So werden Torque-Scharniere hergestellt: Druckguss und Montage
Das Verständnis der Funktionsweise von Drehscharnieren ist unerlässlich, wenn ein Erstausrüster mehr als nur ein Teil benötigt, das sich einfach dreht. Ein Drehscharnier muss einen kontrollierten Widerstand erzeugen, eine Verkleidung im gewünschten Winkel halten, von Stück zu Stück ein einheitliches Gefühl vermitteln und auch nach wiederholten Bewegungen seine Funktionsfähigkeit bewahren. Diese Eigenschaften werden nicht allein durch das Gehäuse erzielt. Sie ergeben sich aus dem Zusammenspiel zwischen dem gegossenen oder bearbeiteten Körper, der Wellengeometrie, den Reibflächen, der Vorspannung durch Federn oder Unterlegscheiben, der Montagereihenfolge, den Schmierbedingungen und der abschließenden Kalibrierung.
Dieser Leitfaden verfolgt diese Fertigungskette vom Druckguss über die Präzisionsmontage bis hin zur Drehmomentprüfung. Er richtet sich an Ingenieure, Qualitätsteams und Einkäufer, die feststellen müssen, ob ein Lieferant das gleiche mechanische Verhalten bei Mustern und in der Serienfertigung reproduzieren kann – und nicht nur zwei Scharniere herstellt, die gleich aussehen.
Kurzantwort: Wie werden Torque-Scharniere hergestellt?
Viele kompakte Drehmomentscharniere werden hergestellt, indem ein Gehäuse aus einer Zink- oder Aluminiumlegierung im Druckgussverfahren gegossen, dessen kritische Schnittstellen beschnitten und bearbeitet, die Welle und die Reibungskomponenten vorbereitet, diese Komponenten in einer festgelegten Reihenfolge montiert, eine vorgegebene Vorspannung aufgebracht, die Baugruppe axial gesichert und das resultierende Drehmomentverhalten gemessen wird. Je nach Konstruktion kann das Reibungssystem Kontaktflächen aus Metall oder Polymer, Federscheiben, Reibscheiben, umwickelte Elemente oder andere firmeneigene Strukturen verwenden. Das Fertigungsziel ist nicht nur die Maßhaltigkeit. Es geht auch um ein wiederholbares Losbrechdrehmoment, Laufdrehmoment, Richtungsabhängigkeit, Laufruhe und Halteverhalten innerhalb der projektspezifischen Akzeptanzgrenzen.
Warum Drehscharniere einen anderen Fertigungsweg erfordern
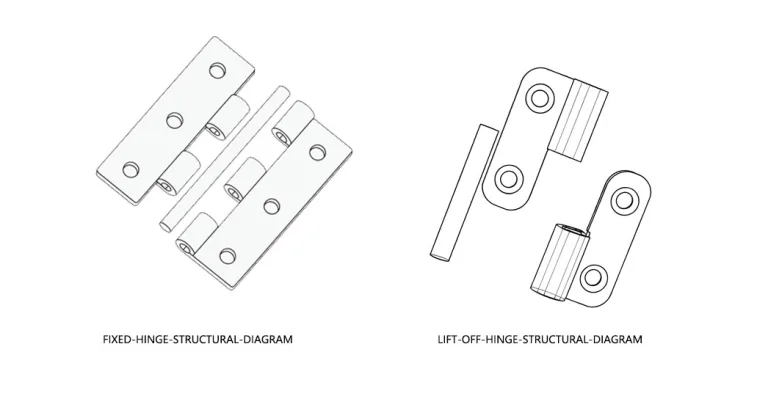
Ein herkömmliches Stumpfscharnier kann seine Grundfunktion erfüllen, wenn sich zwei Flügel um einen ausreichend ausgerichteten Drehzapfen drehen. Ein Drehmomentscharnier hat eine zusätzliche Aufgabe: Es muss dieser Drehung gezielt entgegenwirken. Das Gehäuse und die Welle werden daher nicht nur zu einer Drehkonstruktion, sondern zu Bestandteilen eines Reibungsregelsystems.
Geringfügige Abweichungen, die bei einem frei schwingenden Scharnier noch tolerierbar sind, können bei einem Drehmomentscharnier sichtbar werden. Eine Änderung des Wellendurchmessers, der Oberflächenbeschaffenheit der Reibflächen, der Unterlegscheibendicke, der Federvorspannung, der Schmierstoffmenge oder der Montagepressung kann die Betätigungskraft und das Haltemoment verändern. Gleiche Außenabmessungen garantieren nicht dasselbe mechanische Verhalten.
