être tolérées dans une charnière à mouvement libre, peuvent devenir perceptibles dans une charnière à couple. Une modification du diamètre de l'axe, de l'état de surface de frottement, de l'épaisseur de la rondelle, de la précontrainte du ressort, de la quantité de lubrifiant ou de la compression lors de l'assemblage peut modifier la force d'actionnement et le couple de retenue. Des dimensions extérieures identiques ne garantissent pas un comportement mécanique identique.
| Variable de fabrication | Effet de couple-charnière | Symptôme possible au niveau de l'utilisateur |
|---|---|---|
| Ajustement de l'alésage ou de l'arbre du boîtier | Modifie l'alignement et le comportement au contact | Blocage, bruit, rotation irrégulière |
| État de la surface de frottement | Modifie le coefficient de frottement et le comportement à l'usure | Variation du couple, effet « stick-slip » |
| Précontrainte du ressort ou de la rondelle | Modifie la force normale dans la pile de frottement | Trop lâche, trop serré, maintien irrégulier |
| Type ou quantité de lubrifiant | Modifie les sensations de course et la réponse thermique | Démarrage difficile, perte de couple, contamination |
| Compression de l'assemblage | Modifications apportées à la charge totale du bloc de friction | Variation d'unité à unité |
| Rétention axiale | Permet de contrôler la position de la pile pendant le cycle | Jeu axial, desserrage, dérive du couple |
C'est en raison de cette sensibilité liée à la fabrication que les charnières à couple sont traitées différemment des charnières en tôle dans les ateliers de production : la qualité se joue principalement au niveau de la précision des interfaces, de l'uniformité des composants de friction, de l'assemblage et de l'étalonnage. C'est également la raison pour laquelle les charnières qui doivent fonctionner en paire font souvent l'objet d'une sélection rigoureuse en tant que paires appariées plutôt que choisis au hasard.
Architecture industrielle : que fabrique-t-on réellement ?
Il n'existe pas de conception universelle unique de charnière à couple. Avant d'évaluer un procédé, l'acheteur doit déterminer quels composants de la conception proposée génèrent un couple et lesquels servent uniquement de support structurel ou de fixation.
| Composant | Fonction principale | Problème lié à la fabrication |
|---|---|---|
| Boîtier ou corps | Prend en charge le mécanisme et la géométrie de montage | Porosité, stabilité dimensionnelle, repères d'usinage |
| Axe ou pivot | Transmet la rotation grâce au mécanisme de friction | Diamètre, rectitude, dureté, état de surface |
| Disques de friction ou éléments de contact | Générer une résistance de rotation contrôlée | Épaisseur, planéité, lot de matériau, état de la surface |
| Rondelles élastiques ou éléments de précontrainte | Appliquer une force normale aux interfaces de frottement | Cohérence entre la charge et la déformation, orientation de la pile |
| Entretoise, manchon ou douille | Permet de contrôler la position, l'alignement et la surface d'usure | Longueur, concentricité, compatibilité des matériaux |
| Dispositif de retenue, rivet, écrou ou extrémité profilée | Assure la compression axiale et empêche la séparation | Force de retenue, jeu axial, déformation permanente |
| Vis de réglage, lors de son utilisation | Modifications apportées au préchargement après l'assemblage | Ajustement du filetage, méthode de verrouillage, plage de réglage utile |
Un fournisseur doit être en mesure d'identifier, dans la conception, l'interface génératrice de couple. Des indications telles que « frottement interne » ne suffisent pas pour une analyse technique. Les questions pertinentes sont les suivantes : quelles surfaces glissent l'une contre l'autre, qu'est-ce qui génère la force de contact, et quelles dimensions déterminent cette force ?
Étape 1 : Moulage sous pression du boîtier de la charnière de couple

Le moulage sous pression est couramment utilisé lorsqu'une charnière à couple nécessite un corps compact comportant des éléments de fixation intégrés, des nervures, des cavités, des bossages, des butées ou des surfaces esthétiques. Les alliages de zinc sont souvent choisis pour les petites pièces à détails complexes et pour leur bonne moulabilité ; les alliages d'aluminium peuvent être utilisés lorsqu'une masse réduite ou un rapport résistance/poids différent est requis. L'alliage utilisé doit être vérifié à partir du plan ou de la fiche technique du fournisseur.
