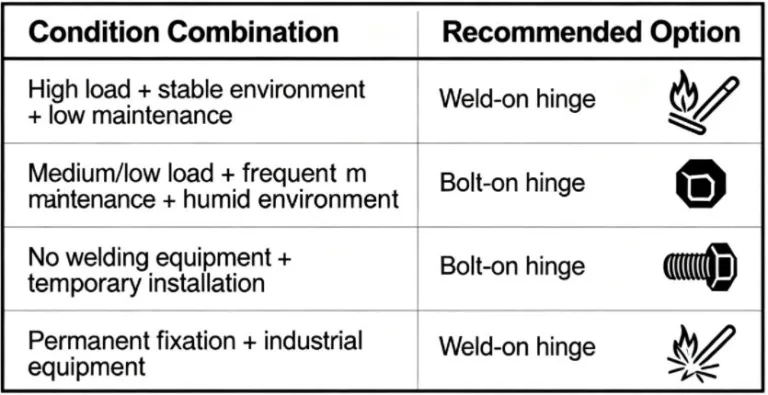
Como são fabricadas as dobradiças Torque: fundição sob pressão e montagem
Compreender como são fabricadas as dobradiças de torque é essencial quando um fabricante de equipamento original (OEM) necessita de mais do que uma peça que simplesmente gira. Uma dobradiça de torque deve criar uma resistência controlada, manter um painel no ângulo pretendido, apresentar um comportamento consistente de unidade para unidade e manter um funcionamento adequado após movimentos repetidos. Esses resultados não são obtidos apenas pela caixa. Resultam da interação entre o corpo fundido ou maquinado, a geometria do eixo, as superfícies de atrito, a pré-carga da mola ou da anilha, a sequência de montagem, as condições de lubrificação e a calibração final.
Este guia acompanha essa cadeia de fabrico, desde a fundição sob pressão até à montagem de precisão e à verificação do binário. Destina-se a engenheiros, equipas de qualidade e compradores que precisam de determinar se um fornecedor é capaz de reproduzir o mesmo comportamento mecânico nas amostras e na produção — e não apenas de fabricar duas dobradiças que pareçam iguais.
Resposta rápida: Como são fabricadas as dobradiças Torque?
Muitas dobradiças de binário compactas são fabricadas através da fundição sob pressão de uma caixa em liga de zinco ou de alumínio, do recorte e usinagem das suas interfaces críticas, da preparação do eixo e dos componentes de fricção, da montagem desses componentes numa ordem controlada, da aplicação de uma pré-carga especificada, da fixação axial do conjunto e da medição do comportamento de binário resultante. Dependendo do projeto, o sistema de atrito pode utilizar superfícies de contacto metálicas ou poliméricas, anilhas elásticas, discos de atrito, elementos enrolados ou outras estruturas exclusivas. O objetivo da fabricação não se limita apenas ao ajuste dimensional. Trata-se de garantir um binário de arranque, um binário de funcionamento, a direcionalidade, a suavidade e o comportamento de retenção repetíveis, dentro dos limites de aceitação específicos do projeto.
Por que razão as dobradiças de torque necessitam de um processo de fabrico diferente
Uma dobradiça convencional pode desempenhar a sua função básica quando duas folhas rodam em torno de um pino devidamente alinhado. Uma dobradiça de torque tem uma função adicional: deve resistir deliberadamente a essa rotação. A caixa e o eixo tornam-se, portanto, partes de um sistema de controlo de atrito, em vez de serem apenas uma estrutura de pivô.
