Como são fabricadas as dobradiças industriais por estampagem: matrizes e ferramentas
A estampagem é um dos principais métodos de fabrico utilizados para as folhas das dobradiças em chapa metálica e explica grande parte do que os compradores consideram confuso nas cotações de dobradiças: por que razão uma dobradiça personalizada implica um custo de ferramentas, por que razão pode haver uma quantidade mínima de encomenda, por que razão a qualidade das arestas varia entre fornecedores e por que razão o mesmo desenho pode ser produzido com tolerâncias diferentes em fábricas diferentes. Muito disto é influenciado pela estratégia de ferramentas, pelo estado das matrizes, pelo material e pela configuração da prensa.
Este guia explica como funciona, na prática, a estampagem de dobradiças — o que a matriz faz, como uma bobina plana de aço se transforma numa folha de dobradiça com orifícios e uma articulação laminada, e como cada etapa dessa sequência determina as rebarbas, a tolerância e o custo com que terá de conviver posteriormente. Foi escrito para engenheiros e compradores que pretendem interpretar corretamente um orçamento de estampagem e saber quais as questões que realmente importam.
Resumo: O que é a estampagem de dobradiças
A estampagem de dobradiças é um processo que utiliza uma prensa e uma matriz para transformar chapas planas ou bobinas em folhas de dobradiça estampadas e conformadas. Uma prensa empurra uma matriz de aço endurecido contra o metal e, numa sequência controlada, a matriz recorta o contorno da folha (corte), perfura os orifícios de montagem (perfuração), molda quaisquer características salientes ou deslocadas e enrola a borda na articulação que irá fixar o pino. Como a matriz contém a geometria da peça, a estampagem pode ser rápida e altamente repetível assim que o conjunto de ferramentas for validado — mas a matriz tem de ser projetada e construída primeiro, e é daí que provém grande parte do custo das ferramentas personalizadas. O estado do material, a espessura, a precisão da alimentação, a configuração da prensa, a lubrificação, a folga da matriz e o estado da ferramenta influenciam, todos eles, a presença de rebarbas, a planicidade e a tolerância dos orifícios.

O que acontece no interior do molde
Dependendo da estratégia de ferramentas, o corte, a perfuração, a conformação e a ondulação podem ser integrados em estações progressivas ou realizados através de operações de prensagem separadas. Compreender estas quatro operações é o que torna compreensível um orçamento de estampagem.
1. Supressão
A matriz recorta o contorno da folha a partir da chapa ou da bobina. Isto define a forma e as dimensões gerais da peça.
2. Piercing
Os punções perfuram o metal para criar os orifícios de fixação. A posição e o espaçamento dos orifícios são determinados pela matriz, e não por uma etapa de perfuração separada.
3. Conformação
As formas da matriz são impressas na chapa plana — rebaixamentos, áreas em relevo ou um deslocamento escalonado — sem remover metal.
4. Enrolamento / Dobragem
A borda da folha é enrolada na articulação que aloja o pino, formando-se assim qualquer geometria de braço dobrado.
Com ferramentas de operação única ou em etapas, as operações são concluídas através de etapas separadas da prensa ou de ferramentas distintas. Com uma matriz progressiva, a bobina avança estação a estação e cada curso realiza uma operação diferente, pelo que uma tira entra por uma extremidade e sai estampada após a estação final. As matrizes progressivas costumam ter custos mais elevados de conceção e construção, mas podem funcionar mais rapidamente e com menos manuseamento em volumes de produção constantes.