L'alliage en fusion est injecté sous pression dans un moule en acier. Le moule donne sa forme extérieure à la pièce, ainsi que ses cavités internes, ses saillies et sa géométrie de montage « near-net ». Une fois la pièce solidifiée, des broches d'éjection libèrent la pièce moulée. Les points d'injection, les canaux de coulée, l'excès de matière et les bavures sont éliminés avant que le boîtier ne passe aux opérations de finition.
Ce que le dé doit contrôler
- Flux de matières : La cavité doit être remplie avant que la solidification prématurée n'entraîne la formation de détails incomplets.
- Purge et trop-plein : L'air emprisonné et le métal déplacé doivent pouvoir s'échapper de manière contrôlée.
- Marge de retrait : L'outil doit tenir compte de la contraction du matériau après l'injection.
- Aspiration et éjection : le boîtier doit se détacher sans déformation ni traces de frottement inacceptables.
- Marge d'usinage : Les alésages critiques et les faces de référence doivent présenter une surépaisseur suffisante pour garantir la stabilité de l'usinage secondaire.
Défauts de moulage ayant une incidence sur une charnière à couple
| Condition de lancement possible | Pourquoi est-ce important ici ? | Méthode de vérification |
|---|---|---|
| Porosité à proximité d'un alésage usiné | Peut s'ouvrir pendant l'usinage ou affaiblir un bossage soumis à une charge | Contrôle des sections, radiographie si le projet l'exige, contrôle de l'usinage |
| Remplissage incomplet | Peut réduire la définition des éléments ou la section des parois | Contrôle visuel et dimensionnel |
| Joint à froid ou conduite d'écoulement | Cela peut indiquer une mauvaise fusion au niveau d'un élément critique | Vérification visuelle et critères d'acceptation spécifiques au projet |
| Flash excessif | Peut gêner la mise en place, le montage ou la finition | Inspection visuelle et limite de flash |
| Déformation due à l'éjecteur | Permet de déplacer les faces de montage ou l'alignement interne | Contrôle de la planéité et du plan de référence |
Périmètre technique : Le fait que la surface extérieure d'une pièce moulée soit lisse ne prouve pas que l'alésage interne, l'épaisseur de la paroi ou le bossage soumis à contrainte soient conformes. L'aspect esthétique et la solidité structurelle constituent deux aspects distincts de l'inspection.
Étape 2 : Ébarbage, ébavurage et préparation de la pièce moulée
Après l'éjection, le boîtier subit les étapes de retrait des carottes, de contrôle des bavures et d'ébavurage avant l'assemblage de précision. Il s'agit là d'étapes standard de finition des pièces moulées — mais pour une charnière à couple, l'une d'entre elles revêt une importance particulière : l'élimination de toutes les particules libres. Un petit fragment resté dans une cavité peut en effet se déplacer par la suite vers l’interface de frottement et altérer le fonctionnement de la charnière ; la propreté est donc ici un enjeu lié au contrôle du couple, et pas seulement une question d’aspect esthétique.
Le nettoyage doit permettre d'éliminer les copeaux, les résidus abrasifs, le produit de démoulage et l'huile avant le montage des composants de friction, car ces éléments sont susceptibles de contaminer les surfaces de contact qui génèrent le couple. L'ébavurage autour des passages d'arbres et des orifices de réglage influe également sur la bonne mise en place des composants internes contre les surfaces prévues à cet effet lors de l'assemblage.
La relation détaillée entre la préparation des bords, le nettoyage et les performances du revêtement fait l'objet d'un guide distinct intitulé Préparation de la surface des charnières avant la finition. En ce qui concerne l'assemblage de la charnière à couple, les principales préoccupations sont la contamination et la précision d'ajustage à l'intérieur du mécanisme.
Étape 3 : Usinage des interfaces critiques
Le moulage sous pression permet d'obtenir une forme de boîtier proche de la forme finale, mais les interfaces qui déterminent l'alignement et le comportement au frottement peuvent néanmoins nécessiter des opérations de perçage, d'alésage, d'alésage profond, de dressage, de taraudage ou d'usinage CNC. Le plan doit distinguer les cotes de la pièce moulée de celles de la pièce usinée, plutôt que d'appliquer une seule et même philosophie de tolérance à l'ensemble de la pièce.
