Especificaciones de bisagras soldadas para OEM | Carga, soldabilidad, rodamientos
En los proyectos OEM, las bisagras soldadas suelen especificarse cuando la resistencia a las vibraciones, la continuidad estructural, la resistencia a las manipulaciones y la fiabilidad a largo plazo son más importantes que la posibilidad de desmontaje sobre el terreno. La verdadera cuestión de ingeniería no es si las bisagras soldadas son "más resistentes" en general, sino cómo definir la clase de carga, la soldabilidad, la arquitectura del cojinete, la protección contra la corrosión y el método de instalación correctos para la aplicación real.
Esta guía está dirigida a compradores OEM, ingenieros de estructuras y especificadores de hardware industrial que necesitan una forma práctica de definir bisagras soldadas antes de la petición de oferta, el aprovisionamiento y la fabricación. Se centra en aplicaciones de alta carga, pero la misma lógica se aplica también a puertas de seguridad, carrocerías de transporte, cerramientos de máquinas y puertas de servicio en las que los fallos se pagan caros.
Qué deben definir los compradores OEM antes de solicitar un presupuesto
Antes de comparar modelos de bisagras o proveedores, defina claramente estas seis variables del proyecto:
- Masa de la puerta o del panel: masa móvil total, incluidos herrajes y accesorios.
- Anchura y brazo de palanca: La anchura de la puerta modifica el momento flector y la carga de la bisagra superior.
- Frecuencia del ciclo: La frecuencia de apertura determina si basta con un contacto de pasador estándar o si se requieren rodamientos.
- Gravedad de las vibraciones: El transporte, la maquinaria pesada y los equipos vibratorios exigen una arquitectura de montaje y pasadores más robusta.
- Clase de entorno: Las condiciones climáticas interiores secas, exteriores, de lavado, costeras o corrosivas afectan directamente a las decisiones sobre aleaciones y revestimientos.
- Capacidad de servicio frente a seguridad: decidir con antelación si el diseño requiere pasador fijo, despegue o construcción engrasable.
Una vez fijadas estas entradas, la selección de bisagras es mucho más coherente y las conversaciones con los proveedores, más productivas.
¿Qué es una bisagra industrial soldada?
Una bisagra industrial soldada es una bisagra de alta resistencia diseñada para fundirse directamente a un marco y una hoja metálicos sin orificios de montaje previamente taladrados. Se suele catalogar como bisagra de bala, bisagra de barril o pivote soldado. La principal ventaja de ingeniería es que la soldadura preserva la integridad de la sección transversal del sustrato metálico en lugar de debilitarlo con orificios de fijación taladrados.
En el caso de los fabricantes de equipos originales, las configuraciones estructurales más comunes son las de pasador desmontable, engrasable y asistida por cojinete o casquillo.
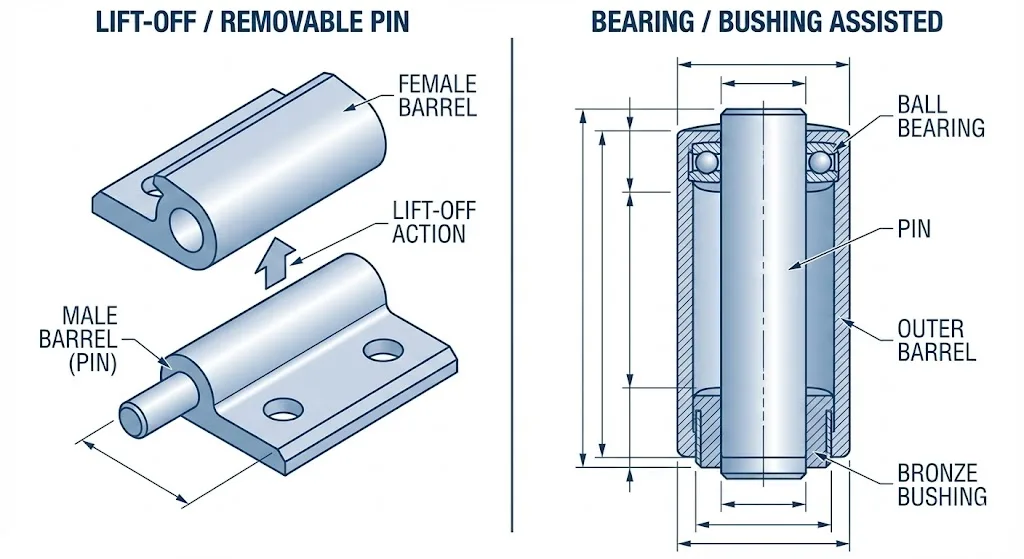
Figura: Arquitecturas comunes de bisagras soldadas utilizadas en proyectos OEM de puertas metálicas y cerramientos.
Si su pregunta de diseño es específicamente si una arquitectura desmontable es mejor que una estructura fija, revise la página dedicada a la decisión sobre armarios en lugar de ampliar esa comparación aquí.
