Cinco problemas comunes de las bisagras soldadas y soluciones rápidas
Bisagras soldadas son componentes críticos para puertas industriales, portones metálicos y armarios para equipos. Conectan firmemente los paneles de las puertas a los marcos mediante soldadura, proporcionando un fuerte soporte y seguridad. La correcta instalación de las bisagras garantiza la estabilidad y el buen funcionamiento. Sin embargo, a pesar de su reputación de durabilidad, una mala instalación o productos de baja calidad pueden causar problemas importantes. Por ejemplo, una mala alineación de la soldadura durante la instalación puede provocar que las puertas se atasquen, un desgaste prematuro de las bisagras u otras complicaciones. Antes de explorar soluciones rápidas, examinemos los problemas más comunes a los que se enfrentan los usuarios de bisagras soldadas.

Escenario de soldadura de bisagras
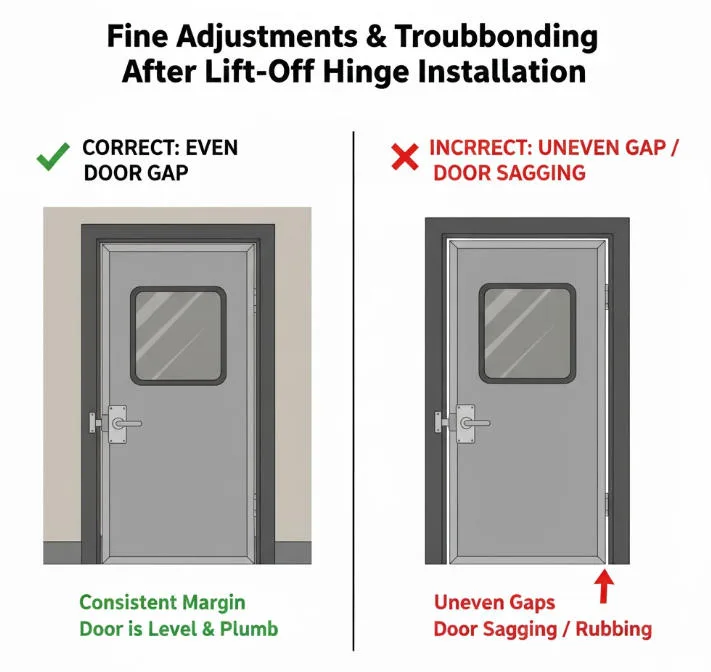
Problema 1: Mala alineación de las bisagras
Síntomas: Las puertas recién instaladas no se abren ni se cierran con suavidad, a veces se atascan o rozan con el marco. La puerta puede combarse de forma irregular o resistirse al funcionamiento.
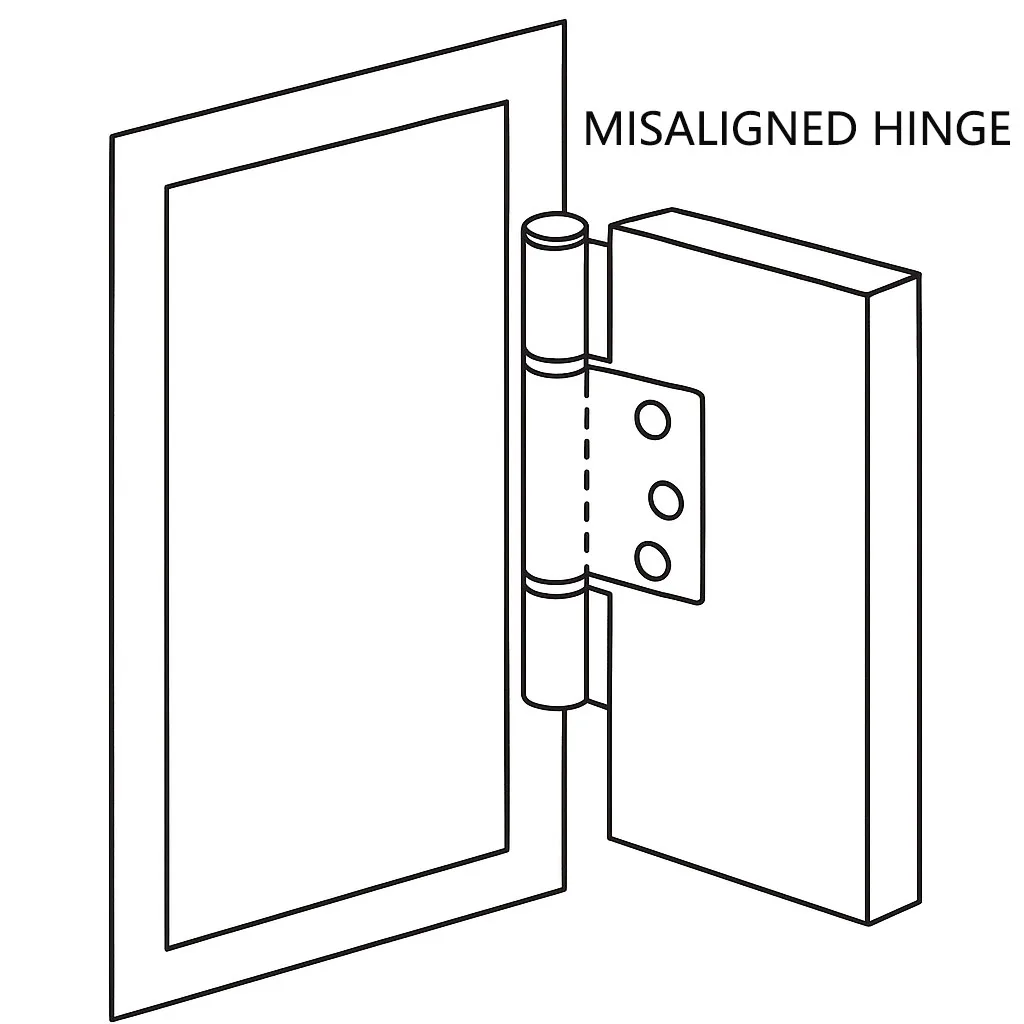
instalación de bisagras soldadas desalineadas
Causas: La desalineación durante la soldadura suele ser la causa. Entre los motivos más comunes se incluyen una marca o medición inexacta, no utilizar un nivel o abrazaderas, o un marco o panel de puerta desigual o deformado. Estos factores provocan desviaciones en la altura o el ángulo de las bisagras.
Impacto: La desalineación somete a las bisagras a cargas desiguales, lo que aumenta la fricción y la tensión. Esto acelera el desgaste, acorta la vida útil de las bisagras e incluso puede provocar su hundimiento o desprendimiento.
