Wie industrielle Scharniere durch Stanzen hergestellt werden: Stanzwerkzeuge und Werkzeugbau
Das Stanzen ist eines der wichtigsten Fertigungsverfahren für Scharnierflügel aus Blech und erklärt einen Großteil dessen, was Käufer an Scharnierangeboten verwirrend finden: warum für ein maßgefertigtes Scharnier Werkzeugkosten anfallen, warum es möglicherweise eine Mindestbestellmenge gibt, warum die Kantenqualität je nach Lieferant variiert und warum dieselbe Zeichnung aus verschiedenen Fabriken mit unterschiedlichen Toleranzen zurückkommen kann. Dies hängt zum großen Teil von der Werkzeugstrategie, dem Zustand der Stanzwerkzeuge, dem Material und der Pressenkonfiguration ab.
Dieser Leitfaden erklärt, wie das Stanzen von Scharnieren tatsächlich funktioniert – welche Rolle die Stanzform spielt, wie aus einem flachen Stahlband ein Scharnierblatt mit Löchern und einem gerollten Gelenk entsteht und wie jeder Schritt in diesem Ablauf die Grate, die Toleranz und die Kosten bestimmt, mit denen Sie später leben müssen. Er richtet sich an Ingenieure und Einkäufer, die ein Angebot für Stanzteile richtig einschätzen und wissen möchten, welche Fragen tatsächlich von Bedeutung sind.
Zusammenfassung: Was ist Scharnierprägen?
Das Stanzen von Scharnieren ist ein Press- und Stanzverfahren, bei dem flaches Blech oder Coilmaterial zu einem gestanzten und geformten Scharnierblatt verarbeitet wird. Eine Presse drückt ein Werkzeug aus gehärtetem Stahl in das Metall, und in einer kontrollierten Abfolge schneidet das Werkzeug die Umrisse des Scharnierflügels aus (Stanzen), stanzt die Befestigungslöcher (Lochung), formt etwaige erhabene oder versetzte Merkmale und rollt die Kante zu dem Gelenkstück, das den Stift aufnehmen wird. Da das Werkzeug die Geometrie des Teils enthält, kann das Stanzen schnell und mit hoher Wiederholgenauigkeit erfolgen, sobald sich das Werkzeug bewährt hat – allerdings muss das Werkzeug zunächst konstruiert und gefertigt werden, woraus ein Großteil der Kosten für kundenspezifische Werkzeuge entsteht. Materialbeschaffenheit, Dicke, Zuführgenauigkeit, Pressenkonfiguration, Schmierung, Werkzeugspiel und Werkzeugzustand beeinflussen alle die Gratbildung, die Ebenheit und die Lochtoleranz.

Was passiert im Inneren des Stempels?
Je nach Werkzeugstrategie können das Stanzen, das Lochen, das Umformen und das Biegen in Folgeverbundstationen integriert oder in separaten Pressvorgängen durchgeführt werden. Nur wenn man diese vier Arbeitsschritte versteht, lässt sich ein Angebot für das Stanzen richtig einschätzen.
1. Ausblenden
Die Stanzform stanzt den Umriss des Blattes aus dem Blech oder der Spule aus. Dadurch werden die Gesamtform und die Abmessungen des Teils festgelegt.
2. Piercing
Stempel stanzen das Metall durch, um die Befestigungslöcher zu erzeugen. Die Position und der Abstand der Löcher werden durch die Matrize festgelegt, nicht durch einen separaten Bohrschritt.
3. Formgebung
Die Stanzform prägt die flachen Rohlinge – Senkungen, Prägungen oder abgestufte Versätze –, ohne dabei Metall wegzuschneiden.
4. Biegen / Krümmen
Der Rand des Blattes wird in das Gelenk eingerollt, in dem sich der Stift befindet, und so entsteht die Geometrie mit dem gebogenen Arm.
Bei Ein-Schritt- oder mehrstufigen Werkzeugen werden die Arbeitsschritte in separaten Pressstufen oder mit separaten Werkzeugen ausgeführt. Bei einem Folgeverbundwerkzeug wird das Coil Station für Station weitergeführt, und bei jedem Hub wird ein anderer Arbeitsschritt ausgeführt, sodass ein Band an einem Ende einläuft und die gestanzten Teile nach der letzten Station austreten. Die Konstruktion und Herstellung von Folgeverbundwerkzeugen ist in der Regel kostspieliger, dafür lassen sie sich bei konstanten Produktionsmengen schneller und mit weniger Handhabungsschritten betreiben.