Pequenas variações que podem ser toleráveis numa dobradiça de oscilação livre podem tornar-se visíveis numa dobradiça de binário. Uma alteração no diâmetro do eixo, no acabamento da superfície de atrito, na espessura da anilha, na pré-carga da mola, na quantidade de lubrificante ou na compressão da montagem pode alterar a força aplicada pelo utilizador e o binário de retenção. As mesmas dimensões externas não garantem o mesmo comportamento mecânico.
| Variável de produção | Efeito de torque na articulação | Possível sintoma ao nível do utilizador |
|---|---|---|
| Ajuste do furo ou do eixo do alojamento | Altera o alinhamento e o comportamento de contacto | Encravamento, ruído, rotação irregular |
| Condição da superfície de atrito | Altera o coeficiente de atrito e o comportamento de desgaste | Variação do binário, efeito stick-slip |
| Pré-carga da mola ou da anilha | Altera a força normal na pilha de atrito | Demasiado solto, demasiado rígido, fixação irregular |
| Tipo ou quantidade de lubrificante | Altera a sensação durante a corrida e a resposta à temperatura | Arranque difícil, perda de binário, contaminação |
| Compressão de montagem | Altera a carga total do conjunto de fricção | Variação entre unidades |
| Retenção axial | Controla a posição da pilha durante o ciclo | Folga axial, afrouxamento, variação do binário |
Esta sensibilidade no processo de fabrico é a razão pela qual as dobradiças de torque são tratadas de forma diferente das dobradiças de chapa metálica na linha de produção: a qualidade depende, acima de tudo, da precisão das interfaces, da consistência dos componentes de atrito, da montagem e da calibração. É também por isso que as dobradiças que têm de funcionar em conjunto são frequentemente selecionadas como pares combinados em vez de serem escolhidos ao acaso.
Arquitetura da Produção: O que está realmente a ser produzido?
Não existe uma construção única e universal de dobradiça de binário. Antes de avaliar um processo, o comprador deve compreender quais os componentes do projeto proposto que geram binário e quais os que servem apenas de estrutura ou suporte.
| Componente | Função principal | Preocupação com a produção |
|---|---|---|
| Caixa ou corpo | Suporta o mecanismo e a geometria de montagem | Porosidade, estabilidade dimensional, pontos de referência de maquinagem |
| Eixo ou pivô | Transfere a rotação através do mecanismo de fricção | Diâmetro, retidão, dureza, acabamento superficial |
| Discos de fricção ou elementos de contacto | Gerar resistência rotacional controlada | Espessura, planicidade, lote do material, estado da superfície |
| Arruelas elásticas ou elemento de pré-carga | Aplicar uma força normal às interfaces de atrito | Coerência entre carga e deflexão, orientação da pilha |
| Espaçador, manga ou bucha | Controla a posição, o alinhamento e a superfície de desgaste | Comprimento, concentricidade, compatibilidade de materiais |
| Retentor, rebite, porca ou extremidade moldada | Mantém a compressão axial e evita a separação | Força de retenção, folga axial, deformação permanente |
| Parafuso de ajuste, quando utilizado | Altera a pré-carga após a montagem | Ajuste da rosca, método de bloqueio, intervalo de ajuste utilizável |
Um fornecedor deve ser capaz de identificar a interface geradora de binário no projeto. Afirmações como «atrito interno» não são suficientes para uma análise de engenharia. A questão relevante é saber quais as superfícies que se movem umas contra as outras, o que gera a força de contacto e quais as dimensões que controlam essa força.
Fase 1: Fundição sob pressão da caixa da articulação de torque

A fundição sob pressão é frequentemente utilizada quando uma dobradiça de binário necessita de um corpo compacto com elementos de montagem integrados, nervuras, cavidades, saliências, batentes ou superfícies estéticas. As ligas de zinco são frequentemente escolhidas para peças pequenas e detalhadas e pela sua boa moldabilidade; as ligas de alumínio podem ser utilizadas quando é necessária uma massa inferior ou um equilíbrio diferente entre resistência e peso. A liga a utilizar deve ser confirmada com base no desenho ou na especificação do material fornecida pelo fornecedor.
A liga fundida é injetada sob pressão numa matriz de aço. A matriz dá forma ao contorno externo, às cavidades internas, aos ressaltos e à geometria de montagem quase final. Após a solidificação, os pinos ejetores libertam a peça fundida. Os canais de alimentação, os canais de distribuição, o excesso de material e as rebarbas são removidos antes de a caixa passar para as operações secundárias.