Por que razão o molde influencia a qualidade nas fases posteriores do processo
A matriz é uma parte do processo que os compradores raramente vêem, mas que influencia fortemente a geometria e a qualidade de corte de uma dobradiça estampada. A matriz define a geometria, enquanto o estado do material, a precisão da alimentação, a configuração da prensa, a lubrificação e a manutenção das ferramentas determinam a consistência com que essa geometria é reproduzida. Isso tem várias consequências que vale a pena compreender.
| Fator de morte | O que controla | O que os compradores notam |
|---|---|---|
| Concepção e qualidade de fabrico das matrizes | Geometria da peça, disposição dos orifícios, tolerância | Se as peças se adaptam ao padrão de orifícios existente |
| Folga entre o punção e a matriz | Qualidade do corte e altura da rebarba | Rebarbas afiadas nos orifícios e nas arestas |
| Desgaste das matrizes ao longo do tempo | Consistência ao longo de um longo ciclo de produção | As partes posteriores diferem das primeiras amostras |
| Calendário de manutenção das matrizes | Crescimento de rebarbas e desvio dimensional | Diminuição da qualidade entre encomendas |
É por isso que o estado das ferramentas e a sua manutenção devem ser tidos em conta na avaliação de uma dobradiça estampada. Uma amostra de primeiro artigo mostra o que o processo é capaz de produzir no momento da aprovação, mas é o controlo contínuo da produção que determina se as peças produzidas posteriormente continuam a corresponder à amostra aprovada.
De onde vêm as rebarbas — e por que são importantes
Cada borda estampada é uma borda cortada, e é normal que se formem algumas rebarbas no lado de saída. Compreender como se formam as rebarbas ajuda os compradores a distinguir uma condição de estampagem controlada de rebarbas excessivas causadas por folga, desgaste ou problemas de configuração.
Quando um punção corta uma chapa metálica, o material não se separa de forma limpa ao longo de uma linha. Enrola-se ligeiramente na parte superior, é cortado no meio e fratura-se na parte inferior, deixando uma pequena saliência no lado de saída. O tamanho dessa rebarba depende em grande medida da folga entre o punção e a matriz e do grau de desgaste das ferramentas: uma folga correta e ferramentas afiadas produzem uma rebarba pequena e controlada, enquanto uma folga excessiva ou um punção cego e desgastado produzem uma rebarba grande e irregular. Como os orifícios são perfurados na mesma operação, as bordas dos orifícios — exatamente onde os elementos de fixação se encaixam e onde o revestimento tende a ser mais fino — são um local comum para o aparecimento de rebarbas.
Porque é que é importante: A presença excessiva de rebarbas pode impedir que a lâmina assente de forma plana e deixar as arestas em mau estado antes do acabamento. A relação detalhada entre a remoção de rebarbas, a cobertura do revestimento e a corrosão das arestas é abordada no nosso guia sobre qualidade das dobradiças antes do tratamento de superfície.
Na prática, o tamanho da rebarba é o resultado das ferramentas e do processo. Controlar a folga entre o punção e a matriz, monitorizar o desgaste, fazer a manutenção das ferramentas e definir os requisitos de rebarbação são fatores que ajudam a manter a qualidade das arestas consistente, desde o primeiro artigo até à produção em série.