Warum die Form die Qualität in den nachfolgenden Prozessschritten beeinflusst
Das Stanzwerkzeug ist ein Teil des Prozesses, den Käufer selten zu Gesicht bekommen, der jedoch die Geometrie und die Schnittqualität eines gestanzten Scharniers maßgeblich beeinflusst. Das Stanzwerkzeug legt die Geometrie fest, während Materialbeschaffenheit, Zuführgenauigkeit, Pressenkonfiguration, Schmierung und Werkzeugwartung darüber entscheiden, wie konsistent diese Geometrie reproduziert wird. Dies hat mehrere Konsequenzen, die es zu verstehen gilt.
| Der Faktor | Was es steuert | Was Käufern auffällt |
|---|---|---|
| Konstruktion und Verarbeitungsqualität der Stanzform | Teilegeometrie, Lochbild, Toleranz | Ob die Teile zum vorhandenen Lochbild passen |
| Abstand zwischen Stempel und Matrize | Qualität der Schnittkante und Grathöhe | Scharfe Grate an Löchern und Kanten |
| Verschleiß der Stempel im Laufe der Zeit | Gleichbleibende Qualität über einen langen Produktionslauf hinweg | Die späteren Teile unterscheiden sich von den ersten Exemplaren |
| Wartungsplan für die Stanzwerkzeuge | Gratebildung und Maßabweichungen | Qualitätsschwankungen zwischen den Aufträgen |
Aus diesem Grund sollten bei der Bewertung eines gestanzten Scharniers der Zustand der Werkzeuge und deren Wartung berücksichtigt werden. Ein Erstmuster zeigt, was der Prozess zum Zeitpunkt der Freigabe leisten kann, doch erst die laufende Produktionskontrolle entscheidet darüber, ob spätere Teile weiterhin dem freigegebenen Muster entsprechen.
Woher Grate kommen – und warum sie wichtig sind
Jede gestanzte Kante ist eine gescherte Kante, und auf der Austrittsseite entstehen in der Regel Grate. Das Verständnis der Gratbildung hilft Einkäufern dabei, einen kontrollierten Stanzvorgang von übermäßigen Graten zu unterscheiden, die durch Spiel, Verschleiß oder Einrichtungsprobleme verursacht werden.
Wenn ein Stempel durch Blech schneidet, trennt sich das Material nicht sauber entlang einer Linie. Es rollt oben leicht um, wird in der Mitte durchgeschnitten und bricht unten ab, wobei auf der Austrittsseite eine kleine, erhabene Kante zurückbleibt. Die Größe dieses Grats hängt stark vom Abstand zwischen Stempel und Matrize sowie vom Verschleißgrad der Werkzeuge ab: Ein korrekter Abstand und scharfe Werkzeuge erzeugen einen kleinen, kontrollierten Grat, während ein zu großer Abstand oder ein stumpfer, abgenutzter Stempel einen großen, ausgefransten Grat verursacht. Da die Löcher im selben Arbeitsgang gestanzt werden, sind die Lochkanten – genau dort, wo Befestigungselemente sitzen und wo die Beschichtung in der Regel am dünnsten ist – eine häufige Stelle, an der Grate auftreten.
Warum das wichtig ist: Übermäßige Grate können verhindern, dass sich das Blech flach auflegt, und vor der Endbearbeitung zu einem schlechten Zustand der Kanten führen. Der detaillierte Zusammenhang zwischen Entgraten, Beschichtungsabdeckung und Kantenkorrosion wird in unserem Leitfaden zu Qualität der Scharniere vor der Oberflächenbehandlung.
Praktisch gesehen ist die Grösse der Grate ein Ergebnis der Werkzeugauslegung und des Fertigungsprozesses. Die Steuerung des Abstands zwischen Stempel und Matrize, die Überwachung des Verschleißes, die Wartung der Werkzeuge und die Festlegung der Anforderungen an die Entgratung tragen dazu bei, die Kantenqualität vom Erstmuster bis zur Serienfertigung konstant zu halten.
Materialstärke und warum man sie nicht einfach schätzen kann
Das Stanzen beginnt mit einer vorgegebenen Blech- oder Coilstärke, und diese Dicke ist eine der entscheidenden Variablen bei der Preisgestaltung für Scharniere. Sie beeinflusst, wie viel Last das Scharnierblatt tragen kann, wie widerstandsfähig es gegen Verbiegen ist und wie sich das Material beim Umformen verhält.