O que o dado deve controlar
- Fluxo de materiais: A cavidade tem de ser preenchida antes que a solidificação prematura provoque a formação de características incompletas.
- Ventilação e transbordamento: O ar retido e o metal deslocado necessitam de vias de escape controladas.
- Margem de encolhimento: A ferramenta deve ter em conta a contração do material após a injeção.
- Aspiração e ejeção: A caixa deve soltar-se sem deformações nem marcas de atrito inaceitáveis.
- Margem de usinagem: Os furos críticos e as faces de referência devem ter material em excesso suficiente para permitir uma maquinagem secundária estável.
Defeitos de fundição que afetam uma dobradiça de torque
| Possível condição de fundição | Por que é que isto é importante neste contexto | Método de verificação |
|---|---|---|
| Porosidade junto a um furo maquinado | Pode abrir-se durante a maquinagem ou enfraquecer um ressalto sob carga | Revisão da secção, radiografia quando exigido pelo projeto, inspeção da maquinação |
| Enchimento incompleto | Pode reduzir a definição do elemento ou a secção da parede | Inspeção visual e dimensional |
| Linha de fecho a frio ou linha de fluxo | Pode indicar uma fusão deficiente numa característica crítica | Revisão visual e critérios de aceitação específicos do projeto |
| Excesso de flash | Pode interferir na instalação, montagem ou acabamento | Inspeção visual e limite de brilho |
| Distorção do ejetor | É possível deslocar as faces de montagem ou o alinhamento interno | Inspeção da planicidade e do plano de referência |
Limites de engenharia: O facto de a superfície exterior da peça fundida ser lisa não significa que o diâmetro interno, a espessura da parede ou a saliência de fixação sejam aceitáveis. A aparência estética e a solidez estrutural são aspetos distintos a ter em conta na inspeção.
Fase 2: Corte, remoção de rebarbas e preparação da peça fundida
Após a ejeção, a caixa passa por processos de remoção de resíduos, controlo de rebarbas e desbaste de arestas antes da montagem de precisão. Estas são etapas padrão de limpeza de peças fundidas — mas, no caso de uma dobradiça de torque, uma delas assume uma importância invulgar: a remoção de todas as partículas soltas. Um pequeno fragmento deixado numa cavidade pode, posteriormente, migrar para a interface de atrito e alterar a sensação da dobradiça; por isso, a limpeza neste caso é uma questão de controlo do binário, e não apenas uma questão estética.
A limpeza deve remover lascas, resíduos abrasivos, material desmoldante e óleo antes da instalação dos componentes de fricção, uma vez que qualquer um destes elementos pode contaminar as superfícies de contacto que geram binário. A remoção de rebarbas em torno das passagens dos eixos e das aberturas de ajuste também influencia o encaixe dos componentes internos nas superfícies a que se destinam durante a montagem.
A relação detalhada entre a preparação das arestas, a limpeza e o desempenho do revestimento é abordada no guia separado sobre preparação da superfície da dobradiça antes do acabamento. No que diz respeito à montagem da dobradiça de binário, a principal preocupação é a contaminação e a precisão do encaixe no interior do mecanismo.
Fase 3: Maquinação das interfaces críticas
A fundição sob pressão proporciona a forma da caixa «quase final», mas as interfaces que determinam o alinhamento e o comportamento do atrito podem ainda assim exigir perfuração, alargamento, mandrilagem, faceamento, rosqueamento ou maquinagem CNC. O desenho deve distinguir as dimensões da peça fundida das dimensões maquinadas, em vez de aplicar uma única filosofia de tolerância a toda a peça.