| Fertigungsvariable | Drehmoment-Scharnier-Effekt | Mögliches Symptom auf Benutzerebene |
|---|---|---|
| Passung der Gehäusebohrung oder Welle | Ändert die Ausrichtung und das Kontaktverhalten | Klemmen, Geräusche, ungleichmäßige Drehung |
| Zustand der Reibfläche | Verändert den Reibungskoeffizienten und das Verschleißverhalten | Drehmomentschwankungen, Stick-Slip-Effekt |
| Vorspannung durch Feder oder Unterlegscheibe | Ändert die Normalkraft im Reibungsstapel | Zu locker, zu steif, ungleichmäßiger Halt |
| Schmierstoffart oder -menge | Verändert das Laufgefühl und das Temperaturverhalten | Schweres Anlaufen, Drehmomentabfall, Verschmutzung |
| Montagekompression | Änderungen der Gesamtbelastung des Reibungspakets | Abweichungen zwischen den einzelnen Einheiten |
| Axiale Retention | Regelt die Stapelposition während des Zyklus | Seitenspiel, Lockerung, Drehmomentabweichung |
Aufgrund dieser fertigungstechnischen Empfindlichkeit werden Drehmomentscharniere in der Fertigung anders behandelt als Blechscharniere: Über die Qualität entscheiden in erster Linie die Präzision der Schnittstellen, die Gleichmäßigkeit der Reibungskomponenten, die Montage und die Kalibrierung. Das ist auch der Grund, warum Scharniere, die als Satz funktionieren müssen, häufig geprüft werden, um übereinstimmende Paare anstatt zufällig ausgewählt zu werden.
Fertigungsarchitektur: Was wird eigentlich hergestellt?
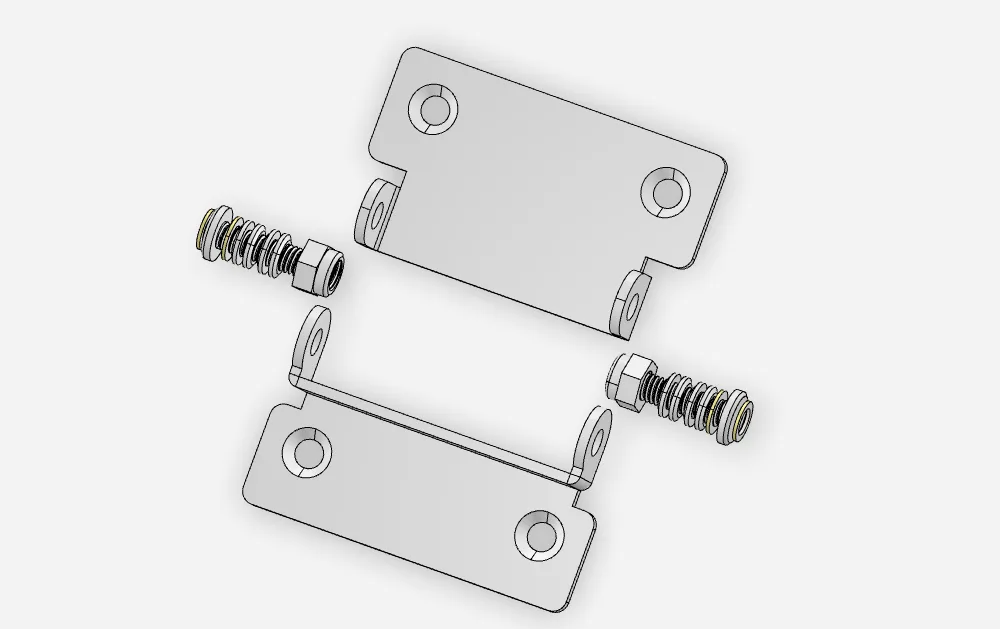
Es gibt keine einheitliche, universell einsetzbare Drehmoment-Scharnierkonstruktion. Vor der Bewertung eines Verfahrens muss der Käufer verstehen, welche Komponenten im vorgeschlagenen Entwurf Drehmomente erzeugen und welche Komponenten lediglich der Struktur oder der Befestigung dienen.
| Komponente | Hauptfunktion | Produktionsunternehmen |
|---|---|---|
| Gehäuse oder Korpus | Unterstützt den Mechanismus und die Befestigungsgeometrie | Porosität, Formstabilität, Bearbeitungsbezugspunkte |
| Welle oder Drehpunkt | Überträgt die Drehbewegung über den Reibungsmechanismus | Durchmesser, Geradheit, Härte, Oberflächengüte |
| Reibscheiben oder Kontaktelemente | Kontrollierten Drehwiderstand erzeugen | Dicke, Ebenheit, Materialcharge, Oberflächenbeschaffenheit |
| Federscheiben oder Vorspannelemente | Auf Reibungsschnittstellen eine Normalkraft anwenden | Konsistenz von Belastung und Durchbiegung, Stapelausrichtung |
| Distanzstück, Hülse oder Buchse | Regelt Position, Ausrichtung und Verschleißfläche | Länge, Rundlaufgenauigkeit, Materialverträglichkeit |
| Sicherungselement, Niete, Mutter oder geformtes Ende | Sorgt für eine axiale Kompression und verhindert ein Auseinanderdriften | Haltekraft, Axialspiel, bleibende Verformung |
| Einstellschraube, bei Verwendung | Änderungen am Vorlauf nach der Montage | Gewindepassung, Befestigungsart, nutzbarer Einstellbereich |
Ein Lieferant sollte in der Lage sein, die drehmomenterzeugende Schnittstelle in der Konstruktion zu identifizieren. Aussagen wie „Reibung im Inneren“ reichen für eine technische Überprüfung nicht aus. Die entscheidende Frage lautet: Welche Oberflächen bewegen sich gegeneinander, wodurch entsteht die Kontaktkraft und welche Abmessungen bestimmen diese Kraft?