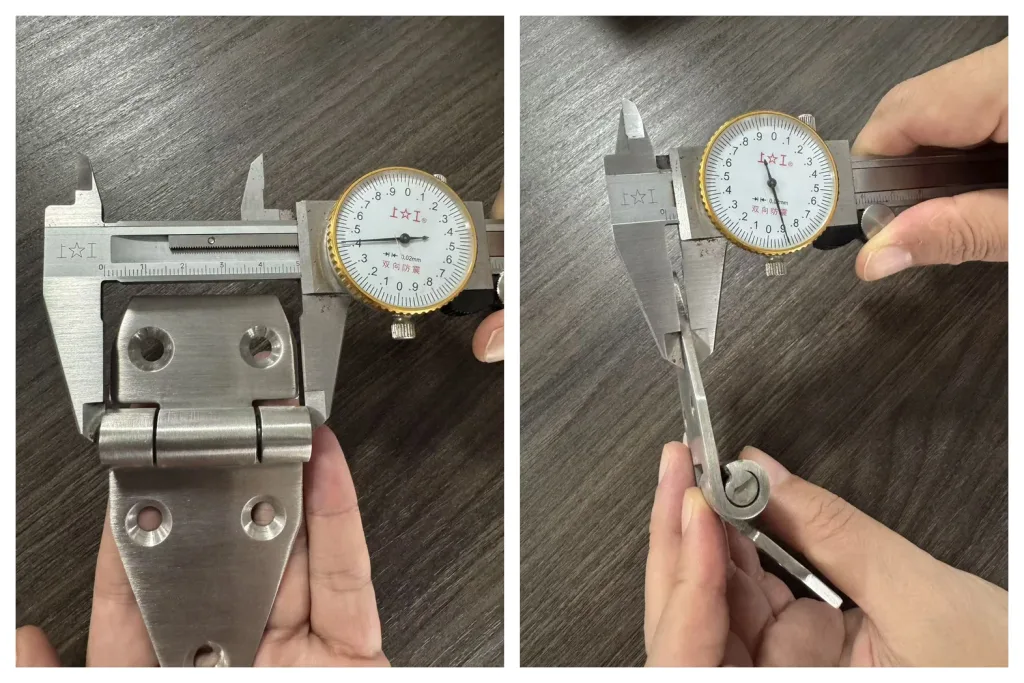
A espessura do material e por que razão não se pode adivinhar
A estampagem começa com uma chapa ou bobina de espessura especificada, sendo essa espessura uma das variáveis mais determinantes no orçamento de uma dobradiça. Ela influencia a carga que a folha pode suportar, a sua resistência à flexão e o comportamento do material durante a conformação.
Um material mais espesso suporta geralmente mais carga e resiste à deformação, mas também requer mais força de prensagem, pode aumentar o desgaste das ferramentas e pode ser mais difícil de moldar numa articulação apertada sem rachar. O material mais fino é mais fácil de moldar e pode reduzir os custos de material e de processamento, mas uma lâmina com especificações insuficientes pode dobrar-se, ceder ou rasgar-se à volta dos orifícios de montagem sob carga de serviço. Como é difícil avaliar a espessura a partir de uma fotografia, esta deve ser indicada no desenho e verificada, em vez de ser assumida.
A lição a reter para os compradores é simples: a espessura do material deve constar no desenho e na cotação, indicada de forma explícita, e deve ser confirmada durante a aprovação da amostra ou a inspeção à entrada.
Por que razão a estampagem personalizada implica custos de ferramentas e uma quantidade mínima de encomenda (MOQ)
Uma questão frequente sobre as dobradiças estampadas à medida é a razão pela qual o custo das ferramentas é orçamentado separadamente e por que razão um fornecedor pode exigir uma quantidade mínima. A resposta reside, normalmente, nos aspetos económicos relacionados com a conceção do molde, a configuração, a preparação do material, o manuseamento e a inspeção, e não apenas no ciclo da prensa.
O custo das ferramentas
Uma matriz é uma ferramenta de precisão concebida para se adaptar a uma peça específica. Tem de ser projetada, maquinada, montada e testada antes de se poder dar início à produção.
O trabalho inicial de conceção e construção é, em grande parte, independente da quantidade do primeiro pedido, pelo que é habitualmente orçamentado separadamente, em vez de estar incluído no preço unitário.
A encomenda mínima
Colocar uma matriz numa prensa, alinhá-la, preparar o material e fazer os primeiros ensaios leva tempo, independentemente do número de peças que se sigam. Abaixo de uma determinada quantidade, a configuração, o manuseamento e a inspeção podem representar a maior parte do custo de cada peça, razão pela qual os fornecedores podem estabelecer uma quantidade mínima de encomenda (MOQ).
A conceção e o fabrico iniciais do molde são, geralmente, custos não recorrentes, embora a configuração, a manutenção, a reparação, o armazenamento, a substituição de componentes sujeitos a desgaste e futuras modificações possam ainda gerar custos contínuos. As encomendas repetidas evitam, normalmente, o tempo de espera associado à conceção inicial e ao fabrico do molde, mas o preço unitário continua a depender da quantidade encomendada, do custo dos materiais, da configuração, do estado das ferramentas e dos requisitos de inspeção.