| Característica essencial | Porque é que é importante | Controlo típico de desenho |
|---|---|---|
| Eixo ou furo do rolamento | Controla o alinhamento, a folga e o padrão de contacto | Diâmetro, posição, cilindricidade ou excentricidade, quando necessário |
| Assento com sistema de fricção em camadas | Controla a distribuição da pré-carga e a planicidade dos elementos | Profundidade, planicidade, perpendicularidade |
| Superfície de montagem | Determina a forma como a dobradiça se alinha no produto | Planicidade e relação com o eixo de rotação |
| Funcionalidade de ajuste roscado | Controla o ajuste da pré-carga e o bloqueio | Especificação da rosca, encaixe, tolerância posicional |
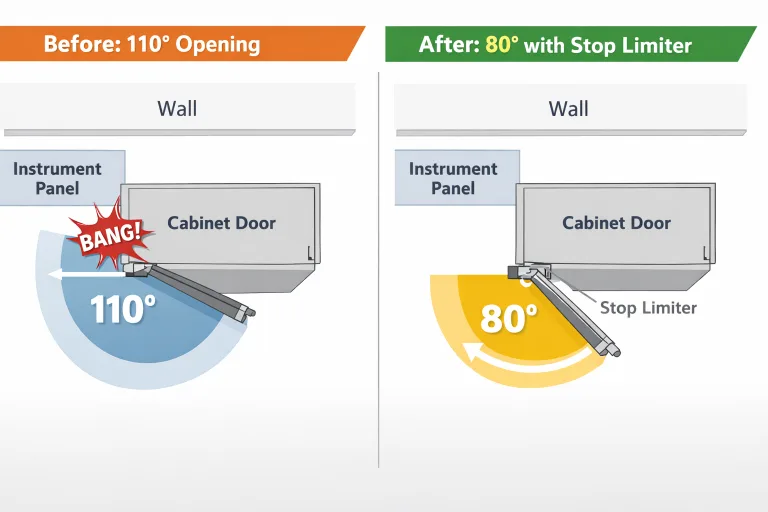
| Batente mecânico | Controla o limite de deslocamento e a localização do contacto | Posição angular e resistência local |
A norma ISO 2768-1 pode simplificar os desenhos técnicos ao definir tolerâncias gerais para dimensões lineares e angulares, sem indicações de tolerância individuais. Não determina o ajuste correto para um eixo com articulação de binário, a geometria aceitável do furo, a pilha de pré-carga necessária nem o intervalo de aceitação do binário. Essas características críticas para o funcionamento continuam a necessitar de tolerâncias de engenharia individuais e de verificação específica para cada projeto.
Verificação do comprador: Pergunte quais as dimensões que são produzidas diretamente pela matriz e quais as que são submetidas a usinagem de acabamento. Um fornecedor que não consiga distinguir esses dois grupos poderá não ter identificado as características que controlam o comportamento da articulação de torque.
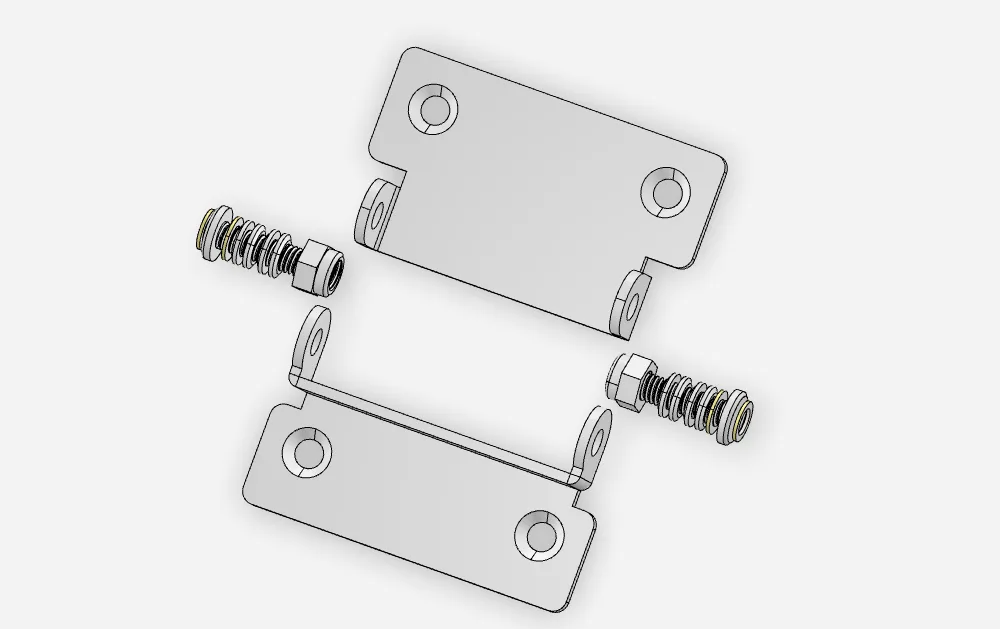
Fase 4: Preparação do eixo e dos componentes de fricção
A caixa aloja o mecanismo, mas o binário é gerado nas interfaces de atrito. O eixo, a manga, os discos, as anilhas, os elementos de polímero ou os componentes de atrito revestidos devem, por isso, ser considerados como um conjunto funcional, em vez de serem tratados como peças adquiridas separadamente e sem relação entre si.