Soluciones:
- Utilice un nivel láser o un nivel de burbuja con pinzas para fijar las posiciones de las bisagras y marcar los puntos con precisión.
- Realice un montaje de prueba por puntos antes de la soldadura final: fije la bisagra con pequeñas soldaduras por puntos, pruebe el movimiento de la puerta y ajústela si es necesario.
- Compruebe la planitud tanto del marco de la puerta como del panel, manteniéndolos nivelados durante la instalación para minimizar las fuerzas de cizallamiento.
- Al instalar bisagras soldadas, evite crear planos horizontales en la hoja de la bisagra donde pueda acumularse el agua. Incline ligeramente la hoja para facilitar el drenaje, y evite soldar en los puntos bajos de los marcos de las puertas propensos a la acumulación de agua. Una configuración adecuada permite que el agua de lluvia fluya rápidamente, reduciendo el contacto prolongado con el agua en las juntas.
- Instale orificios de drenaje o pequeños huecos en los puntos críticos de las bisagras o los paneles de las puertas para facilitar la salida natural de la humedad. En zonas expuestas a la lluvia, considere la posibilidad de añadir protectores contra la lluvia o dispositivos de protección similares.
Una vez corregida la alineación, hay que centrarse en la calidad de la soldadura.
Problema 2: Resistencia insuficiente o desigual de la soldadura
Síntomas: Las bisagras se aflojan durante el uso, aparecen grietas en los puntos de soldadura o las bisagras no soportan las cargas previstas.

Ilustración de juntas de soldadura agrietadas o defectuosas
Causas: Las soldaduras débiles son el resultado de:
- Elección de un método de soldadura incorrecto.
- Preparación inadecuada de la superficie, como restos de aceite, óxido o pintura.
