Zinc Alloy vs Aluminum Alloy for Die-Cast Hinges
Choosing between zinc alloy and aluminum alloy for a die-cast hinge is not a cosmetic material substitution. The choice changes part mass, wall-section strategy, threaded-boss behavior, thermal response, surface finishing, tooling economics, and the way loads travel from the door into the frame. A drawing that works in zinc may need thicker sections, larger radii, different bosses, or a revised mounting pattern before it is released in aluminum.
This guide helps engineers and OEM buyers make that decision before tooling is committed. It focuses on the hinge body or housing—not the pin, friction pack, bearing, or fasteners—and shows what must be recalculated, redrawn, and verified when comparing zinc alloy vs aluminum alloy hinges.
Decision Boundary: When Zinc or Aluminum Is the Better Starting Point
Start with zinc alloy when the hinge needs compact geometry, thin or highly detailed cast features, crisp cosmetic definition, strong small bosses, reliable plating, and high-volume production in a controlled temperature range. Start with aluminum alloy when reducing mass is a primary design requirement, the hinge operates at a higher sustained temperature, or the product can accept larger sections and a finish system developed specifically for the selected aluminum casting alloy.
Neither material is an automatic winner for load capacity or corrosion resistance. The correct choice depends on the exact alloy, geometry, finish, fastener interface, temperature, load duration, cycle target, and acceptance method. Severe washdown, chloride exposure, hygiene requirements, or high sustained loads may move the project away from both cast alloys and toward stainless steel or a mixed-material design.

The First Check: Are You Comparing the Same Envelope or the Same Performance?
Material comparisons become misleading when the question is only, “Which metal is stronger?” A hinge designer usually has one of two different constraints:
- Fixed envelope: the hinge must fit an existing door, frame, hole pattern, and clearance space.
- Fixed performance: the hinge must meet a load, stiffness, life, and temperature target, but the casting geometry may change.
Under a fixed envelope, aluminum provides a major mass reduction, but its lower elastic modulus and different casting behavior may require a careful review of rib stiffness, boss support, wall transitions, and stop geometry. Under a fixed performance target, aluminum can often use more section volume while still remaining lighter than zinc. That design freedom may produce a larger but lower-mass hinge.
A supplier should therefore not quote “same drawing, aluminum instead of zinc” without a design review. The correct comparison is either the same geometry with clearly stated performance changes, or two material-specific designs intended to meet the same requirement.
How Density Changes Hinge Mass and the Door System
Typical nominal density is approximately 6.6 g/cm³ for common ZAMAK zinc die-casting alloys and approximately 2.7 g/cm³ for common aluminum die-casting alloys. These are general engineering reference values, not a substitute for the selected alloy datasheet.
General calculation: For equal casting volume, mass is proportional to density: m = ρV. Using the nominal values above, an equal-volume zinc hinge body is approximately 2.4 times the mass of an aluminum body. The actual assembly difference is smaller when pins, fasteners, friction parts, and inserts remain steel.
The hinge body is usually only part of the door mass, but the difference matters in lightweight equipment, portable systems, vehicle interiors, operator displays, diagnostic devices, and products with several hinges. It also affects shipping mass and the moment created when the hinge itself sits far from the support structure.
For a stationary industrial cabinet, weight reduction may have little value compared with compact geometry and manufacturing cost. For a mobile or hand-carried product, the same difference may justify an aluminum redesign even when tooling and machining cost are higher.
Casting Detail, Wall Sections, and Tooling Strategy
Zinc is commonly processed by hot-chamber die casting, while aluminum is commonly processed by cold-chamber die casting. Zinc’s lower casting temperature and high fluidity support fine details, thin sections, small bosses, and strong net-shape definition. Aluminum operates at a higher melt temperature and places different thermal demands on the die, gating system, and cycle.