Requisitos relativos ao eixo
O eixo pode necessitar de torneamento, retificação, tratamento térmico, revestimento, polimento ou texturização controlada, dependendo do projeto. O diâmetro e a retidão afetam o ajuste; o acabamento superficial afeta o atrito e o desgaste; a dureza determina se a superfície de contacto se altera após ciclos de utilização. Um eixo visualmente polido não é automaticamente adequado se o seu diâmetro ou o estado da superfície não corresponderem aos requisitos do projeto.
Elementos de fricção e peças de pré-carga
Os discos de fricção e os elementos poliméricos podem ser estampados, moldados, maquinados ou adquiridos de acordo com as especificações. As anilhas elásticas e as anilhas onduladas devem ser instaladas na orientação correta e na sequência de empilhamento adequada. A sua altura livre, por si só, não comprova que gerem a carga necessária; a característica relevante é o comportamento carga-deflexão na compressão de instalação.
| Entrada | O que deve ser controlado | Estado em caso de dados em falta |
|---|---|---|
| Material e dureza do eixo | Resistência ao desgaste e estabilidade da superfície de atrito | É necessária a confirmação do fornecedor |
| Diâmetro e acabamento do eixo | Ajuste, atrito e consistência na corrida | Específico do projeto |
| Material do elemento de fricção | Coeficiente de atrito, desgaste, resposta à temperatura | É necessária a confirmação do fornecedor |
| Espessura e planicidade do elemento | Altura total da pilha e distribuição da pressão | Específico do projeto |
| Carga da mola à altura de instalação | Força normal aplicada às interfaces de atrito | A confirmar |
| Condição de lubrificação ou de fricção a seco | Binário, ruído, desgaste, sensibilidade à contaminação | É necessária a confirmação do fornecedor |
Fase 5: Ordem de montagem e controlo da pré-carga
A montagem de uma articulação de torque não se resume apenas ao ato de unir componentes. É a fase em que a variação dimensional se traduz na força de contacto efetiva. A ordem das anilhas e dos elementos de atrito, a sua orientação, a limpeza das superfícies de contacto e a compressão axial final influenciam, todos, o resultado.
- Confirmar a identidade do componente: verificar o alojamento, o eixo, os elementos de fricção, os componentes de pré-carga, os espaçadores e os retentores, comparando-os com a lista de materiais aprovada.
- Limpar as interfaces geradoras de binário: remover limalhas, partículas abrasivas, excesso de óleo e contaminação resultante do manuseamento, de acordo com o processo definido.
- Carregue a pilha na sequência aprovada: manter a orientação dos componentes direcionais, das anilhas elásticas e dos mecanismos unidirecionais.
- Inserir e alinhar o eixo: Evite forçar a passagem de componentes desalinhados através da caixa.
- Aplique a compressão ou a configuração especificada: utilizar uma dimensão controlada, uma força, uma operação de conformação ou um método de ajuste.
- Retenção axial segura: verificar a fixação por rebite, cravação, aperto com porca, encaixe do clipe ou outro método de retenção.
- Verifique a folga axial e a liberdade de movimento: confirmar que a pilha é mantida sem ligações indesejadas.