Dickeres Material hält im Allgemeinen höheren Belastungen stand und ist verformungsbeständiger, erfordert jedoch auch eine höhere Presskraft, kann den Werkzeugverschleiß erhöhen und lässt sich möglicherweise schwerer zu einem engen Gelenk formen, ohne dass Risse entstehen. Dünneres Material lässt sich leichter umformen und kann Material- und Verarbeitungskosten senken, doch ein zu dünnes Blech kann sich unter Betriebsbelastung im Bereich der Befestigungslöcher verbiegen, durchhängen oder reißen. Da die Materialstärke anhand eines Fotos schwer zu beurteilen ist, sollte sie in der Zeichnung angegeben und überprüft werden, anstatt von ihr auszugehen.
Die Schlussfolgerung für Einkäufer ist einfach: Die Materialstärke muss in der Zeichnung und im Angebot ausdrücklich angegeben sein und sollte bei der Musterfreigabe oder der Wareneingangskontrolle bestätigt werden.
Warum bei Sonderprägungen Werkzeugkosten anfallen und eine Mindestbestellmenge gilt
Eine häufig gestellte Frage zu maßgefertigten, gestanzten Scharnieren lautet, warum die Werkzeugkosten separat angeboten werden und warum ein Lieferant unter Umständen eine Mindestbestellmenge verlangt. Die Antwort liegt in der Regel eher in den wirtschaftlichen Aspekten der Werkzeugkonstruktion, der Einrichtung, der Materialvorbereitung, der Handhabung und der Qualitätsprüfung als allein im Presszyklus.
Die Werkzeugkosten
Ein Werkzeug ist ein Präzisionswerkzeug, das speziell für ein bestimmtes Bauteil angefertigt wird. Es muss konstruiert, bearbeitet, montiert und getestet werden, bevor die Produktion beginnen kann.
Die anfänglichen Konstruktions- und Fertigungsarbeiten sind weitgehend unabhängig von der Menge der Erstbestellung, weshalb sie üblicherweise separat angeboten werden und nicht im Stückpreis enthalten sind.
Die Mindestbestellmenge
Das Einsetzen einer Form in eine Presse, das Ausrichten, die Vorbereitung des Materials und die Herstellung der ersten Testteile nehmen Zeit in Anspruch, unabhängig davon, wie viele Teile anschließend folgen. Unterhalb einer bestimmten Stückzahl können Rüstzeit, Handhabung und Prüfung einen Großteil der Kosten pro Teil ausmachen, weshalb Lieferanten unter Umständen eine Mindestbestellmenge festlegen.
Die anfängliche Konstruktion und der Bau der Form sind in der Regel einmalige Kosten, auch wenn Einrichtung, Wartung, Reparatur, Lagerung, Austausch von Verschleißteilen und zukünftige Änderungen weiterhin laufende Kosten verursachen können. Bei Nachbestellungen entfallen in der Regel die Vorlaufzeit für die anfängliche Konstruktion und den Bau der Form, doch der Stückpreis hängt weiterhin von der Bestellmenge, den Materialkosten, der Einrichtung, dem Zustand der Werkzeuge und den Prüfanforderungen ab.
Außerdem wird erläutert, wann das Stanzen möglicherweise nicht die beste Lösung ist. Bei kleinen Prototypenmengen können Zerspanung oder Laserschneiden praktischer sein als die Herstellung von Serienwerkzeugen. Die Stückzahl, ab der das Stanzen wirtschaftlich wird, hängt von der Teilegeometrie, dem Material, der Komplexität der Werkzeuge, der Rüstung und der erwarteten Wiederholungsnachfrage ab.
Einstufige oder mehrstufige Werkzeuge im Vergleich zu Folgeverbundwerkzeugen
Nicht alle Stanzwerkzeuge sind gleich, und die Art des Werkzeugs, das ein Lieferant vorschlägt, gibt Aufschluss darüber, wie er sich den Produktionsablauf des Bauteils vorstellt. Die Wahl hängt hauptsächlich vom Produktionsvolumen ab und wirkt sich sowohl auf die Vorabkosten als auch auf die Stückkosten aus.