| Caractéristique essentielle | Pourquoi c'est important | Commande de dessin standard |
|---|---|---|
| Arbre ou alésage de palier | Permet de contrôler l'alignement, le jeu et la répartition des contacts | Diamètre, position, cylindricité ou faux-rond, le cas échéant |
| Siège à empilement de friction | Permet de contrôler la répartition de la précharge et la planéité des éléments | Profondeur, planéité, perpendicularité |
| Surface de montage | Détermine l'alignement de la charnière dans le produit | Planéité et rapport par rapport à l'axe de pivotement |
| Fonction de réglage par vis | Permet de régler la précharge et le verrouillage | Spécifications du filetage, engagement, tolérance de position |
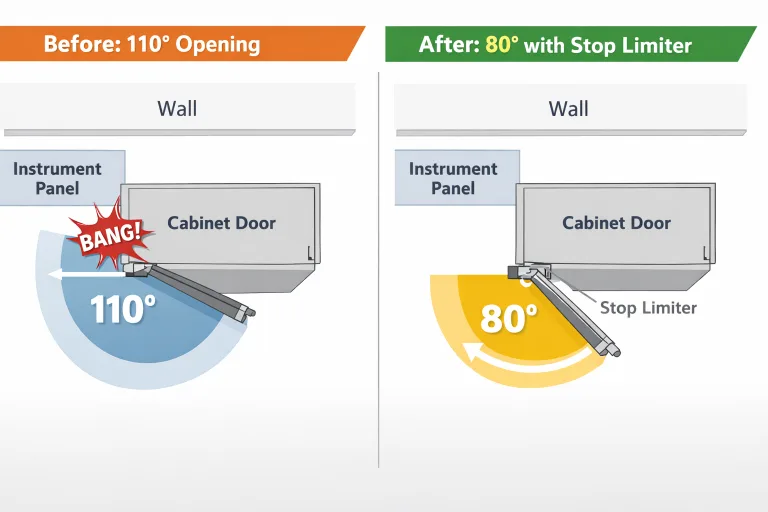
| Butée mécanique | Contrôle la course maximale et la position de contact | Position angulaire et résistance locale |
La norme ISO 2768-1 permet de simplifier les plans en définissant des tolérances générales pour les cotes linéaires et angulaires, sans indication de tolérance individuelle. Elle ne précise pas l'ajustement correct d'un arbre à charnière de couple, la géométrie acceptable de l'alésage, la précharge requise ni la plage d'acceptation du couple. Ces caractéristiques critiques pour le fonctionnement nécessitent toujours des tolérances techniques individuelles et une vérification spécifique au projet.
Vérification de l'acheteur : Demandez quelles dimensions sont obtenues directement par l'outil de formage et lesquelles font l'objet d'un usinage de finition. Un fournisseur incapable de distinguer ces deux catégories n'a peut-être pas identifié les caractéristiques qui déterminent le comportement de la charnière de couple.
Étape 4 : Préparation de l'arbre et des éléments de friction
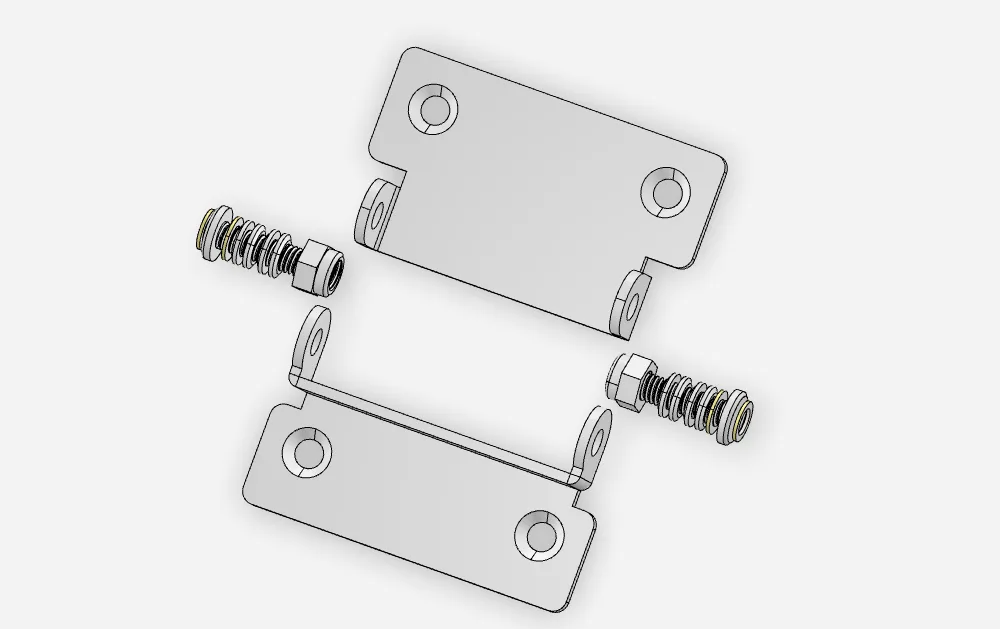
Le boîtier abrite le mécanisme, mais le couple est généré au niveau des interfaces de frottement. L'arbre, le manchon, les disques, les rondelles, les éléments en polymère ou les composants de frottement enveloppés doivent donc être considérés comme un ensemble fonctionnel et non comme des pièces achetées séparément sans lien entre elles.