Alguns projetos estabelecem a pré-carga através de uma dimensão fixa, fixada por rebite ou cravação. Outros utilizam uma porca, um parafuso, uma mola ondulada, uma pilha de molas de disco ou um mecanismo ajustável. O fornecedor deve identificar qual a característica da montagem que é controlada diretamente: altura da pilha instalada, deslocamento de conformação, força aplicada, binário de aperto, binário de saída ou uma combinação destas.
Provas de fabrico: «Montado por trabalhadores experientes» não constitui um método de controlo. As provas relevantes são o dispositivo de montagem, a configuração controlada, as instruções de trabalho, a rastreabilidade dos componentes e o resultado do binário registado.
Fase 6: A calibração do binário é mais do que um simples número

Após a montagem, a dobradiça deve ser avaliada enquanto componente de controlo de movimento. Uma única leitura de pico, obtida manualmente, não descreve o comportamento da dobradiça ao longo do seu curso. O método de ensaio deve definir o intervalo angular, a velocidade de rotação, a direção, o número de ciclos de condicionamento, o alinhamento do dispositivo de fixação, a temperatura e os pontos em que os valores relatados são medidos.
| Característica medida | O que isso significa | Porque é que é importante |
|---|---|---|
| Binário de ruptura | Binário necessário para iniciar o movimento | Controla o esforço inicial do utilizador e a perceção de «stick-slip» |
| Binário de funcionamento | Binário durante a rotação contínua | Controla a sensação de movimento e a resistência ao manuseamento |
| Curva de binário-ângulo | Binário medido ao longo da amplitude de deslocamento | Revela picos, quedas e variações dependentes do ângulo |
| Diferença entre a abertura e o fecho | Diferença entre os sentidos de rotação | Identifica histerese ou um comportamento unidirecional intencional |
| Repetibilidade | Variação ao longo de ciclos repetidos numa unidade | Demonstra estabilidade a curto prazo |
| Variação entre unidades | Variação entre várias amostras | Demonstra consistência na produção |
| Equilíbrio dos pares, quando necessário | Diferença entre duas dobradiças utilizadas numa mesma montagem | Ajuda a evitar movimentos irregulares em sistemas de dobradiça dupla |
O intervalo de aceitação é específico de cada projeto. Pode ser fornecido pelo fabricante original (OEM), recomendado preliminarmente pelo fornecedor ou definido através de ensaios em protótipos. Uma recomendação preliminar não equivale a uma aprovação de produção. A revisão de engenharia verifica se o mecanismo proposto é plausível; a aprovação de amostras confirma as amostras testadas; a aprovação de produção requer provas de que o processo controlado consegue reproduzir o comportamento aprovado.
O cálculo do binário com base no peso do painel e no centro de gravidade deve ser feito numa secção separada guia de seleção de dobradiças de binário. Esta página sobre fabrico parte do princípio de que os requisitos de binário do projeto já foram definidos e centra-se em determinar se o processo é capaz de os reproduzir.
Como surgem os erros de fabrico na dobradiça acabada
Nota de âmbito: Os problemas abaixo referem-se a desvios introduzidos durante o fabrico—aparecem nas primeiras amostras ou ao longo de um lote de produção. São diferentes da perda de binário que se verifica durante a vida útil, que deve ser analisada separadamente no âmbito da análise da diminuição e da queda do binário.