For hinge design, the practical difference appears in the details around the pivot and mounting system:
| Hinge Feature | Zinc Alloy Starting Point | Aluminum Alloy Starting Point | What Must Be Confirmed |
|---|---|---|---|
| Thin cosmetic wall | Often favorable for fine detail and compact form | May need a more conservative section | Supplier casting capability and local fill path |
| Small mounting boss | Can support compact detail and good thread formation | May require more surrounding material or an insert | Boss diameter, engagement length, pull-out test |
| Pivot support rib | Compact rib may be feasible | Can be enlarged at low mass penalty | Stiffness, fatigue, local stress concentration |
| Mechanical stop | Detailed stop geometry is practical, but creep and impact must be checked | Larger contact area may be appropriate | Stop load, impact speed, permanent set |
| Machined bore | Good dimensional potential; machining allowance remains important | Often machined when alignment or bearing fit is critical | Porosity exposure, bore position, surface finish |
| Decorative surface | Well suited to many plated finishes | Finish route depends strongly on alloy and appearance target | Approved finish sample on production alloy |
The complete relationship between casting, machining, assembly, and calibration is explained in how torque hinges are made. For the present decision, the key point is that a material change can require a different die design rather than only a different material callout.
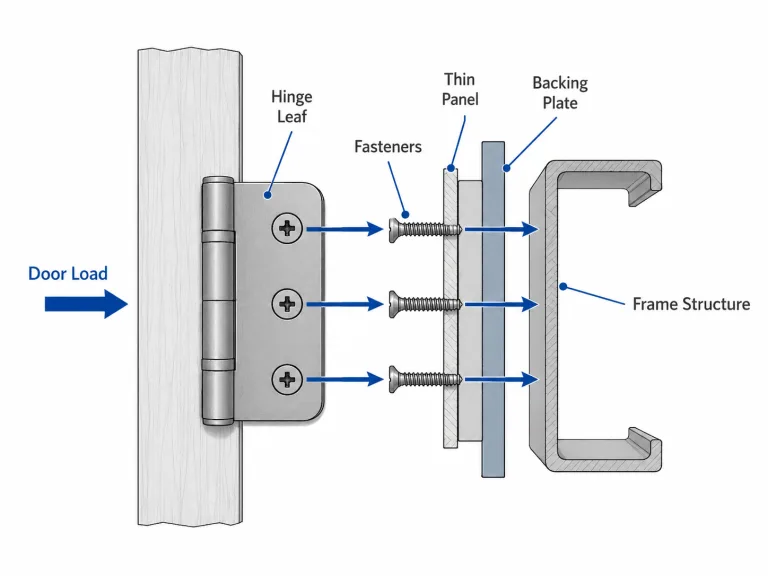
Load Capacity Depends on the Load Path, Not a Single Strength Number
A die-cast hinge body typically carries several local loads at once: bearing pressure around the pivot, bending through the arms or barrel supports, fastener clamp load, pull-out at the mounting bosses, and contact stress at any opening stop. These loads do not respond to material substitution in the same way.
Zinc die-casting alloys can provide useful strength, stiffness, ductility, bearing behavior, and thread performance in compact mechanical parts. Aluminum die-casting alloys provide a much lower density and can deliver strong performance when the section is designed for the alloy. The engineering error is to compare catalog tensile strength and assume the entire hinge scales directly with that value.