Decisiones sobre carga, material y soporte
Cálculo de la carga y factor de seguridad
El peso estático de la puerta es sólo el punto de partida. El dimensionamiento de las bisagras OEM debe tener en cuenta la masa de la puerta, la masa de los herrajes, la anchura, el centro de gravedad, la separación entre bisagras y las condiciones de choque o uso indebido.
- Carga de diseño: (masa de la puerta + herrajes montados) × factor de seguridad.
- Regla industrial: utilice un factor de seguridad de 1,5 a 2,0 para la mayoría de las puertas industriales y paneles de equipos.
- Regla de espaciado: una bisagra por cada 30 pulgadas (unos 750 mm) de altura vertical es un punto de partida práctico, luego se ajusta en función de la masa y la anchura.
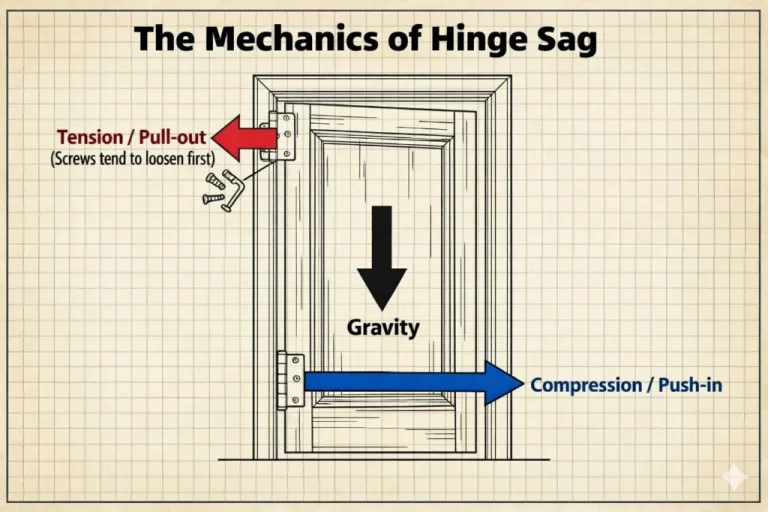
- Lógica vectorial: Las puertas anchas crean un momento flector mucho mayor en la bisagra superior que las puertas estrechas de la misma masa.
Si la aplicación ya presenta grietas, fatiga de la soldadura o hundimiento de la puerta, consulte nuestro guía de fallos de bisagras soldadas para solucionar problemas lógicos.
Compatibilidad metalúrgica
La compatibilidad de los materiales afecta tanto a la soldabilidad como a la durabilidad a largo plazo.
- Acero al carbono con acero al carbono: la combinación más común y económica para puertas industriales, cubiertas de máquinas y carrocerías de transporte.
- De inoxidable a inoxidable: se prefiere cuando la resistencia a la corrosión es importante; el 304 sirve para muchos interiores industriales, mientras que el 316 suele ser más seguro en entornos marinos, costeros o químicos.
- Soldadura disimilar: El paso de acero al carbono a acero inoxidable puede requerir la selección de un relleno de transición y un control más estricto del procedimiento para reducir la fragilidad y el riesgo galvánico.
- Aluminio: suele limitarse a aplicaciones de transporte más ligeras y requiere la elección de una aleación compatible y destreza en la soldadura.
Si su proyecto implica condensación, humedad en el área de los alimentos o un lavado agresivo, compare el entorno con su bisagra para cámaras frigoríficas lógica antes de finalizar la aleación y el acabado.
Arquitectura de rodamientos y pasadores
La arquitectura de los pasadores y cojinetes modifica la fuerza de apertura en el mundo real, el índice de desgaste y el intervalo de mantenimiento.
- Contacto de acero con acero: aceptable para servicio industrial ligero o de bajo ciclo.
- Casquillo de bronce o cojinete de agujas: mejor cuando la frecuencia de ciclo es alta y se requiere un funcionamiento más suave.
- Cojinete de empuje: preferible cuando la carga vertical es elevada y el diseño debe reducir la fricción y el esfuerzo de apertura.
- Pasador fijo: mejor cuando la resistencia a la manipulación importa más que la retirada del servicio.
- Pasador de elevación: mejor cuando los paneles deben retirarse con regularidad.
- Pasador engrasable: Lo mejor para entornos abrasivos, al aire libre o sucios, donde la contaminación por lavado prolonga la vida útil.
Lista de comprobación para la adquisición de OEM
Antes de emitir una petición de oferta o un pedido, confirme que los siguientes parámetros figuran en el pliego de condiciones de compra:
| Artículo | Por qué es importante | Ejemplo de lenguaje específico |
|---|---|---|
| Masa de la puerta | Tamaño y cantidad de bisagras | Puerta de acceso de acero de 180 kg |
| Ancho de puerta / brazo de palanca | Afecta al momento flector en la bisagra superior | 900 mm de ancho de hoja |
| Frecuencia del ciclo | Determina la necesidad de rodamientos | 20 aperturas al día |
| Material del marco y las hojas | Afecta a la soldabilidad y a la selección del relleno | Bastidor y hoja de acero al carbono |
| Clase de entorno | Afecta a la selección de la aleación y el revestimiento | Entorno exterior ISO 12944 C4 |
| Arquitectura de clavijas | Afecta a la capacidad de servicio y a la seguridad | Construcción con pasador fijo |
| Tipo de rodamiento | Afecta al desgaste y al esfuerzo de apertura | Casquillo de bronce necesario |
| Protección postsoldadura | Protege la ZAC de la corrosión | Imprimación rica en zinc después de la soldadura |
Casos típicos de OEM
- Puertas de acceso de acero pesado: donde el momento de flexión elevado y la continuidad estructural son críticos.