Schritt 1: Druckguss des Gehäuses für das Drehmomentgelenk

Der Druckguss wird häufig eingesetzt, wenn ein Drehgelenk einen kompakten Körper mit integrierten Befestigungselementen, Rippen, Aussparungen, Vorsprüngen, Anschlägen oder optischen Oberflächen erfordert. Für filigrane Kleinteile und aufgrund ihrer guten Gießbarkeit werden oft Zinklegierungen gewählt; Aluminiumlegierungen können verwendet werden, wenn ein geringeres Gewicht oder ein anderes Verhältnis von Festigkeit zu Gewicht erforderlich ist. Die konkrete Legierung muss anhand der Zeichnung oder der Materialspezifikation des Lieferanten bestätigt werden.
Die geschmolzene Legierung wird unter Druck in eine Stahlform eingespritzt. Die Form prägt die Außenkontur, die inneren Hohlräume, die Vorsprünge und die montagefertige Geometrie. Nach dem Erstarren wird das Gussteil durch Auswerferstifte aus der Form gelöst. Anguss, Angusskanäle, überschüssiges Material und Grate werden entfernt, bevor das Gehäuse den Weiterverarbeitungsschritten zugeführt wird.
Was der Würfel steuern muss
- Materialfluss: Der Hohlraum muss sich füllen, bevor eine vorzeitige Verfestigung zu unvollständigen Strukturen führt.
- Entlüftung und Überlauf: Eingeschlossene Luft und verdrängtes Metall benötigen kontrollierte Entweichungswege.
- Schrumpfzugabe: Das Werkzeug muss die Materialschrumpfung nach dem Einspritzen berücksichtigen.
- Ansaugen und Ausstoßen: Das Gehäuse muss sich ohne Verformung oder unzulässige Schleifspuren lösen lassen.
- Bearbeitungszugabe: Kritische Bohrungen und Referenzflächen erfordern ausreichend Materialzugabe für eine stabile Nachbearbeitung.
Gussfehler, die für ein Drehmomentscharnier von Bedeutung sind
| Mögliche Gussbedingungen | Warum das hier wichtig ist | Überprüfungsmethode |
|---|---|---|
| Porosität in der Nähe einer bearbeiteten Bohrung | Kann sich während der Bearbeitung öffnen oder einen belasteten Ansatz schwächen | Prüfung der Querschnitte, Röntgenuntersuchung, sofern im Projekt vorgesehen, Prüfung der Bearbeitung |
| Unvollständige Befüllung | Kann die Definition von Elementen oder Wandquerschnitten verringern | Sichtprüfung und Maßprüfung |
| Kaltverschluss oder Förderleitung | Kann auf eine unzureichende Fusion an einer kritischen Stelle hindeuten | Sichtprüfung und projektspezifische Abnahmekriterien |
| Überblendung | Kann das Aufsetzen, die Montage oder die Endbearbeitung beeinträchtigen | Sichtprüfung und Blitzgrenze |
| Verzerrung durch den Auswerfer | Befestigungsflächen oder interne Ausrichtung können verschoben werden | Prüfung der Ebenheit und der Bezugsebene |
Technische Rahmenbedingungen: Eine glatte Außenoberfläche des Gussteils ist kein Beweis dafür, dass die Innenbohrung, die Wandstärke oder der belastete Ansatz den Anforderungen entsprechen. Das äußere Erscheinungsbild und die strukturelle Unversehrtheit sind zwei getrennte Prüfpunkte.
Schritt 2: Zuschneiden, Entgraten und Vorbereiten des Gussteils
Nach dem Auswerfen durchläuft das Gehäuse vor der Präzisionsmontage die Entformung, die Entgratung und das Kantenbrechen. Das sind Standardschritte bei der Gussaufbereitung – doch bei einem Drehmomentgelenk kommt einem dieser Schritte eine besondere Bedeutung zu: die Entfernung aller losen Partikel. Ein kleines Fragment, das in einem Hohlraum zurückbleibt, kann später in die Reibungsfläche wandern und das Scharniergefühl verändern; daher ist Sauberkeit hier nicht nur eine Frage der Optik, sondern auch der Drehmomentsteuerung.