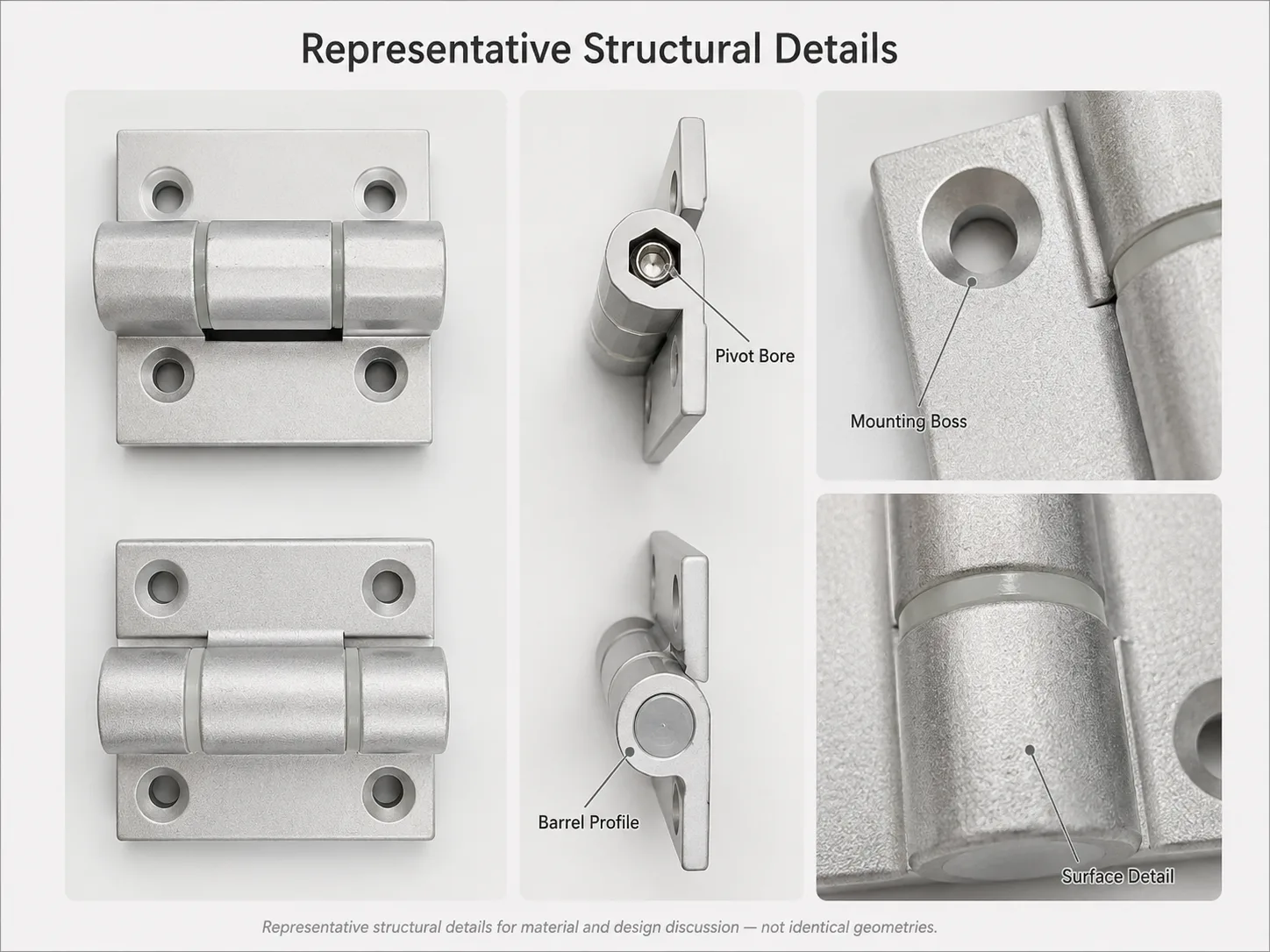
Check These Hinge-Specific Stress Locations
- Pivot bore: local bearing pressure, bore ovalization, and wall remaining after machining.
- Barrel-to-leaf transition: bending and fatigue at the smallest section or sharp radius.
- Mounting boss: fastener pull-out, boss splitting, and clamp-load relaxation.
- Opening stop: concentrated impact or sustained contact load.
- Door-side arm: deflection that changes door gap, seal compression, or latch alignment.
The final material choice should be based on a section-level calculation, finite element review when justified, and sample testing with the real hinge spacing and door moment. A preliminary recommendation based on material family is not sample approval.
Temperature and Sustained Load Can Reverse the Initial Choice
Room-temperature strength is not enough when a hinge carries a door load continuously. Standard zinc die-casting alloys can become increasingly sensitive to creep and stress relaxation as temperature and sustained stress rise. This matters at loaded arms, bosses, stops, and any feature that maintains alignment through continuous clamping or bending.