Spécifications de l'arbre
Selon sa conception, l'arbre peut nécessiter un tournage, un meulage, un traitement thermique, un revêtement, un polissage ou une texturation contrôlée. Le diamètre et la rectitude influent sur l'ajustement ; l'état de surface influe sur le frottement et l'usure ; la dureté détermine si la surface de contact subit des modifications après des cycles de fonctionnement. Un arbre visuellement poli n'est pas automatiquement conforme si son diamètre ou l'état de sa surface ne répondent pas aux exigences de conception.
Éléments de friction et pièces de précontrainte
Les disques de friction et les éléments en polymère peuvent être estampés, moulés, usinés ou achetés conformément aux spécifications. Les rondelles élastiques et les rondelles ondulées doivent être montées dans le bon sens et selon l'ordre d'empilement approprié. Leur hauteur libre ne suffit pas à elle seule à garantir qu'elles génèrent la charge requise ; la caractéristique pertinente est le comportement charge-déformation à la compression de montage.
| Saisie | Ce qu'il faut contrôler | Statut en cas de données manquantes |
|---|---|---|
| Matériau et dureté de l'arbre | Résistance à l'usure et stabilité de la surface de frottement | Confirmation du fournisseur requise |
| Diamètre et finition de l'arbre | Ajustement, frottement et régularité de la course | Spécifique au projet |
| Matériau de l'élément de friction | Coefficient de frottement, usure, réponse en fonction de la température | Confirmation du fournisseur requise |
| Épaisseur et planéité des éléments | Hauteur totale de la pile et répartition de la pression | Spécifique au projet |
| Charge du ressort à la hauteur d'installation | Force normale appliquée aux interfaces de frottement | À confirmer |
| Condition de lubrification ou de frottement à sec | Couple, bruit, usure, sensibilité à la contamination | Confirmation du fournisseur requise |
Étape 5 : Ordre de montage et contrôle de la précharge
L'assemblage d'une charnière à couple ne se résume pas à la simple mise en place des composants. C'est l'étape au cours de laquelle les variations dimensionnelles se traduisent par une force de contact réelle. L'ordre de disposition des rondelles et des éléments de friction, leur orientation, la propreté des surfaces de contact et la compression axiale finale ont tous une incidence sur le résultat.
- Vérifier l'identité du composant : Vérifier que le boîtier, l'arbre, les éléments de friction, les composants de précharge, les entretoises et les dispositifs de retenue sont conformes à la nomenclature approuvée.
- Nettoyer les interfaces génératrices de couple : éliminer les copeaux, les particules abrasives, l'excès d'huile et les impuretés liées à la manipulation, conformément au processus défini.
- Chargez la pile dans l'ordre indiqué : Respecter le sens de montage des composants directionnels, des rondelles élastiques et des mécanismes unidirectionnels.
- Insérez et alignez l'arbre : Évitez de forcer l'insertion de composants mal alignés dans le boîtier.
- Appliquez la compression ou le paramètre spécifié : utiliser une cote, une force, une opération de formage ou une méthode de réglage contrôlée.
- Rétention axiale sûre : Vérifier le sertissage des rivets, le rivetage, le serrage des écrous, l'enclenchement des clips ou toute autre méthode de fixation.
- Vérifier le jeu axial et la liberté de mouvement : Vérifier que la pile est conservée sans liaison indésirable.