| Ein-Schritt-Verfahren / mehrstufige Werkzeugausstattung | Folgeformwerkzeug | |
|---|---|---|
| So funktioniert es | Arbeitsschritte, die in separaten Pressstufen oder mit separaten Werkzeugen durchgeführt werden | Die Spule durchläuft die Stationen; bei jedem Hub wird ein anderer Arbeitsschritt ausgeführt |
| Werkzeugkosten | Geringere Kosten für Planung und Bau | Höher – mehr Messstationen, höhere Genauigkeit |
| Geschwindigkeit pro Teil | Langsamer; mehr Fahrspaß | Deutlich schneller; minimaler Aufwand |
| Konsistenz | Die Konsistenz hängt stärker von der Übertragung und der Steuerung der Einstellungen ab | Higher – Geometrie in einem einzigen Werkzeug integriert |
| Am besten für | Geringeres Volumen, einfachere Blätter oder Designs, die noch weiter verfeinert werden | Stabile Scharnierfamilien mit höheren Stückzahlen |
Der Kompromiss liegt auf der Hand: Die Herstellung einer Folgeform ist in der Regel kostspieliger, kann jedoch bei konstantem Produktionsvolumen den Handhabungsaufwand und die Stückkosten senken. Einstufige oder mehrstufige Werkzeuge können praktischer sein, wenn die Stückzahlen gering sind oder sich die Konstruktion noch ändern könnte. Die richtige Wahl sollte unter Berücksichtigung des tatsächlichen Produktionsvolumens, der Teilegeometrie, der Toleranzanforderungen, der zu erwartenden Konstruktionsänderungen und der Nachfrage nach Wiederholungsaufträgen getroffen werden.
Was ist in einer gestempelten Scharnierzeichnung anzugeben?
Da die Matrize gemäß der Zeichnung gefertigt wird, entscheidet der Werkzeugbauer – und nicht Sie – über alles, was in der Zeichnung unklar bleibt. Eine eindeutige Stanzzeichnung verhindert die meisten Streitigkeiten, die nach dem Erstmuster auftreten.
| Geben Sie an. | Warum dies beim Stanzen wichtig ist |
|---|---|
| Materialsorte und Dicke | Bestimmt die Tragfähigkeit, Formbarkeit und die Kosten; nach der Endbearbeitung nicht mehr sichtbar |
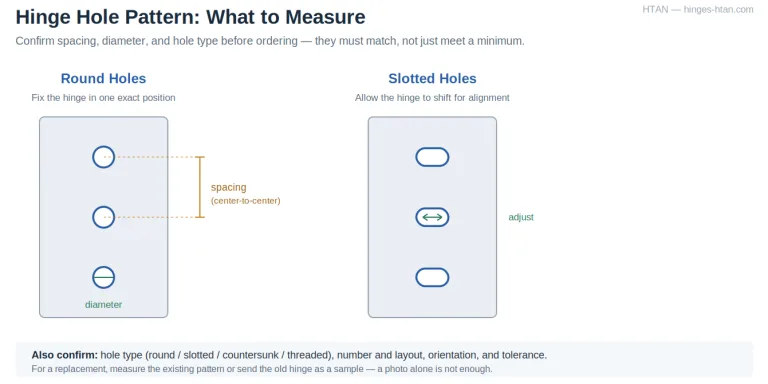
| Lochdurchmesser, Abstand und Art | In die Matrize gestanzt – das Muster ist festgelegt, sobald die Matrize geschnitten ist |
| Anforderungen an Senkungen oder Schlitze | Im Werkzeug geformt; werden sie später hinzugefügt, ist ein Werkzeugwechsel erforderlich |
| Toleranzen, auf die es wirklich ankommt | Überall enge Toleranzen treiben die Kosten in die Höhe; enge Toleranzen dort, wo es darauf ankommt, sind kostengünstig |
| Grätgrenze und Entgratungsanforderung | Legt einen überprüfbaren Standard fest, anstatt sich auf Ermessensentscheidungen zu verlassen |
| Biegeradius und Passform der Gelenke | Beeinflusst das Rissrisiko und den Lauf der Nadel |
Die Zeile zu den Toleranzen verdient besondere Beachtung. Die Forderung nach engen Toleranzen bei jedem Maß ist ein häufiger und kostspieliger Fehler, da dadurch die Werkzeug- und Prüfkosten für Merkmale in die Höhe getrieben werden, bei denen dies gar nicht erforderlich ist. Der produktive Ansatz besteht darin, die wenigen Maße zu identifizieren, die tatsächlich die Passung bestimmen – in der Regel das Lochbild und das Gelenk – und diese eng zu spezifizieren, während der Rest mit Standardtoleranz belassen wird. Insbesondere die korrekte Auslegung des Lochbilds entscheidet darüber, ob sich das Scharnier sauber montieren lässt, weshalb es sich lohnt, Vor der Bestellung das Lochmuster überprüfen.
Stempeln im Kontext
Das Stanzen ist eines von mehreren Umformverfahren, und wenn Sie wissen, wann es das richtige ist, können Sie das Angebot eines Lieferanten besser einschätzen. Es eignet sich hervorragend für flache und leicht geformte Bleche in großen Stückzahlen – die klassische Form eines Scharnierblatts –, wobei seine Geschwindigkeit und Wiederholgenauigkeit kaum zu übertreffen sind. Im Allgemeinen eignet es sich jedoch schlecht für dicke, dreidimensionale Körper, die besser gegossen oder zerspanend bearbeitet werden sollten, sowie für detaillierte Drehgelenkgehäuse, die möglicherweise Druckguss, Zerspanung oder eine Kombination verschiedener Verfahren erfordern.