Aluminum die-casting alloys are often the stronger starting point when the housing must retain mechanical function at a higher sustained service temperature. That does not mean every aluminum hinge is suitable for heat. Alloy grade, casting quality, temper condition where applicable, fastener system, lubricant, insert material, and thermal expansion of the surrounding assembly still require review.
| Temperature Question | Why It Changes the Material Decision | Required Evidence |
|---|---|---|
| Maximum continuous housing temperature | Controls long-term strength and creep risk | Project-Specific temperature profile |
| Peak temperature and duration | A short peak is different from continuous exposure | Time-at-temperature requirement |
| Load applied during heating | Creep depends on stress as well as temperature | Door moment and fastener preload |
| Thermal cycling | Changes fits, clearances, and coating stress | Cycle range and dwell conditions |
| Adjacent heat source | Local housing temperature may exceed ambient | Measured or modeled hinge temperature |
Engineering boundary: Do not publish one universal “maximum temperature” for zinc or aluminum hinges. The limit belongs to a specific alloy, geometry, stress state, finish, internal mechanism, lubricant, and acceptance criterion.
Corrosion Resistance Is a Material-and-Finish System
Both zinc and aluminum form oxide products, but neither should be selected from the base metal name alone. A hinge includes machined bores, sharp edges, recessed fastener seats, contact surfaces, and dissimilar-metal interfaces. The selected finish must protect the geometry that actually sees moisture, condensation, cleaning fluid, or salt.
Zinc Alloy Finish Considerations
Zinc die castings are compatible with many decorative and protective systems, including plating, conversion treatments, paint, and powder coating. Finish adhesion and corrosion performance depend on alloy purity, surface preparation, residual release agent, porosity, edge condition, and process control. A plated appearance sample does not by itself prove long-term protection at machined or recessed areas.
Aluminum Alloy Finish Considerations
Aluminum die castings may use conversion coatings, paint, powder coating, or alloy-specific anodizing routes. High-silicon casting alloys can respond differently from wrought aluminum, so a finish specified only as “anodized aluminum” is incomplete. The supplier should confirm the casting alloy, pretreatment, appearance standard, coating thickness where relevant, and whether machined surfaces are finished before or after machining.
ASTM B117 defines the apparatus, procedure, and conditions used to create a salt-spray environment. It does not define the correct exposure time, test specimen, corrosion acceptance limit, or whether a hinge is suitable for the real application. Those requirements must be written by the project owner and confirmed on the actual alloy, finish, and hinge geometry.

Preparation quality is addressed separately in hinge quality before surface treatment. If the project is highly corrosive, hygienic, chloride-rich, or repeatedly washed down, compare both cast materials against the separate zinc die-cast vs stainless steel concealed hinge guide rather than forcing a zinc-versus-aluminum decision.
Fasteners, Threads, and Inserts Need a Material-Specific Design
Many die-cast hinges use tapped holes, cast bosses, countersunk mounting seats, or retained adjustment screws. These features can be more sensitive to material choice than the visible hinge arm.
Zinc can support detailed bosses and useful thread engagement in compact parts, but the design must still account for sustained clamp load, repeated service, elevated temperature, and local wall thickness. Aluminum can also provide reliable threads, but a direct material substitution may need a longer engagement length, larger boss, steel insert, or revised tightening specification.
| Fastening Condition | Preferred Design Response | Verification |
|---|---|---|
| One-time factory assembly | Direct tapped casting may be acceptable | Installation torque and pull-out test |
| Repeated field removal | Consider a steel or brass insert | Repeated assembly test |
| High sustained clamp load | Increase bearing area and review relaxation | Clamp retention after temperature exposure |
| Thin surrounding wall | Increase boss support or relocate the thread | Section review and destructive pull-out test |
| Wet stainless-fastener interface | Review galvanic isolation and drainage | Project-specific corrosion test |
| Adjustment screw carrying hinge load | Use a defined insert or hardened contact feature when required | Adjustment life and thread-wear test |
The drawing should state the thread, minimum engagement, insert specification when used, installation torque, permitted lubricant or threadlocker, and whether the fastener is installed once or serviced repeatedly. “M5 tapped hole” alone does not define a reliable joint.