- Control deficiente de los parámetros de soldadura o experiencia limitada del operario.
Impacto: Las soldaduras débiles son un grave peligro para la seguridad. Las bisagras pueden aflojarse o fracturarse, con el consiguiente riesgo de derrumbe de la puerta. Este problema es especialmente peligroso en el caso de las bisagras soldadas fijas, ya que no se pueden desmontar y volver a fijar fácilmente, como ocurre con las bisagras atornilladas.
Soluciones:
- Seleccione el método de soldadura adecuado, como MIG para acero grueso y TIG para acero inoxidable o materiales finos.
- Limpie a fondo las superficies eliminando el aceite, el óxido y los revestimientos antes de soldar. Esmerile la superficie hasta conseguir un acabado liso y asegúrese de que esté libre de contaminación para facilitar la fusión completa entre el metal de soldadura y el material base.
- Para puertas pesadas, utilice soldadura multipaso para reducir la tensión y mejorar la resistencia.
- Confíe en soldadores cualificados, controlando cuidadosamente la corriente, el voltaje y la velocidad. Inspeccione las soldaduras visualmente o mediante ensayos no destructivos.
Para proyectos OEM que requieren una revisión formal del método de soldadura, el material base, la tolerancia y la coherencia de la producción, consulte nuestro bisagras industriales para soldar Guía OEM.
Protección post-soldadura para zonas soldadas
El propio proceso de soldadura crea vulnerabilidad a la corrosión. El calor elevado altera la estructura cristalina del metal y destruye la capa de pasivación que normalmente protege el acero inoxidable. La zona afectada por el calor alrededor de las soldaduras queda químicamente desprovista de cromo, un elemento clave que proporciona resistencia a la corrosión, lo que la convierte en el punto caliente de corrosión de la bisagra. Esto explica por qué incluso las bisagras soldadas de acero inoxidable pueden oxidarse en las costuras a pesar de su resistencia general a la corrosión.
Para proteger eficazmente las zonas de soldadura:
- Inmediatamente después de soldar, esmerile la soldadura para eliminar las salpicaduras y la cascarilla y, a continuación, limpie a fondo la superficie de soldadura.
- Aplique imprimación antioxidante inmediatamente después de la limpieza y cúrela adecuadamente. Si es necesario, selle aún más la soldadura aplicando sellador o aceite antioxidante a lo largo de los bordes.
- Para las soldaduras de acero inoxidable, el decapado y la pasivación pueden ayudar a restaurar la película pasiva resistente a la corrosión.
Incluso con soldaduras sólidas y un tratamiento posterior adecuado, la exposición ambiental introduce otro problema: la corrosión.
Problema 3: Corrosión y acumulación de óxido
Síntomas: Se forman manchas de óxido, las bisagras funcionan con rigidez, chirrían y pierden atractivo visual y funcionalidad.

Óxido en superficies metálicas
¿Por qué se oxidan las bisagras soldadas?
La exposición a la intemperie acelera la oxidación si las bisagras carecen de revestimientos protectores. El acero al carbono ordinario se corroe rápidamente, mientras que las zonas de calor de soldadura o las pequeñas grietas en las costuras se convierten en puntos de iniciación del óxido. Descuidar la limpieza y la lubricación empeora la corrosión. Varios factores ambientales aceleran este proceso:
- Exposición continua a la humedad y al oxígeno: La humedad o la lluvia persistentes aceleran las reacciones de corrosión electroquímica.
- Lluvia ácida y contaminantes industriales: El agua de lluvia ligeramente ácida puede acelerar la oxidación en superficies de acero no tratadas.
- Niebla salina y entornos costeros: Los cloruros alteran las películas protectoras y favorecen las picaduras, incluso en algunos aceros inoxidables.
- Polvo, suciedad y humedad atrapada: La contaminación superficial atrapa el agua y crea células de corrosión localizadas.
- Fluctuaciones de temperatura y ciclos de congelación y descongelación: La condensación y las microfisuras pueden acelerar una corrosión más profunda con el paso del tiempo.