Vor dem Einbau der Reibungskomponenten müssen bei der Reinigung Späne, Schleifrückstände, Trennmittel und Öl entfernt werden, da all diese Stoffe die Kontaktflächen verunreinigen können, über die das Drehmoment übertragen wird. Das Entgraten im Bereich von Wellendurchführungen und Einstellöffnungen hat zudem Einfluss darauf, ob die inneren Komponenten bei der Montage korrekt an den vorgesehenen Flächen anliegen.
Der detaillierte Zusammenhang zwischen Kantenvorbereitung, Reinigung und Beschichtungsleistung wird in einem separaten Leitfaden behandelt unter Vorbereitung der Scharnierfläche vor der Endbearbeitung. Bei der Montage des Drehgelenks stehen vor allem Verunreinigungen und die Passgenauigkeit im Inneren des Mechanismus im Vordergrund.
Schritt 3: Bearbeitung der kritischen Schnittstellen
Durch den Druckguss entsteht eine Gehäuseform, die der Endform nahezu entspricht; die Schnittstellen, die die Ausrichtung und das Reibungsverhalten bestimmen, erfordern jedoch unter Umständen noch Bohren, Reiben, Ausbohren, Planfräsen, Gewindeschneiden oder CNC-Bearbeitung. In der Zeichnung sollten die Gussmaße von den bearbeiteten Maßen unterschieden werden, anstatt für das gesamte Bauteil einheitliche Toleranzvorgaben anzuwenden.
| Entscheidendes Merkmal | Warum es wichtig ist | Typische Zeichnungssteuerung |
|---|---|---|
| Welle oder Lagerbohrung | Regelt die Ausrichtung, den Abstand und das Kontaktmuster | Durchmesser, Lage, Zylindrizität oder Rundlauf, falls erforderlich |
| Reibungsstapelsitz | Regelt die Vorspannungsverteilung und die Ebenheit der Elemente | Tiefe, Ebenheit, Rechtwinkligkeit |
| Montagefläche | Legt fest, wie das Scharnier im Produkt ausgerichtet wird | Ebenheit und Beziehung zur Drehachse |
| Einstellfunktion mit Gewinde | Steuerung der Vorspannungseinstellung und -arretierung | Gewindespezifikation, Eingriff, Lagetoleranz |
| Mechanischer Anschlag | Regelt den Hubweg und die Kontaktposition | Winkelposition und lokale Festigkeit |
Die Norm ISO 2768-1 kann Zeichnungen vereinfachen, indem sie allgemeine Toleranzen für Längen- und Winkelmaße ohne individuelle Toleranzangaben festlegt. Sie legt jedoch weder die richtige Passung für eine Drehmomentgelenkwelle noch die zulässige Bohrungsgeometrie, die erforderliche Vorspannungssumme oder den Drehmoment-Zulassungsbereich fest. Diese funktionskritischen Merkmale erfordern weiterhin individuelle technische Toleranzen und eine projektspezifische Überprüfung.
Käuferprüfung: Fragen Sie nach, welche Maße direkt durch die Form hergestellt und welche nachbearbeitet werden. Ein Lieferant, der diese beiden Gruppen nicht unterscheiden kann, hat möglicherweise die Merkmale, die das Drehmoment-Scharnier-Verhalten bestimmen, nicht identifiziert.
Schritt 4: Vorbereitung der Welle und der Reibungskomponenten
Das Gehäuse nimmt den Mechanismus auf, doch das Drehmoment entsteht an den Reibungsgrenzflächen. Die Welle, die Hülse, die Scheiben, die Unterlegscheiben, die Polymerelemente oder die umwickelten Reibungskomponenten müssen daher als funktionale Einheit betrachtet und nicht als voneinander unabhängige Zukaufteile behandelt werden.
Anforderungen an die Welle
Je nach Konstruktion kann die Welle gedreht, geschliffen, wärmebehandelt, beschichtet, poliert oder einer kontrollierten Strukturierung unterzogen werden müssen. Durchmesser und Geradheit beeinflussen die Passung; die Oberflächenbeschaffenheit wirkt sich auf Reibung und Verschleiß aus; die Härte bestimmt, ob sich die Kontaktfläche nach wiederholten Belastungszyklen verändert. Eine optisch polierte Welle ist nicht automatisch einwandfrei, wenn ihr Durchmesser oder ihr Oberflächenzustand außerhalb der Konstruktionsanforderungen liegt.