Part Cost Is Not the Same as Material Price
Zinc is denser, so an equal-volume casting contains more metal. Aluminum may have a higher processing temperature, different machine requirements, and different die-life and cycle-time economics. The lowest raw-material price per kilogram therefore does not identify the lowest finished hinge cost.
| Cost Driver | Why Zinc May Benefit | Why Aluminum May Benefit |
|---|---|---|
| Net-shape detail | Can reduce machining and secondary assembly | Geometry may be simplified for a lightweight design |
| Shot mass | Compact sections can limit material volume | Lower density reduces part mass |
| Cycle and die life | Lower casting temperature often supports favorable production economics | Depends on machine, alloy, size, and supplier capability |
| Secondary machining | Fine cast detail may eliminate some operations | Machining may be needed at bores, faces, and inserts |
| Surface finish | Many established plating and coating routes | Conversion and coating route can match larger equipment housings |
| Freight and product mass | Usually less important for fixed equipment | Can be important for mobile products and large volumes |
| Design changes | Existing proven zinc tooling may lower project risk | A new aluminum design may reduce system weight enough to justify tooling |
A useful quotation separates tooling, casting, trimming, machining, inserts, finishing, inspection, packaging, and expected annual volume. The commercial decision should compare finished, approved parts—not alloy price in isolation.
Application-Based Selection Matrix
| Application Condition | Preliminary Starting Point | Reason | Required Confirmation |
|---|---|---|---|
| Compact indoor cabinet hinge with detailed geometry | Zinc alloy | Fine casting detail and compact bosses | Door load, finish, temperature, thread pull-out |
| Portable device, monitor, or mobile equipment | Aluminum alloy | Mass reduction can justify a larger section | Stiffness, fatigue, bore and boss design |
| High-volume decorative hardware | Zinc alloy | Net-shape definition and finish flexibility | Approved appearance and corrosion sample |
| Higher sustained housing temperature | Aluminum alloy | Often a safer starting point for temperature retention | Alloy-specific load-temperature data |
| Very small tapped bosses and compact adjustment features | Zinc alloy | Detailed casting and thread behavior can be advantageous | Installation torque and service cycles |
| Outdoor wet assembly with stainless fasteners | Project-specific | Finish and galvanic interfaces may dominate | Drainage, isolation, actual-geometry corrosion test |
| Washdown, coastal, chemical, or hygienic duty | Reconsider both | Stainless steel or another construction may reduce risk | Environmental and cleaning specification |
| Heavy sustained door with limited section depth | Engineering review required | Creep, boss load, and arm stiffness dominate | Load path calculation and representative sample test |
This matrix provides a preliminary recommendation, not a universal rule. The broader relationship between door weight, opening angle, sealing, installation space, and hinge type is covered in the industrial enclosure hinge selection guide.
Composite Engineering Scenario: Redesigning a Zinc Hinge for a Mobile Display
This is a composite engineering scenario created to explain the selection logic. It is not a customer project record or product test claim.
An OEM has a proven zinc die-cast hinge used on a stationary operator panel. A new mobile version of the product has a strict mass target, so the project team asks the supplier to quote the same drawing in aluminum.
The first review shows that the aluminum body would substantially reduce mass, but the original design uses compact tapped bosses, a thin barrel support, and a small opening stop. Releasing the same geometry would preserve the mounting envelope but would not prove equivalent stiffness, thread pull-out, stop durability, or bore alignment.
- Mass model: calculate the expected assembly mass using alloy-specific density and the actual casting volume.
- Geometry revision: increase rib depth and local boss support while maintaining the external installation envelope.
- Thread strategy: compare direct aluminum threads with a steel insert for repeated service.
- Finish review: approve the production aluminum alloy and finish on a real sample, not a generic anodized coupon.
- Verification: test stiffness, fastener pull-out, opening-stop load, cycling, and dimensional stability at the project temperature.
The project may still choose aluminum, but the approved solution is a redesigned aluminum hinge—not a material substitution on the zinc drawing. That distinction is the central engineering lesson of the comparison.