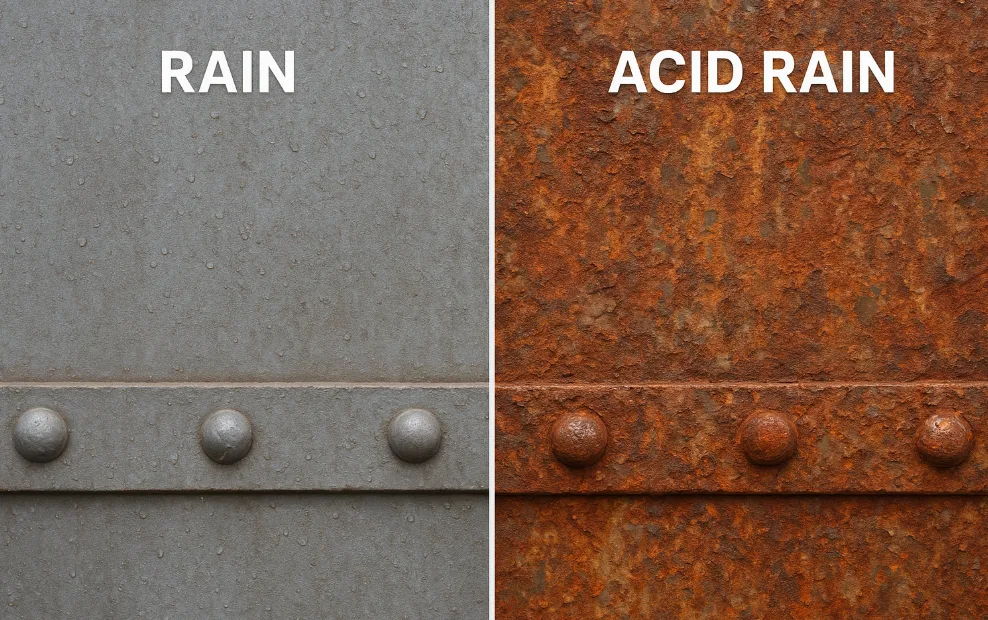
Imagen comparativa de la corrosión de superficies metálicas causada por la lluvia ácida en zonas industriales
Impacto: El óxido dificulta la rotación de las bisagras, daña las soldaduras y puede debilitar la estructura circundante.
Selección de materiales resistentes al óxido
Elegir el material adecuado es la primera línea de defensa contra la corrosión:
- Acero inoxidable (304, 316): Intrínsecamente resistente a la oxidación. El acero inoxidable 316 que contiene molibdeno es preferible para entornos costeros o de alta humedad.
- Acero al carbono + revestimiento antioxidante: Ofrece alta resistencia y bajo coste para aplicaciones de servicio pesado, pero requiere galvanizado o recubrimiento en polvo.
- Acero galvanizado: Utiliza una capa de zinc para mejorar la resistencia a la corrosión, especialmente en servicio exterior.
- Aleación de aluminio: Ligero y resistente a la corrosión, pero generalmente menos adecuado para cargas estructurales pesadas.
El tratamiento de la superficie es tan importante como el metal base. El recubrimiento en polvo, las imprimaciones ricas en zinc y los sistemas de pintura multicapa prolongan la vida útil de las bisagras soldadas utilizadas en exteriores.