Certains modèles assurent la précontrainte grâce à une cote fixe obtenue par rivetage ou par sertissage. D'autres utilisent un écrou, une vis, un ressort ondulé, un empilement de ressorts à disques ou un mécanisme réglable. Le fournisseur doit préciser quelle caractéristique de l'ensemble est contrôlée directement : la hauteur d'empilement à l'installation, le déplacement de formage, la force appliquée, le couple de serrage, le couple de sortie, ou une combinaison de ces éléments.
Preuves de fabrication : La mention « assemblé par des ouvriers expérimentés » ne constitue pas une méthode de contrôle. Les éléments probants pertinents sont le gabarit d'assemblage, les paramètres de réglage contrôlés, les consignes de travail, la traçabilité des composants et les résultats enregistrés concernant le couple d'assemblage.
Étape 6 : L'étalonnage du couple ne se résume pas à un simple chiffre

Une fois assemblée, la charnière doit être mesurée en tant que composant de contrôle de mouvement. Une simple mesure ponctuelle effectuée manuellement ne permet pas de décrire le comportement de la charnière sur toute l'amplitude de sa course. La méthode d'essai doit définir la plage angulaire, la vitesse de rotation, le sens de rotation, le nombre de cycles de conditionnement, l'alignement du dispositif de fixation, la température, ainsi que les points de mesure des valeurs rapportées.
| Caractéristique mesurée | Ce que cela signifie | Pourquoi c'est important |
|---|---|---|
| Couple de rupture | Couple nécessaire pour amorcer le mouvement | Permet de limiter l'effort initial requis de l'utilisateur et la perception du phénomène « stick-slip » |
| Couple de fonctionnement | Couple pendant la rotation continue | Permet de régler la sensation de mouvement et la résistance au maintien |
| Courbe couple-angle | Couple mesuré sur toute la plage de course | Montre les pics, les baisses et les variations en fonction de l'angle |
| Différence entre le cours d'ouverture et le cours de clôture | Différence entre les sens de rotation | Détecte l'hystérésis ou un comportement unidirectionnel intentionnel |
| Répétabilité | Variation au cours de cycles répétés sur une même unité | Montrer une stabilité à court terme |
| Variation d'unité à unité | Variation entre plusieurs échantillons | Témoigne d'une fabrication homogène |
| Équilibrage des paires, si nécessaire | Différence entre deux charnières utilisées dans un même ensemble | Contribue à éviter les mouvements irréguliers dans les systèmes à double charnière |
La plage d'acceptation dépend de chaque projet. Elle peut être fournie par le constructeur d'équipement d'origine (OEM), recommandée à titre préliminaire par le fournisseur ou définie à l'issue d'essais sur prototypes. Une recommandation préliminaire ne vaut pas autorisation de production. L'étude technique permet de vérifier si le mécanisme proposé est plausible ; l'homologation des échantillons confirme la conformité des échantillons testés ; l'autorisation de production nécessite quant à elle la preuve que le processus contrôlé est capable de reproduire le comportement homologué.
Le calcul du couple en fonction du poids du panneau et de son centre de gravité doit figurer dans le document séparé guide de sélection des charnières à couple. Cette page consacrée à la fabrication part du principe que les exigences du projet en matière de couple ont déjà été définies et s'attache à déterminer si le processus permet de les reproduire.
Comment les défauts de fabrication apparaissent-ils sur la charnière finie ?
Note sur le champ d'application : Les problèmes ci-dessous correspondent à des écarts introduits au cours de la fabrication—ils apparaissent dès les premiers échantillons ou sur l'ensemble d'un lot de production. Ils se distinguent de la perte de couple qui survient au cours de la durée de vie du produit, laquelle fait l'objet d'une analyse distincte portant sur la diminution et la baisse du couple.