Material-Specific Drawing and Sample Checklist
Use this checklist before approving tooling or treating two cast materials as equivalent.
| Verify | What the Drawing or Sample Record Must Show | Status if Missing |
|---|---|---|
| Exact alloy designation | Zinc or aluminum alloy grade, not only “ZDC” or “ADC” | Supplier Confirmation Required |
| Material-specific geometry | Walls, ribs, bosses, fillets, stops, and machining allowance | Engineering Review Required |
| Mass target | Casting mass and total hinge assembly mass | Project-Specific |
| Critical load path | Pivot support, arm section, mounting boss, stop contact | Engineering Review Required |
| Thread and insert design | Engagement, insert type, installation torque, service frequency | To Be Confirmed |
| Temperature profile | Continuous, peak, duration, and load during exposure | Project-Specific |
| Finish system | Pretreatment, coating or plating, color, thickness where relevant | Supplier Confirmation Required |
| Dissimilar-metal interfaces | Fastener material, isolation method, drainage and sealing | Project-Specific |
| Critical dimensions | Bore, axis position, mounting datum, boss and stop dimensions | Inspection Report Required |
| Mechanical verification | Deflection, pull-out, stop load, cycle or fatigue test as required | Project-Specific |
| Corrosion evidence | Actual hinge geometry, production alloy, finish, duration, acceptance criteria | To Be Confirmed |
| Approved sample identity | Sample number, alloy lot, finish lot, drawing revision, test record | Production Approval Required |
A preliminary material recommendation narrows the options. Engineering review confirms the proposed geometry and interfaces. Sample approval applies only to the tested configuration. Production approval requires the supplier to reproduce the approved alloy, process, finish, and inspection results.
Final Selection Rule
Choose zinc alloy when compact cast detail, small mechanical features, finish flexibility, and high-volume net-shape production matter more than minimum mass or elevated-temperature capability. Choose aluminum alloy when weight reduction and temperature performance justify a material-specific redesign with larger sections, revised bosses, and validated finishing.
Do not release the same die-cast hinge drawing in both materials unless the drawing, calculations, and sample evidence demonstrate that the substitution preserves the required load path, mounting integrity, dimensional control, and service behavior. For a project-specific review, send the hinge drawing, door load, temperature range, finish requirement, and annual volume.
FAQs
Is zinc alloy stronger than aluminum alloy for die-cast hinges?
There is no universal answer. Strength depends on the exact alloy, casting quality, wall section, ribs, bosses, pivot support, and load direction. Zinc can perform well in compact mechanical geometry, while aluminum can meet the same requirement through a larger but lighter section. Compare the complete hinge design rather than one tensile-strength value.
How much lighter is an aluminum die-cast hinge than a zinc hinge?
For equal casting volume, mass is proportional to density. Common nominal density is about 6.6 g/cm³ for ZAMAK zinc alloys and about 2.7 g/cm³ for aluminum die-casting alloys, so the zinc body may be roughly 2.4 times the mass of the aluminum body. The complete hinge difference is smaller when steel pins, fasteners, or friction parts are included.
Can the same hinge die be used for zinc and aluminum?
Normally, a direct material switch should not be assumed. Zinc and aluminum use different casting conditions, shrinkage allowances, thermal loads, gating strategies, wall-section rules, and tooling requirements. Even when the external envelope stays the same, the die and local geometry may need to change.
Which material is better for threaded mounting bosses?
Zinc often supports compact cast detail and useful direct-thread performance. Aluminum can also provide reliable threads, but the design may need longer engagement, a larger supported boss, a lower installation torque, or a steel or brass insert. The correct choice depends on fastener size, clamp load, service temperature, wall thickness, and how often the screw is removed.
Which die-cast hinge material is better outdoors?
Neither base-metal name is enough to decide. Outdoor performance depends on the alloy, pretreatment, coating or plating, machined surfaces, fasteners, drainage, crevices, and galvanic interfaces. For aggressive washdown, chloride, marine, chemical, or hygienic service, stainless steel or another construction may be safer than either zinc or aluminum.