| Problema observado | Possível fonte de fabrico | Elementos a verificar |
|---|---|---|
| Alto binário de arranque, binário de funcionamento normal | Condição da superfície, distribuição do lubrificante, adesão estática | Curva de binário e processo de atrito na interface |
| Binário demasiado baixo em todas as amostras | Pré-carga insuficiente, material de fricção inadequado, lubrificação excessiva | Registo da pilha, identificação do material, configuração da montagem |
| Grande variação entre unidades | Variação na espessura dos componentes, compressão não controlada, variação no ajuste manual | Registos de inspeção e montagem de componentes |
| O binário varia acentuadamente com o ângulo | Desalinhamento, assento irregular, interferência geométrica | Curva de binário-ângulo e inspeção dimensional |
| Ruído ou efeito stick-slip | Contaminação, acabamento da superfície, contacto a seco, desalinhamento | Registo de limpeza e inspeção da interface |
| Folga axial após ciclos de funcionamento | Deformação por retenção ou assentamento da pilha | Medições da folga axial antes e depois dos ciclos de carga e descarga |
| Desequilíbrio do sistema esquerda/direita | Variação do binário ou erro de montagem direcional | Curvas individuais e identificação do conjunto |
Estas associações são de caráter diagnóstico e não constituem conclusões automáticas. Um mesmo sintoma pode ter mais do que uma causa. Uma resposta útil por parte do fornecedor associa o sintoma a evidências mensuráveis, em vez de substituir a análise pela «tolerância normal».
Cenário de engenharia de compósitos: uma dobradiça de ecrã com sensação inconsistente
Trata-se de um cenário de engenharia hipotético criado para explicar a lógica de fabrico. Não se trata de um registo de projeto de um cliente nem de uma declaração relativa a testes de produto.
Um fabricante de equipamento original (OEM) está a desenvolver um ecrã industrial que utiliza duas dobradiças de binário compactas. O binário necessário para o sistema já foi definido através de ensaios ao nível do produto. As amostras iniciais mantêm o ecrã no lugar, mas um dos pares de amostras começa a mover-se com uma força visivelmente maior do que o outro, e um dos lados do ecrã começa a mover-se antes do outro.
Uma comparação visual não revela qualquer diferença evidente. Por conseguinte, a análise do processo de fabrico divide o problema em quatro verificações:
- Curvas de binário individuais: meça cada dobradiça separadamente em ambas as direções, em vez de avaliar o par apenas manualmente.
- Pilha de componentes: verifique a espessura do elemento de fricção, a orientação da anilha, a compressão aplicada e a posição do retentor.
- Geometria crítica: verifique se existe algum erro de alinhamento entre o eixo, o furo, a sede de fricção e a face de montagem.
- Equilíbrio de duas articulações: determinar se as duas dobradiças foram medidas e identificadas individualmente para serem utilizadas numa única montagem.
O resultado pode indicar que o modelo nominal está correto, mas que o processo de montagem não controla o comportamento entre pares com a precisão necessária para a arquitetura do ecrã. A ação corretiva não é automaticamente «aumentar o binário». Pode consistir numa seleção mais rigorosa dos componentes, num ambiente de montagem controlado, num controlo de lubrificação revisto, numa calibração individual ou num controlo de equilíbrio de duas dobradiças. A ação final depende do projeto específico e requer a confirmação por amostragem. O objetivo deste cenário é específico: mostra como um fabrico e montagem Essa variável, e não o valor de binário selecionado, pode causar uma sensação inconsistente — e é por isso que as provas a solicitar são provas do processo.
Documentação de fabrico a solicitar juntamente com as amostras de dobradiças de torque
Os registos abaixo avaliam a forma como a dobradiça de binário foi fabricada e calibrada. Não substituem a validação ao nível do produto no painel real, com os elementos de fixação finais, a força aplicada pelo utilizador, o objetivo de ciclos e o ambiente de funcionamento.
| Verificar | Provas necessárias | Estado |
|---|---|---|
| Material da caixa | Especificação ou certificado do material adequado ao projeto | A confirmar |
| Condição de fundição | Critérios visuais definidos e verificações estruturais específicas do projeto | Específico do projeto |
| Dimensões críticas de usinagem | Relatório de inspeção do furo do eixo, da sede, do ponto de referência de montagem e dos elementos de batente | Específico do projeto |
| Componentes do eixo e de atrito | Material, dimensões, acabamento e identificação do lote aprovados | É necessária a confirmação do fornecedor |
| Pilha de montagem | Registo aprovado da sequência e da orientação | É necessária a confirmação do fornecedor |
| Controlo da pré-carga | Método de configuração controlada e parâmetro registado | A confirmar |
| Retenção axial | Inspeção da folga axial ou da retenção, conforme adequado ao projeto | Específico do projeto |
| Método de ensaio de binário | Ângulo, velocidade, direção, condições, temperatura e definição do dispositivo de fixação | A confirmar |
| Resultados do binário | Ruptura, binário de deslizamento, curva binário-ângulo e variação da amostra | Específico do projeto |
| Identificação do par, se especificada | Estado do emparelhamento registado e método de identificação | Específico do projeto |
Esta secção avalia apenas os dados relativos ao fabrico. É necessário confirmar separadamente, através de ensaios de amostras ao nível do produto, se a dobradiça suporta o painel real, se resiste ao número de ciclos exigido e se permanece em condições aceitáveis no ambiente previsto. Mantenha cada registo associado ao número de série da amostra ou ao lote de produção, para que qualquer resultado com falha possa ser rastreado até ao processo.