Reibungselemente und Vorspannteile
Reibscheiben und Polymerelemente können gestanzt, geformt, bearbeitet oder gemäß den Spezifikationen zugekauft werden. Federscheiben und Wellscheiben müssen in der richtigen Ausrichtung und Stapelreihenfolge eingebaut werden. Ihre freie Höhe allein ist kein Nachweis dafür, dass sie die erforderliche Belastung erzeugen; entscheidend ist das Belastungs-Durchbiegungs-Verhalten bei der eingebauten Kompression.
| Eingabe | Was muss kontrolliert werden? | Status bei fehlenden Daten |
|---|---|---|
| Material und Härte der Welle | Verschleißfestigkeit und Stabilität der Reibfläche | Bestätigung durch den Lieferanten erforderlich |
| Wellendurchmesser und Oberflächenbeschaffenheit | Passform, Reibung und Laufkomfort | Projektspezifisch |
| Material des Reibungselements | Reibungskoeffizient, Verschleiß, Temperaturverhalten | Bestätigung durch den Lieferanten erforderlich |
| Dicke und Ebenheit der Elemente | Gesamthöhe des Stapels und Druckverteilung | Projektspezifisch |
| Federkraft bei Einbauhöhe | Normalkraft, die auf Reibungsgrenzflächen wirkt | Wird noch bekannt gegeben |
| Schmiermittel oder Trockenreibung | Drehmoment, Geräuschentwicklung, Verschleiß, Empfindlichkeit gegenüber Verunreinigungen | Bestätigung durch den Lieferanten erforderlich |
Schritt 5: Montagereihenfolge und Vorspannungskontrolle
Bei der Montage einer Drehmoment-Scharnier-Baugruppe geht es nicht nur darum, Bauteile zusammenzufügen. Es ist der Schritt, in dem Maßabweichungen zu tatsächlichen Kontaktkräften werden. Die Reihenfolge der Unterlegscheiben und Reibungselemente, ihre Ausrichtung, die Sauberkeit der Kontaktflächen und die abschließende axiale Kompression beeinflussen das Ergebnis.
- Identität der Komponente bestätigen: Überprüfen Sie Gehäuse, Welle, Reibungselemente, Vorspannkomponenten, Distanzstücke und Halterungen anhand der genehmigten Stückliste.
- Reinigen Sie die drehmomentübertragenden Schnittstellen: Späne, Schleifpartikel, überschüssiges Öl und Verunreinigungen durch die Handhabung gemäß dem festgelegten Verfahren entfernen.
- Laden Sie den Stapel in der vorgeschriebenen Reihenfolge: Die Ausrichtung von richtungsabhängigen Bauteilen, Federscheiben und Einwegmechanismen beibehalten.
- Welle einsetzen und ausrichten: Vermeiden Sie es, falsch ausgerichtete Bauteile durch das Gehäuse zu zwängen.
- Wenden Sie die angegebene Komprimierung oder Einstellung an: eine kontrollierte Maßangabe, Kraft, Umformung oder Einstellmethode verwenden.
- Sicherer axialer Halt: Überprüfen Sie die Nietformung, das Verstemmen, die Mutternsicherung, den Einrastvorgang der Klammer oder andere Befestigungsmethoden.
- Axialspiel und freie Beweglichkeit prüfen: Stellen Sie sicher, dass der Stack beibehalten wird, ohne dass es zu unbeabsichtigten Bindungen kommt.
Bei einigen Konstruktionen wird die Vorspannung durch ein festes, vernietetes oder gestecktes Maß hergestellt. Andere verwenden eine Mutter, eine Schraube, eine Wellfeder, einen Tellerfederpaket oder einen einstellbaren Mechanismus. Der Lieferant sollte angeben, welches Montagemerkmal direkt gesteuert wird: die Höhe des eingebauten Pakets, der Umformweg, die aufgebrachte Kraft, das Anzugsdrehmoment, das Abgabedrehmoment oder eine Kombination dieser Faktoren.
Herstellungsnachweis: „Von erfahrenen Mitarbeitern montiert“ ist keine Kontrollmethode. Maßgeblich sind die Montagevorrichtung, die kontrollierte Einstellung, die Arbeitsanweisung, die Rückverfolgbarkeit der Bauteile und die protokollierten Drehmomentwerte.
Schritt 6: Bei der Drehmomentkalibrierung geht es um mehr als nur eine Zahl

Nach der Montage muss das Scharnier als Bewegungssteuerungskomponente vermessen werden. Ein einzelner, manuell erfasster Spitzenwert gibt keinen Aufschluss darüber, wie sich das Scharnier über seinen gesamten Bewegungsbereich verhält. Das Prüfverfahren sollte den Winkelbereich, die Drehzahl, die Drehrichtung, die Anzahl der Konditionierungszyklen, die Ausrichtung der Prüfvorrichtung, die Temperatur sowie die Stellen, an denen die gemessenen Werte erfasst werden, festlegen.