Recomendaciones para la prevención de la oxidación según el entorno
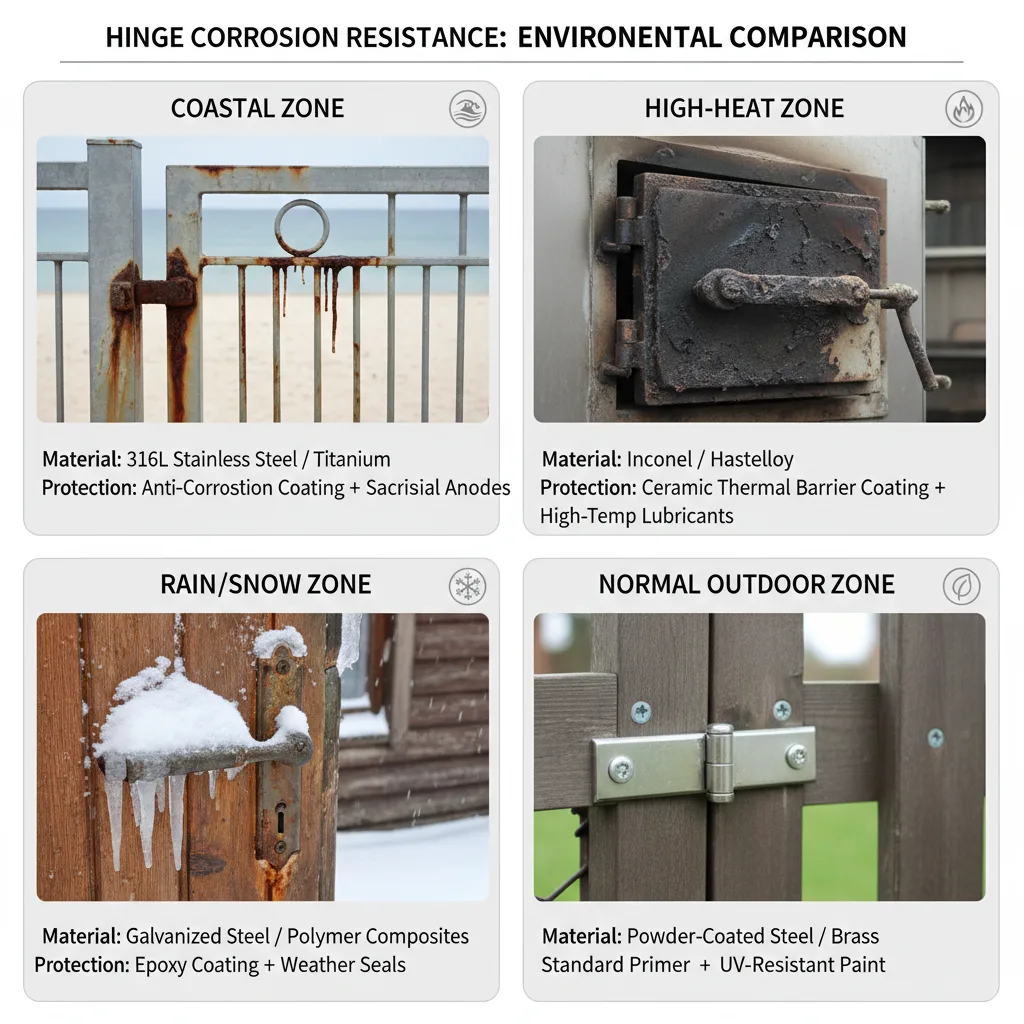
Recomendaciones para prevenir la oxidación en distintos entornos
- Zonas costeras: Priorice el acero inoxidable 316, las soldaduras selladas y la lubricación periódica.
- Entornos de alta temperatura: Utilice materiales o revestimientos resistentes al calor y evite el galvanizado estándar en condiciones de calor extremo.
- Regiones de lluvia y nieve: Combine el galvanizado con un sólido sistema de revestimiento y una inspección periódica.
- Vallas y puertas de exterior: Garantice una soldadura de calidad y aplique un acabado protector duradero con una holgura de drenaje adecuada.
La corrosión no es la única causa de fallo de las bisagras. Una capacidad de carga incorrecta también provoca problemas graves.
Problema 4: Capacidad de carga inadecuada
Síntomas: Las puertas grandes o pesadas se hunden, se abren con dificultad o provocan fallos en las bisagras.
Causas: Utilizar bisagras de tamaño insuficiente, calcular mal el peso de la puerta o instalar muy pocas bisagras. Dos bisagras suelen ser insuficientes para puertas altas o pesadas, lo que provoca una distribución desigual de la tensión.
Impacto: Una tensión excesiva provoca grietas en las bisagras, fallos en las soldaduras y un hundimiento inseguro de la puerta.
Soluciones:
- Calcule el peso de la puerta y seleccione bisagras que cumplan las especificaciones de carga. Utilice al menos una bisagra por cada 30 pulgadas (aproximadamente 75 cm) de altura de la puerta como punto de partida.
- Aumente el número de bisagras para puertas pesadas o altas. Añadir una tercera o cuarta bisagra distribuye el peso de forma más uniforme.
- Consulte a los proveedores o ingenieros de bisagras para realizar una selección precisa en función del material, el tamaño y la frecuencia de uso. Entendiendo bisagras soldadas frente a bisagras atornilladas también puede ayudarle a determinar qué tipo soporta mejor el peso de su puerta y los requisitos de uso.