O que enviar para uma revisão do processo de fabrico
Para uma análise específica da dobradiça de binário, forneça o desenho de montagem, a geometria de montagem, a direção necessária, o comportamento de binário pretendido, o intervalo de rotação, a quantidade de dobradiças, o espaço disponível, as restrições relativas ao material ou ao acabamento e quaisquer dados de amostra já recolhidos. Um fluxo de trabalho completo de pedido de cotação (RFQ) constitui um tema de aquisição distinto; estas informações são solicitadas aqui apenas porque determinam se a caixa fundida sob pressão e o conjunto interno propostos podem ser fabricados e calibrados conforme pretendido.
Para uma análise da produção específica de um projeto, enviar o desenho e os detalhes da candidatura.
Perguntas frequentes
Como são fabricadas as dobradiças de torque?
Muitas dobradiças de binário compactas são fabricadas através da fundição sob pressão ou da usinagem da caixa, da usinagem de furos e assentos críticos, da preparação do eixo e dos componentes de atrito, da montagem da pilha de atrito numa sequência controlada, da aplicação da pré-carga, da fixação da retenção axial e da medição do comportamento de binário resultante. A construção exata varia consoante o projeto, pelo que o fornecedor deve identificar quais os componentes que geram atrito e qual o parâmetro de montagem que controla a pré-carga.
Por que razão se recorre à fundição sob pressão para as caixas das dobradiças de torque?
A fundição sob pressão permite produzir caixas compactas com saliências, nervuras, cavidades, batentes e elementos de fixação integrados, em volumes de produção. Os furos, assentos, roscas e superfícies de referência críticos podem ainda assim exigir uma maquinação secundária. Uma peça fundida com bom aspeto não garante, por si só, a integridade interna nem a precisão dimensional.
O que controla o binário numa dobradiça de binário?
O binário é controlado pelas interfaces de atrito e pela força normal que lhes é aplicada. Dependendo do projeto, essa força pode provir de anilhas elásticas, molas onduladas, elementos enrolados, compressão rebitada, uma porca ou um parafuso de regulação. O diâmetro do eixo, o estado da superfície, o material de atrito, o lubrificante, a altura da pilha e a compressão da montagem podem todos afetar o resultado.
Por que é que duas dobradiças de torque com o mesmo desenho podem parecer diferentes?
O desenho externo pode não controlar totalmente a espessura do elemento de atrito, a carga da mola, o acabamento da superfície, a lubrificação, a compressão de instalação ou a calibração. As variações nestes parâmetros podem alterar o binário de arranque, o binário de funcionamento, a histerese e a suavidade, mesmo quando as dimensões globais coincidem.
Que registos de fabrico devem acompanhar uma amostra de dobradiça de torque?
Uma amostra de dobradiça de binário deve ser acompanhada de especificações aprovadas de materiais e componentes, resultados da inspeção de dimensões críticas, o método de montagem e controlo da pré-carga, verificações de retenção axial, o método de ensaio de binário definido, dados de binário-ângulo da amostra e registos de emparelhamento, quando duas dobradiças funcionam em conjunto. Estes registos servem de apoio à revisão do processo de fabrico, mas não substituem a validação ao nível do produto na montagem efetiva.