Für einen Käufer ist das Umformverfahren eine wichtige Entscheidung hinsichtlich Konstruktion und Kosten. Ein Angebot für ein Stanzteil sollte den Anforderungen an Geometrie, Stückzahl, Material und Toleranzen des Bauteils entsprechen.
Wenn Sie möchten, dass ein Bauteil im Hinblick auf das für Ihre Belastung und Ihr Volumen geeignete Umformverfahren geprüft wird, können Sie Schicken Sie uns die Zeichnung zur Überprüfung.
FAQs
Wie werden Industriescharniere im Stanzverfahren hergestellt?
Eine Presse drückt eine Matrize aus gehärtetem Stahl in ein Flachblech oder eine Spule, und die Matrize führt eine Abfolge von Arbeitsschritten durch: Beim Stanzen wird der Umriss des Blechs ausgeschnitten, beim Lochen werden die Befestigungslöcher gestanzt, beim Umformen werden Formmerkmale wie Senkungen oder Versätze hergestellt, und beim Biegen wird die Kante in die Lasche gerollt, die den Stift hält. Bei einem Folgewerkzeug wird das Coil Station für Station weitergeführt, sodass ein Band an einem Ende einläuft und die gestanzten Bleche nach der letzten Station austreten.
Warum fallen bei individuell geprägten Scharnieren Werkzeugkosten und eine Mindestbestellmenge an?
Da eine Form vor der Serienfertigung entworfen, gefertigt, montiert und getestet werden muss, wird die Kosten für die Erstausstattung oft separat angeboten. Das Einrichten der Form, die Materialvorbereitung, das Testen der Teile, die Abwicklung der Charge und die abschließende Prüfung verursachen ebenfalls Kosten, die unabhängig von der Stückzahl anfallen. Daher legen Lieferanten unter Umständen eine Mindestbestellmenge fest, um die Produktion wirtschaftlich zu gestalten.
Was verursacht Grate an gestanzten Scharnieren?
Grate entstehen, weil ein Stempel das Blech abschert: Das Metall wird umgelegt, abgeschert und bricht anschließend ab, wodurch auf der Austrittsseite eine erhabene Kante zurückbleibt. Die Größe der Grate hängt weitgehend vom Spiel zwischen Stempel und Matrize, vom Materialzustand, von der Ausrichtung und vom Werkzeugverschleiß ab. Ein korrektes Spiel und gut gewartete Werkzeuge tragen dazu bei, die Gratbildung unter Kontrolle zu halten; ein zu großes Spiel oder abgenutzte Werkzeuge können zu größeren, ausgefransten Graten führen. Eine festgelegte Anforderung an die Entgratung verringert das Risiko eines schlechten Sitzes und sorgt für einen besseren Kantenzustand vor der Endbearbeitung.
Ist das Stanzen für Scharniere besser als Gießen oder Zerspanen?
Das hängt vom jeweiligen Bauteil ab. Das Stanzen eignet sich hervorragend für flache und leicht geformte Bleche in großen Stückzahlen, wo seine Geschwindigkeit und Wiederholgenauigkeit kaum zu übertreffen sind. Es ist im Allgemeinen weniger geeignet für dicke, dreidimensionale Körper, die besser gegossen oder bearbeitet werden sollten, sowie für detaillierte Drehgelenkgehäuse, die möglicherweise Druckguss, Zerspanung oder eine Kombination verschiedener Verfahren erfordern. Bei einer Handvoll Prototypen ist das Zerspanen oder Laserschneiden einer kleinen Charge in der Regel kostengünstiger als die Herstellung einer Stanzform, da sich die Werkzeugkosten beim Stanzen erst bei großen Stückzahlen amortisieren.
Was muss ich auf einer gestempelten Scharnierzeichnung angeben?
Geben Sie die Werkstoffsorte und -stärke, den Lochdurchmesser, den Abstand und die Art der Bohrung, etwaige Anforderungen an Senkungen oder Schlitze, eine Grenzwertvorgabe für Grate oder Entgratungsanforderungen sowie den Biegeradius oder die Knöchelpassung an. Legen Sie enge Toleranzen nur dort fest, wo sie die Passung bestimmen – in der Regel das Lochmuster und die Knickstelle –, und belassen Sie den Rest bei Standardtoleranzen, da durchgängig enge Toleranzen die Werkzeug- und Prüfkosten erhöhen, ohne die Qualität des Bauteils zu verbessern.