Si la aplicación requiere puertas de acero de gran tamaño, puertas para equipos de gran grosor o ciclos repetidos de carga elevada, consulte nuestra gama de productos. guía de bisagras resistentes antes de la selección final de la bisagra.
Incluso con las bisagras adecuadas, el rendimiento disminuirá sin un mantenimiento apropiado.
Problema 5: Falta de mantenimiento periódico
Síntomas: Las bisagras se vuelven ruidosas, lentas o incluso se agarrotan tras un uso prolongado.
Causas:
- Falta de lubricación, causando desgaste metal-metal.
- Sujetadores o puntos de soldadura sueltos.
- Acumulación de polvo y humedad en ambientes exteriores.
Impacto: El descuido acelera el desgaste, la corrosión y la fatiga, acortando la vida útil y creando riesgos para la seguridad.
Inspección y limpieza periódicas
Compruebe periódicamente si las superficies de las bisagras presentan manchas de óxido, grietas o revestimientos descascarillados. Utilice un limpiador neutro y un paño suave o un cepillo para eliminar el polvo, los depósitos de sal y otros contaminantes. Para manchas de óxido menores, lije suavemente la superficie con papel de lija de grano fino o un cepillo de alambre, y luego limpie con un paño seco. Tras la limpieza, aplique un inhibidor de óxido o aceite antioxidante para mantener una fina película protectora sobre el metal. En las zonas con revestimientos descascarillados o pérdidas localizadas de pintura, retoque rápidamente con pintura antioxidante para evitar que la corrosión se extienda.
Lubricación y mantenimiento del aceite antioxidante
Inspeccione y lubrique las bisagras trimestral o semestralmente, cada 3 a 6 meses en entornos industriales. Aumente la frecuencia en condiciones húmedas o de mucho uso. Utilizar lubricantes sintéticos resistentes al agua, como grasa a base de litio o aerosoles que contengan PTFE. Éstos forman una barrera duradera contra la humedad en los pasadores de las bisagras y las zonas de contacto. Limpie el exceso de grasa después de la lubricación para evitar la adherencia de polvo.
Métodos de eliminación del óxido
Para las manchas de óxido superficiales, utilice los siguientes métodos en función de la gravedad:
- Ligero óxido superficial: Utilice papel de lija de grano fino o un cepillo de alambre para eliminar la corrosión y, a continuación, vuelva a imprimar y pintar la zona.
- Herrumbre moderada: Utilice una herramienta rotativa o una amoladora angular con disco de láminas y, a continuación, aplique una imprimación rica en zinc antes de volver a pintar.
- Óxido severo o profundo: Si la corrosión ha comprometido la integridad estructural, corte la bisagra, vuelva a preparar la superficie de montaje y suelde una bisagra nueva.
Prevención del rebrote de óxido tras el tratamiento
Eliminar el óxido es sólo la mitad de la batalla. Evitar que vuelva a aparecer es igual de importante:
- Nunca deje metal desnudo expuesto después de eliminar el óxido. Aplique imprimación en las horas siguientes.
- Utilice un sistema de revestimiento multicapa: imprimación antioxidante, capa de barrera intermedia y capa de acabado resistente a los rayos UV.
- Aplique aceite antioxidante o cera a los pasadores de las bisagras y los puntos de giro como barrera secundaria contra la humedad.
- Programe inspecciones de seguimiento 30 y 90 días después del tratamiento para verificar que la reparación se mantiene.
Programa de mantenimiento recomendado
Un mantenimiento constante evita la mayoría de los fallos de las bisagras. Siga este programa en función de su entorno:
| Tarea | Interior / Clima templado | Exterior / Húmedo / Costero | Industrial / Uso intensivo |
|---|---|---|---|
| Inspección visual | Cada 12 meses | Cada 6 meses | Cada 3 meses |
| Lubricación | Cada 12 meses | Cada 6 meses | Cada 3 meses |
| Limpieza (polvo, sal, escombros) | Cada 12 meses | Cada 6 meses | Cada 3 meses |
| Inspección y retoque de revestimientos | Cada 24 meses | Cada 12 meses | Cada 6 meses |
| Repintado completo | Cada 5-7 años | Cada 3-5 años | Cada 2-3 años |
| Inspección de uniones soldadas | Cada 24 meses | Cada 12 meses | Cada 6 meses |
En el caso de aplicaciones con ciclos de apertura repetidos, la planificación del mantenimiento también debe verificarse en función de pruebas de vida útil de bisagras industriales requisitos.