Explica também em que situações a estampagem pode não ser a melhor solução. Para uma quantidade reduzida de protótipos, a maquinagem ou o corte a laser podem revelar-se mais práticos do que a construção de ferramentas de produção. O volume a partir do qual a estampagem se torna económica depende da geometria da peça, do material, da complexidade das ferramentas, da configuração e da procura repetida prevista.
Ferramentas de operação única ou em fases vs. matriz progressiva
Nem todas as ferramentas de estampagem são iguais, e o tipo que um fornecedor propõe dá-lhe uma ideia de como este espera que a peça seja produzida. A escolha depende principalmente do volume e afeta tanto o valor que paga inicialmente como o que paga por peça.
| Ferramentas de operação única / em fases | Matriz progressiva | |
|---|---|---|
| Como funciona | Operações realizadas em fases de prensagem ou ferramentas distintas | A bobina avança pelas estações; cada curso realiza uma operação diferente |
| Custo das ferramentas | Reduzir os custos de conceção e construção | Mais alto — mais estações, maior precisão |
| Velocidade por peça | Mais lento; maior manobrabilidade | Muito mais rápido; manuseamento mínimo |
| Consistência | A consistência depende mais do controlo da transferência e da configuração | Higher — geometria integrada numa única ferramenta |
| Melhor para | Menor volume, folhas mais simples ou desenhos ainda em fase de aperfeiçoamento | Gamas de dobradiças estáveis e de maior volume |
A escolha é simples: uma matriz progressiva costuma ter um custo de fabrico mais elevado, mas pode reduzir o manuseamento e o custo unitário quando o volume é constante. As matrizes de operação única ou em etapas podem revelar-se mais práticas quando as quantidades são modestas ou quando o projeto ainda está sujeito a alterações. A escolha adequada deve ser avaliada tendo em conta o volume real, a geometria da peça, os requisitos de tolerância, as alterações de projeto previstas e a procura recorrente.
O que indicar num desenho de dobradiça carimbado
Como a matriz é cortada de acordo com o desenho, qualquer aspeto que fique vago no desenho é decidido pelo fabricante de ferramentas e não por si. Um desenho de estampagem claro evita a maioria das divergências que surgem após a produção da primeira peça.
| Especificar | Por que é importante na estampagem |
|---|---|
| Tipo e espessura do material | Determina a capacidade de carga, a moldabilidade e o custo; não é visível após o acabamento |
| Diâmetro, espaçamento e tipo dos orifícios | Perfurado na matriz — o padrão fica fixo assim que a matriz é cortada |
| Requisitos relativos ao rebaixo ou à ranhura | Moldados na matriz; adicioná-los posteriormente implica uma mudança de ferramenta |
| As tolerâncias que realmente importam | Uma tolerância restrita em todos os aspetos aumenta os custos; uma tolerância restrita onde é importante resulta mais económico |
| Limite de rebarbas e requisitos de remoção de rebarbas | Define uma norma verificável, em vez de uma decisão baseada no critério pessoal |
| Raio de curvatura e ajuste da articulação | Influi no risco de fissuração e na suavidade do deslizamento do pino |
Vale a pena debruçar-se sobre a questão das tolerâncias. Exigir tolerâncias apertadas em todas as dimensões é um erro comum e dispendioso, pois aumenta os custos de ferramentas e inspeção para características que não o exigem. A abordagem mais eficaz consiste em identificar as poucas dimensões que controlam efetivamente o encaixe — normalmente o padrão de orifícios e a articulação — e especificá-las com rigor, mantendo as restantes com tolerância padrão. Acertar no padrão de orifícios, em particular, é o que determina se a dobradiça encaixa corretamente, razão pela qual vale a pena confirmar a disposição dos orifícios antes de fazer a encomenda.