| Gemessene Kenngröße | Was das bedeutet | Warum es wichtig ist |
|---|---|---|
| Losbrechmoment | Zum Anfahren erforderliches Drehmoment | Reduziert den anfänglichen Aufwand für den Benutzer und die Wahrnehmung von Stick-Slip-Effekten |
| Betriebsdrehmoment | Drehmoment bei fortgesetzter Drehung | Steuert das Bewegungsgefühl und den Haltewiderstand |
| Drehmoment-Winkel-Kurve | Über den gesamten Hubbereich gemessenes Drehmoment | Zeigt Spitzen, Einbrüche und winkelabhängige Schwankungen |
| Differenz zwischen Eröffnungs- und Schlusskurs | Unterschied zwischen den Drehrichtungen | Erkennt Hysterese oder beabsichtigtes Einwegverhalten |
| Wiederholbarkeit | Schwankungen über mehrere aufeinanderfolgende Zyklen hinweg bei einem Gerät | Zeigt kurzfristige Stabilität |
| Abweichungen zwischen den einzelnen Einheiten | Variation zwischen mehreren Proben | Zeigt eine gleichbleibende Fertigungsqualität |
| Paarausgleich, falls erforderlich | Unterschied zwischen zwei in einer Baugruppe verwendeten Scharnieren | Trägt dazu bei, ungleichmäßige Bewegungen in Systemen mit zwei Scharnieren zu verhindern |
Der Toleranzbereich ist projektspezifisch. Er kann vom OEM vorgegeben, vom Lieferanten vorab empfohlen oder durch Prototypentests ermittelt werden. Eine vorläufige Empfehlung ist keine Serienfreigabe. Bei der technischen Prüfung wird überprüft, ob der vorgeschlagene Mechanismus plausibel ist; die Musterfreigabe bestätigt die getesteten Muster; die Serienfreigabe erfordert den Nachweis, dass der kontrollierte Prozess das genehmigte Verhalten reproduzieren kann.
Die Dimensionierung des Drehmoments auf der Grundlage des Plattengewichts und des Schwerpunkts gehört in den separaten Auswahlhilfe für Drehmomentscharniere. Auf dieser Seite zum Fertigungsprozess wird davon ausgegangen, dass die für das Projekt erforderlichen Drehmomentwerte bereits festgelegt wurden, und es geht vor allem darum, ob der Prozess diese reproduzieren kann.
Wie sich Fertigungsfehler im fertigen Scharnier zeigen
Anmerkung zum Geltungsbereich: Bei den folgenden Problemen handelt es sich um eingeführte Abweichungen während der Herstellung—sie treten bereits bei den ersten Proben oder über eine gesamte Produktionscharge hinweg auf. Sie unterscheiden sich von Drehmomentverlusten, die sich im Laufe der Lebensdauer entwickeln und die Gegenstand einer separaten Analyse des Drehmomentabfalls und der Drehmomentabflachung sind.
| Festgestelltes Problem | Mögliche Herstellungsquelle | Zu prüfende Belege |
|---|---|---|
| Hohe Losbrechkraft, normales Betriebsdrehmoment | Oberflächenbeschaffenheit, Schmiermittelverteilung, statische Adhäsion | Drehmomentkurve und Reibungsprozesse an der Grenzfläche |
| Drehmoment bei allen Proben zu niedrig | Unzureichende Vorspannung, falsches Reibmaterial, übermäßige Schmierung | Stapelaufzeichnung, Materialidentität, Montageeinstellung |
| Große Schwankungen zwischen den einzelnen Einheiten | Schwankungen in der Bauteilstärke, unkontrollierte Kompression, Abweichungen bei der manuellen Einstellung | Prüf- und Montageprotokolle für Bauteile |
| Das Drehmoment ändert sich stark mit dem Winkel | Fehlausrichtung, ungleichmäßige Auflage, Geometriekonflikt | Drehmoment-Winkel-Kurve und Maßprüfung |
| Geräusche oder Ruckeln | Verunreinigungen, Oberflächenbeschaffenheit, Trockenkontakt, Fluchtungsfehler | Sauberkeitsprotokoll und Überprüfung der Schnittstellen |
| Axiales Spiel nach Zyklen | Verformung durch Rückbeanspruchung oder Setzung der Stapel | Messungen des Axialspiels vor und nach dem Zyklusbetrieb |
| Unausgewogenheit zwischen linker und rechter Seite | Drehmomentschwankungen oder Fehler bei der richtungsabhängigen Montage | Einzelne Kurven und Baugruppenkennzeichnung |
Diese Zusammenhänge dienen der Diagnose und stellen keine automatischen Schlussfolgerungen dar. Ein und dasselbe Symptom kann mehrere Ursachen haben. Eine hilfreiche Antwort des Lieferanten verknüpft das Symptom mit messbaren Belegen, anstatt die Analyse durch den Verweis auf „normale Toleranzen“ zu ersetzen.