| Problème constaté | Source de fabrication possible | Éléments à vérifier |
|---|---|---|
| Couple de démarrage élevé, couple de fonctionnement normal | État de la surface, répartition du lubrifiant, adhérence statique | Courbe de couple et processus d'interface de frottement |
| Couple trop faible sur tous les échantillons | Précharge insuffisante, matériau de friction inadapté, lubrification excessive | Enregistrement de la pile, identification du matériau, paramètres d'assemblage |
| Importantes variations d'une unité à l'autre | Écart d'épaisseur des composants, compression non contrôlée, variations dues au réglage manuel | Dossiers d'inspection et d'assemblage des composants |
| Le couple varie fortement en fonction de l'angle | Désalignement, assise irrégulière, interférence géométrique | Courbe couple-angle et contrôle dimensionnel |
| Bruit ou effet « stick-slip » | Contamination, état de surface, contact à sec, désalignement | Rapport sur la propreté et inspection de l'interface |
| Jeu axial après des cycles de fonctionnement | Déformation par retenue ou tassement de la pile | Mesures du jeu axial avant et après les cycles de charge |
| Déséquilibre entre les canaux gauche et droit | Variation du couple ou erreur de montage directionnelle | Courbes individuelles et identification des assemblages |
Ces liens ont un caractère diagnostique et ne constituent pas des conclusions automatiques. Un même symptôme peut avoir plusieurs causes. Une réponse utile de la part du fournisseur établit un lien entre le symptôme et des éléments mesurables, plutôt que de se contenter d’invoquer la « tolérance normale » à la place d’une analyse.
Scénario d'ingénierie des matériaux composites : une charnière d'écran présentant un toucher irrégulier
Il s'agit d'un scénario d'ingénierie fictif conçu pour expliquer la logique de fabrication. Il ne s'agit ni d'un dossier de projet client ni d'un rapport d'essai de produit.
Un équipementier développe actuellement un écran industriel équipé de deux charnières à couple compactes. Le couple requis pour le système a déjà été déterminé à l'issue d'essais menés au niveau du produit. Les premiers échantillons maintiennent l'écran en place, mais l'une des paires d'échantillons commence à bouger avec une force nettement supérieure à l'autre, et un côté de l'écran se met en mouvement avant l'autre.
Une comparaison visuelle ne révèle aucune différence notable. L'analyse de la fabrication décompose donc le problème en quatre contrôles :
- Courbes de couple individuelles : Mesurez chaque charnière séparément dans les deux sens, plutôt que de vous contenter d'évaluer la paire à la main.
- Pile de composants : Vérifiez l'épaisseur de l'élément de friction, l'orientation de la rondelle, la compression à l'installation et la position du dispositif de retenue.
- Géométrie critique : Vérifiez l'alignement entre l'arbre, l'alésage, le siège de friction et la face de montage.
- Balance à deux charnières : déterminer si les deux charnières ont été mesurées et identifiées individuellement en vue de leur utilisation dans un même ensemble.
Le résultat peut indiquer que le modèle théorique est correct, mais que le processus d’assemblage ne contrôle pas suffisamment le comportement entre les paires pour l’architecture de l’écran. La mesure corrective ne consiste pas automatiquement à « augmenter le couple ». Il peut s’agir d’un tri plus rigoureux des composants, d’un réglage contrôlé de l’assemblage, d’un contrôle révisé de la lubrification, d’un étalonnage individuel ou d’un contrôle de l’équilibre à deux charnières. La mesure finale reste spécifique au projet et nécessite une validation sur échantillon. L’intérêt de ce scénario est précis : il montre comment un fabrication et assemblage Cette variable, et non la valeur de couple sélectionnée, peut entraîner une sensation incohérente — c’est pourquoi les données à demander sont des données de processus.
Documents de fabrication à demander avec les échantillons de charnières Torque
Les documents ci-dessous présentent une analyse de la fabrication et de l’étalonnage de la charnière à couple. Ils ne remplacent pas la validation au niveau du produit sur le panneau réel, avec les fixations définitives, la force exercée par l’utilisateur, le nombre de cycles cible et l’environnement d’exploitation.
| Vérifier | Pièces justificatives requises | Statut |
|---|---|---|
| Matériau du boîtier | Spécifications techniques ou certificat correspondant au projet | À confirmer |
| Condition de coulée | Critères visuels définis et contrôles structurels spécifiques au projet | Spécifique au projet |
| Dimensions usinées critiques | Rapport d'inspection concernant l'alésage de l'arbre, le siège, le repère de montage et les éléments de butée | Spécifique au projet |
| Composants d'arbre et de friction | Matériaux, dimensions, finitions et identification des lots approuvés | Confirmation du fournisseur requise |
| Pile d'assemblage | Fichier de séquence et d'orientation validé | Confirmation du fournisseur requise |
| Contrôle de la précharge | Méthode de réglage contrôlé et paramètre enregistré | À confirmer |
| Rétention axiale | Contrôle du jeu axial ou de la retenue adapté à la conception | Spécifique au projet |
| Méthode d'essai de couple | Angle, vitesse, direction, conditionnement, température et définition des luminaires | À confirmer |
| Résultats de couple | Rupture, couple de fonctionnement, courbe couple-angle et variation des échantillons | Spécifique au projet |
| Identification de la paire, le cas échéant | Statut d'appariement enregistré et méthode d'identification | Spécifique au projet |
Cette section porte uniquement sur l'évaluation des données de fabrication. Il convient de vérifier séparément, par des essais sur échantillons au niveau du produit, si la charnière maintient correctement le panneau, si elle résiste au nombre de cycles requis et si elle reste conforme dans l'environnement prévu. Veillez à ce que chaque enregistrement soit associé au numéro de série de l'échantillon ou au lot de production, afin que tout résultat non conforme puisse être retracé jusqu'au processus concerné.