Referencia rápida: 5 problemas comunes de un vistazo
| Edición | Causa principal | Solución clave |
|---|---|---|
| Mala alineación | Medición inexacta o marco desnivelado | Usar nivel láser, soldar primero por puntos, probar antes de la soldadura final |
| Soldaduras débiles | Método incorrecto, superficie sucia, técnica deficiente | Adaptar el método de soldadura al material, limpiar las superficies, utilizar soldadores cualificados |
| Corrosión / óxido | Humedad, sal, exposición química | Elija material resistente a la corrosión, aplique revestimientos protectores, realice un mantenimiento periódico |
| Desajuste de carga | Bisagras demasiado pequeñas o demasiado pequeñas | Calcular el peso de la puerta, aumentar el número de bisagras, consultar al proveedor |
| Falta de mantenimiento | Sin lubricación, sin rutina de inspección | Siga los retoques programados de lubricación, limpieza y revestimiento. |
PREGUNTAS FRECUENTES
¿Cómo puedo arreglar una bisagra soldada desalineada sin desmontarla?
Si la desalineación es menor, se puede rectificar la soldadura existente, reposicionar ligeramente la bisagra utilizando abrazaderas y un nivel, y volver a soldar. En caso de desalineación grave, es más seguro cortar la bisagra por completo, volver a preparar la superficie y soldar una nueva bisagra en la posición correcta.
¿Qué tipo de lubricante es mejor para las bisagras soldadas de exterior?
Utilice lubricantes sintéticos resistentes al agua, como grasa a base de litio o lubricantes en aerosol que contengan PTFE (teflón). Estos forman una película protectora duradera que resiste la humedad, la niebla salina y el polvo, manteniendo la bisagra funcionando sin problemas entre los intervalos de mantenimiento.
¿Cuántas bisagras soldables necesito para una puerta de acero pesada?
Una pauta general es una bisagra por cada 30 pulgadas (aproximadamente 75 cm) de altura de la puerta. Para puertas que superen las 200 libras (aproximadamente 90 kg), utilice al menos tres bisagras de alta resistencia. Verifique siempre la capacidad de carga del fabricante de la bisagra y tenga en cuenta factores como el grosor de la puerta, la frecuencia de uso y la carga del viento.
¿Puedo soldar bisagras de acero inoxidable a un bastidor de acero al carbono?
Sí, pero requiere una atención especial. Utilice metales de aportación adecuados (como la varilla de soldadura de acero inoxidable 309L) diseñados para uniones de metales distintos. Tenga en cuenta que la unión entre el acero inoxidable y el acero al carbono es propensa a la corrosión galvánica, por lo que aplique revestimientos protectores o sellador en la zona de soldadura después de la instalación.
¿Con qué frecuencia debo inspeccionar las bisagras soldadas en un entorno costero?
En entornos costeros o de alta humedad, inspeccione las bisagras cada 6 meses. Compruebe si hay puntos de óxido, daños en el revestimiento, grietas en las soldaduras y el estado de la lubricación. Retoque inmediatamente cualquier daño en el revestimiento y vuelva a lubricar todas las piezas móviles durante cada inspección.
Conclusión
La mayoría de los problemas de las bisagras soldadas, como la desalineación, las soldaduras débiles, la corrosión, el desajuste de la carga y el mantenimiento descuidado, pueden evitarse con el enfoque adecuado. Una instalación precisa, una técnica de soldadura adecuada, materiales resistentes a la corrosión, cálculos de carga correctos y un programa de mantenimiento constante harán que sus bisagras funcionen de forma fiable durante años.
La clave es sencilla: invierta tiempo en una instalación adecuada y un cuidado continuo, en lugar de tener que hacer frente a costosas reparaciones o sustituciones más adelante. Si no está seguro sobre la selección de materiales, los requisitos de carga o los métodos de instalación para su proyecto específico, contacte con nuestro equipo de ingeniería para una orientación personalizada.