Anwendungsbeispiel aus dem Bereich Verbundwerkstofftechnik: Ein Display-Scharnier mit uneinheitlichem Handgefühl
Hierbei handelt es sich um ein fiktives technisches Szenario, das zur Veranschaulichung der Fertigungslogik erstellt wurde. Es handelt sich weder um eine Kundenprojektdokumentation noch um einen Produkttestbericht.
Ein OEM entwickelt ein Industriedisplay, bei dem zwei kompakte Drehmomentscharniere zum Einsatz kommen. Das erforderliche Systemdrehmoment wurde bereits im Rahmen von Tests auf Produktebene festgelegt. Die ersten Muster halten das Display zwar fest, doch bei einem Musterpaar setzt die Bewegung mit deutlich größerer Kraft ein als beim anderen, und eine Seite des Displays beginnt früher zu schwingen als die andere.
Ein visueller Vergleich zeigt keinen offensichtlichen Unterschied. Bei der Fertigungsprüfung wird das Problem daher in vier Prüfschritte unterteilt:
- Einzelne Drehmomentkurven: Messen Sie jedes Scharnier einzeln in beide Richtungen, anstatt das Paar nur von Hand zu beurteilen.
- Komponentenstapel: Überprüfen Sie die Dicke des Reibungselements, die Ausrichtung der Unterlegscheibe, die eingestellte Vorspannung und die Position der Halterung.
- Kritische Geometrie: Überprüfen Sie die Ausrichtung zwischen Welle, Bohrung, Reibsitz und Befestigungsfläche auf Ausrichtungsfehler.
- Zwei-Gelenk-Waage: Stellen Sie fest, ob die beiden Scharniere einzeln vermessen und für den Einsatz in einer Baugruppe gekennzeichnet wurden.
Das Ergebnis könnte zeigen, dass das nominelle Modell zwar korrekt ist, der Montageprozess das Paar-zu-Paar-Verhalten für die Display-Architektur jedoch nicht streng genug kontrolliert. Die Korrekturmaßnahme besteht nicht automatisch darin, „das Drehmoment zu erhöhen“. Es könnte sich vielmehr um eine strengere Sortierung der Komponenten, eine kontrollierte Montageeinstellung, eine überarbeitete Schmierkontrolle, eine individuelle Kalibrierung oder eine Ausgleichssteuerung mit zwei Scharnieren handeln. Die endgültige Maßnahme bleibt projektspezifisch und erfordert eine Bestätigung anhand von Mustern. Der Kern des Szenarios ist eng gefasst: Es zeigt, wie ein Fertigung und Montage Diese Variable – und nicht der gewählte Drehmomentwert – kann zu einem uneinheitlichen Fahrgefühl führen; daher sind Prozessdaten als Nachweis anzufordern.
Mit den Scharniermustern anzufordernde Fertigungsunterlagen
Die folgenden Aufzeichnungen geben Aufschluss darüber, wie das Drehmomentscharnier hergestellt und kalibriert wurde. Sie ersetzen jedoch nicht die Validierung auf Produktebene am tatsächlichen Paneel unter Berücksichtigung der endgültigen Befestigungselemente, der vom Benutzer ausgeübten Kraft, der Zielzyklenanzahl und der Betriebsumgebung.
| Überprüfen | Erforderliche Nachweise | Status |
|---|---|---|
| Gehäusematerial | Für das Projekt geeignete Materialspezifikation oder Bescheinigung | Wird noch bekannt gegeben |
| Gussbedingungen | Festgelegte visuelle Kriterien und projektspezifische bauliche Prüfungen | Projektspezifisch |
| Kritische Bearbeitungsmaße | Prüfbericht zu Wellenbohrung, Sitz, Befestigungsbezugspunkt und Anschlagmerkmalen | Projektspezifisch |
| Wellen- und Reibungskomponenten | Zugelassene Werkstoffe, Abmessungen, Oberflächenbeschaffenheit und Chargenkennzeichnung | Bestätigung durch den Lieferanten erforderlich |
| Assembly-Stack | Genehmigte Sequenz- und Orientierungsaufzeichnung | Bestätigung durch den Lieferanten erforderlich |
| Vorspannungsregelung | Verfahren zur kontrollierten Einstellung und aufgezeichneter Parameter | Wird noch bekannt gegeben |
| Axiale Retention | Dem Aufbau entsprechende Prüfung des Axialspiels bzw. der Haltekraft | Projektspezifisch |
| Verfahren zur Drehmomentprüfung | Winkel, Geschwindigkeit, Richtung, Konditionierung, Temperatur und Definition der Halterung | Wird noch bekannt gegeben |
| Drehmomentwerte | Abreißmoment, Laufdrehmoment, Drehmoment-Winkel-Kurve und Stichprobenabweichung | Projektspezifisch |
| Paaridentifikation, falls angegeben | Erfasster Paarungsstatus und Identifizierungsmethode | Projektspezifisch |
In diesem Abschnitt werden ausschließlich Fertigungsnachweise bewertet. Ob das Scharnier die eigentliche Blende hält, die erforderliche Zyklusanzahl übersteht und unter den vorgesehenen Umgebungsbedingungen weiterhin den Anforderungen entspricht, muss separat durch Stichprobenprüfungen auf Produktebene bestätigt werden. Verknüpfen Sie jeden Datensatz mit der Seriennummer der Probe oder der Produktionscharge, damit jedes fehlerhafte Ergebnis bis zum jeweiligen Prozess zurückverfolgt werden kann.