Documents à fournir pour un audit de production
Pour une étude spécifique à une charnière à couple, veuillez fournir le plan d'assemblage, la géométrie de montage, le sens requis, le comportement de couple visé, la plage de rotation, le nombre de charnières, l'enveloppe disponible, les contraintes liées au matériau ou à la finition, ainsi que toutes les données d'échantillons déjà recueillies. Le processus complet de demande de devis relève d’un autre sujet lié à l’approvisionnement ; ces informations sont demandées ici uniquement car elles permettent de déterminer si le boîtier moulé sous pression et l’assemblage interne proposés peuvent être fabriqués et calibrés comme prévu.
Pour un examen de la fabrication spécifique à un projet, envoyer le plan et les informations relatives à la demande.
FAQ
Comment fabrique-t-on les charnières à couple ?
De nombreuses charnières à couple compactes sont fabriquées selon un processus comprenant le moulage sous pression ou l'usinage du boîtier, l'usinage des alésages et des sièges critiques, la préparation de l'arbre et des composants de friction, l'assemblage de la pile de friction selon une séquence contrôlée, l'application de la précharge, la mise en place du dispositif de retenue axiale et la mesure du comportement au couple obtenu. La construction exacte varie selon la conception ; le fournisseur doit donc identifier les composants qui génèrent du frottement et le paramètre d'assemblage qui contrôle la précharge.
Pourquoi recourt-on au moulage sous pression pour la fabrication des boîtiers de charnières de couple ?
Le moulage sous pression permet de produire, à grande échelle, des boîtiers compacts comportant des bossages, des nervures, des cavités, des butées et des éléments de fixation intégrés. Les alésages, les sièges, les filetages et les surfaces de référence critiques peuvent toutefois nécessiter un usinage secondaire. L'aspect esthétique d'une pièce moulée ne garantit pas à lui seul la qualité de sa structure interne ni sa précision dimensionnelle.
Qu'est-ce qui régule le couple dans une charnière à couple ?
Le couple est déterminé par les interfaces de frottement et la force normale qui leur est appliquée. Selon la conception, cette force peut provenir de rondelles élastiques, de ressorts ondulés, d’éléments enroulés, d’une compression rivetée, d’un écrou ou d’une vis de réglage. Le diamètre de l’arbre, l’état de surface, le matériau de frottement, le lubrifiant, la hauteur de l’empilement et la compression lors de l’assemblage peuvent tous influencer le résultat.
Pourquoi deux charnières à couple identiques, d'après le même plan, peuvent-elles donner une sensation différente ?
Le plan externe ne permet pas nécessairement de contrôler entièrement l'épaisseur de l'élément de friction, la charge du ressort, l'état de surface, la lubrification, la compression à l'installation ou l'étalonnage. Les variations de ces paramètres peuvent modifier le couple de démarrage, le couple de fonctionnement, l'hystérésis et la fluidité, même lorsque les dimensions globales correspondent.
Quels documents de fabrication doivent accompagner un échantillon de charnière à couple ?
Un échantillon de charnière à couple doit s'accompagner des spécifications approuvées relatives aux matériaux et aux composants, des résultats des contrôles des dimensions critiques, de la méthode d'assemblage et de contrôle de la précharge, des vérifications de la retenue axiale, de la méthode d'essai de couple définie, des données d'échantillon couple-angle, ainsi que des registres d'appariement lorsque deux charnières fonctionnent ensemble. Ces enregistrements servent de base à l'examen du processus de fabrication, mais ne remplacent pas la validation au niveau du produit sur l'ensemble réel.