A estampagem no contexto
A estampagem é um dos vários métodos de conformação, e saber quando é o mais adequado ajuda-o a compreender o que um fornecedor tem para oferecer. Destaca-se na produção em série de peças planas e ligeiramente conformadas — a clássica forma de folha de dobradiça —, onde a sua velocidade e repetibilidade são difíceis de superar. Em geral, não é adequado para corpos espessos e tridimensionais, que podem ser melhor produzidos por fundição ou maquinagem, nem para caixas de dobradiças de torque detalhadas, que podem exigir fundição sob pressão, maquinagem ou uma combinação de processos.
Para um comprador, o método de conformação constitui uma decisão importante em termos de conceção e custos. Uma proposta de estampagem deve corresponder aos requisitos relativos à geometria, ao volume, ao material e às tolerâncias da peça.
Se pretender que uma peça seja analisada tendo em conta o método de conformação adequado à sua carga e volume, pode Envie-nos o desenho para análise.
Perguntas frequentes
Como é que as dobradiças industriais são fabricadas por estampagem?
Uma prensa pressiona uma matriz de aço endurecido contra uma chapa plana ou bobina, e a matriz executa uma sequência de operações: o corte de recorte define o contorno da folha, a perfuração cria os orifícios de montagem, a conformação dá forma a elementos como rebaixamentos ou deslocamentos, e a curvatura enrola a borda na saliência que segura o pino. Numa matriz progressiva, a bobina avança estação a estação, pelo que uma tira entra por uma extremidade e as chapas estampadas saem após a estação final.
Por que é que as dobradiças estampadas à medida têm um custo de ferramentas e uma quantidade mínima de encomenda?
Uma vez que uma matriz tem de ser concebida, maquinada, montada e testada antes da produção, o custo inicial do equipamento de produção é frequentemente orçamentado separadamente. A configuração da matriz, a preparação do material, o teste das peças, o manuseamento do lote e a conclusão da inspeção também geram custos, independentemente da quantidade; por isso, os fornecedores podem estabelecer uma quantidade mínima de encomenda (MOQ) para garantir a rentabilidade da produção.
O que causa as rebarbas nas dobradiças estampadas?
As rebarbas formam-se porque um punção corta a chapa: o metal dobra-se, é cortado e, em seguida, fratura-se, deixando uma saliência no lado de saída. O tamanho da rebarba depende em grande parte da folga entre o punção e a matriz, do estado do material, do alinhamento e do desgaste da ferramenta. Uma folga correta e ferramentas bem conservadas ajudam a manter as rebarbas sob controlo; uma folga excessiva ou ferramentas gastas podem produzir rebarbas maiores e irregulares. Um requisito de rebarbação bem definido reduz o risco de um assentamento deficiente e cria uma melhor condição da aresta antes do acabamento.
Será que a estampagem é melhor do que a fundição ou a usinagem para a produção de dobradiças?
Depende da peça. A estampagem destaca-se na produção em série de peças planas e ligeiramente moldadas, onde a sua velocidade e repetibilidade são difíceis de superar. Em geral, não é a melhor opção para peças espessas e tridimensionais, que podem ser melhor fabricadas por fundição ou maquinagem, nem para caixas de articulações de torque detalhadas, que podem exigir fundição sob pressão, maquinagem ou uma combinação de processos. Para um pequeno número de protótipos, a maquinagem ou o corte a laser de um lote reduzido costuma ser mais vantajoso do que a criação de uma matriz, uma vez que a estampagem só compensa o custo das ferramentas quando produzida em grande volume.
O que devo indicar num desenho de dobradiça estampada?
Indique a classe e a espessura do material, o diâmetro, o espaçamento e o tipo dos orifícios, quaisquer requisitos relativos a escareamento ou ranhuras, um limite de rebarbas ou requisito de rebarbação, e o raio de curvatura ou o ajuste da articulação. Especifique uma tolerância apertada apenas onde esta controle o ajuste — normalmente o padrão de orifícios e a articulação — e mantenha o resto com tolerância padrão, uma vez que uma tolerância apertada em todas as partes aumenta os custos de ferramentas e inspeção sem melhorar a peça.