Was ist für eine Fertigungsprüfung einzureichen?
Für eine spezifische Prüfung des Drehmoment-Scharniers legen Sie bitte die Montagezeichnung, die Befestigungsgeometrie, die erforderliche Drehrichtung, das angestrebte Drehmomentverhalten, den Drehbereich, die Anzahl der Scharniere, den verfügbaren Einbauraum, Material- oder Oberflächenbeschränkungen sowie bereits erhobene Beispieldaten vor. Ein vollständiger Workflow für die Angebotsanfrage ist ein eigenständiges Thema der Beschaffung; diese Informationen werden hier nur angefordert, da sie darüber entscheiden, ob das vorgeschlagene Druckgussgehäuse und die interne Baugruppe wie vorgesehen gefertigt und kalibriert werden können.
Für eine projektspezifische Fertigungsprüfung, Senden Sie die Zeichnung und die Antragsunterlagen.
FAQs
Wie werden Drehscharniere hergestellt?
Viele kompakte Drehmomentscharniere werden hergestellt, indem das Gehäuse im Druckgussverfahren gegossen oder zerspanend bearbeitet wird, kritische Bohrungen und Sitze bearbeitet werden, die Welle und die Reibungskomponenten vorbereitet werden, der Reibungsstapel in einer kontrollierten Reihenfolge zusammengebaut wird, eine Vorspannung aufgebracht wird, die axiale Sicherung gewährleistet wird und das resultierende Drehmomentverhalten gemessen wird. Die genaue Bauweise variiert je nach Ausführung, daher sollte der Lieferant angeben, welche Komponenten Reibung erzeugen und welcher Montageparameter die Vorspannung steuert.
Warum wird für Drehmoment-Scharniergehäuse der Druckgussverfahren eingesetzt?
Im Druckgussverfahren lassen sich kompakte Gehäuse mit integrierten Vorsprüngen, Versteifungsrippen, Aussparungen, Anschlägen und Befestigungselementen in Serienfertigung herstellen. Kritische Bohrungen, Sitzflächen, Gewinde und Bezugsebenen erfordern unter Umständen dennoch eine Nachbearbeitung. Ein optisch ansprechendes Gussteil ist an sich noch kein Beweis für die innere Unversehrtheit oder die Maßgenauigkeit.
Wodurch wird das Drehmoment in einem Drehgelenk gesteuert?
Das Drehmoment wird durch die Reibungsflächen und die auf diese wirkende Normalkraft bestimmt. Je nach Bauart kann diese Kraft durch Federscheiben, Wellfedern, gewickelte Elemente, vernietete Druckelemente, eine Mutter oder eine Einstellschraube erzeugt werden. Wellendurchmesser, Oberflächenbeschaffenheit, Reibungsmaterial, Schmiermittel, Stapelhöhe und die Pressung bei der Montage können das Ergebnis beeinflussen.
Warum können sich zwei Drehmomentscharniere mit derselben Zeichnung unterschiedlich anfühlen?
Die externe Zeichnung gibt möglicherweise keinen vollständigen Aufschluss über die Dicke der Reibungselemente, die Federkraft, die Oberflächenbeschaffenheit, die Schmierung, den Einbaudruck oder die Kalibrierung. Abweichungen bei diesen Parametern können das Anfahrdrehmoment, das Laufdrehmoment, die Hysterese und die Laufruhe beeinflussen, selbst wenn die Gesamtabmessungen übereinstimmen.
Welche Fertigungsunterlagen sollten einem Muster eines Drehmomentscharniers beiliegen?
Ein Drehmomentscharnier-Muster sollte durch zugelassene Material- und Bauteil-Spezifikationen, Prüfergebnisse zu kritischen Abmessungen, das Verfahren zur Montage- und Vorspannungskontrolle, Prüfungen der axialen Haltekraft, das festgelegte Drehmomentprüfverfahren, Musterdaten zu Drehmoment und Drehwinkel sowie Paarungsaufzeichnungen untermauert werden, wenn zwei Scharniere zusammenwirken. Diese Aufzeichnungen dienen der Überprüfung der Fertigung, ersetzen jedoch nicht die Validierung auf Produktebene an der tatsächlichen Baugruppe.