- Puertas de seguridad y recintos vallados: donde la resistencia a la manipulación y el montaje permanente importan.
- Contenedores de residuos y carrocerías de transporte: donde las cargas de choque, vibración e impacto son severas.
- Maquinaria minera y agrícola: donde el polvo, el barro, el lavado y la contaminación exigen diseños engrasables o sellados.
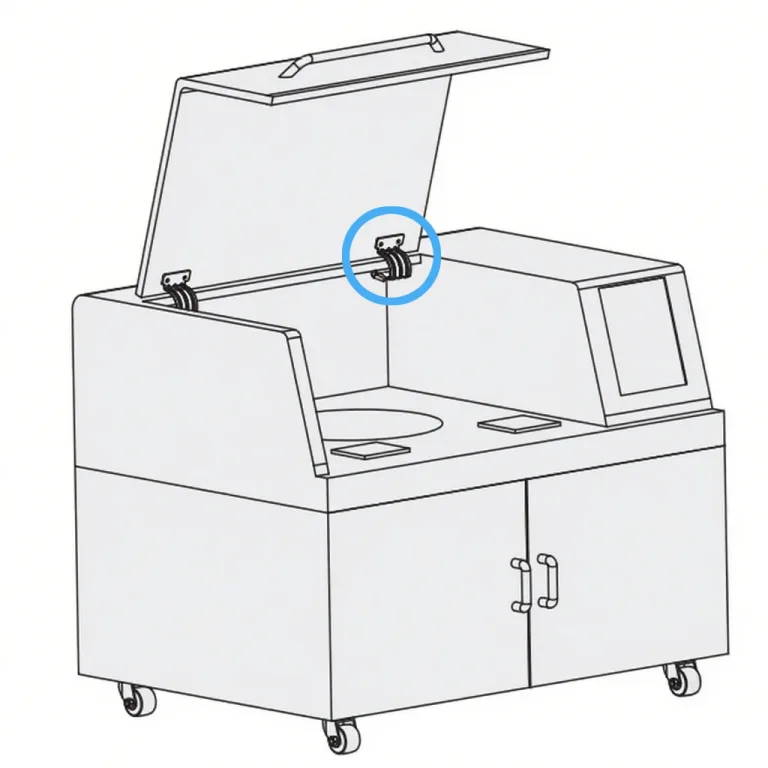
- Armarios para máquinas y equipos industriales: donde la estrategia de mantenimiento determina si se prefiere la arquitectura fija o la de despegue.

Figura: Las bisagras soldadas suelen preferirse cuando los postes redondos, los tubos y los perfiles no estándar hacen que los patrones de atornillado sean poco prácticos.
Soldar o atornillar: cuando la diferencia es importante
Para los equipos OEM, la decisión de soldar o atornillar suele reducirse a cuatro cuestiones:
- ¿Se espera que la junta resista las vibraciones sin tener que reapretarla periódicamente?
- ¿Prioriza el diseño la continuidad estructural frente a la removilidad sobre el terreno?
- ¿Es importante la resistencia a la manipulación?
- ¿Es el sustrato una estructura metálica compatible con la soldadura?
Las bisagras soldadas suelen ganar cuando la respuesta a la mayoría de estas preguntas es sí. Las bisagras atornilladas siguen siendo útiles cuando es más importante la posibilidad de desmontarlas sobre el terreno, los ensamblajes de materiales mixtos o una instalación poco especializada. Para una comparación técnica completa, consulte nuestra sección guía de bisagras soldadas frente a bisagras atornilladas.
Protocolo de fabricación: Instalación y prevención de fallos
Alineación colineal
Los ejes de las bisagras deben permanecer concéntricos. Incluso un pequeño error de alineación crea atascos, aumenta la fuerza de apertura y acelera la fatiga en el pasador de la bisagra, la zona del soporte o el área de soldadura. Utilice soldadura por puntos, pruebe el arco oscilante antes de la soldadura final y calce las desviaciones menores antes de la soldadura completa.
Dimensionamiento y penetración de la soldadura
Las soldaduras por puntos no son soldaduras de servicio. La longitud efectiva de la soldadura y el tamaño del filete deben seleccionarse en función del espesor de la placa de la bisagra, la carga de la puerta y la rigidez del sustrato. En aplicaciones pesadas, las soldaduras cortas de tamaño insuficiente son una causa común de fallos en el campo, incluso cuando el cuerpo de la bisagra es adecuado.
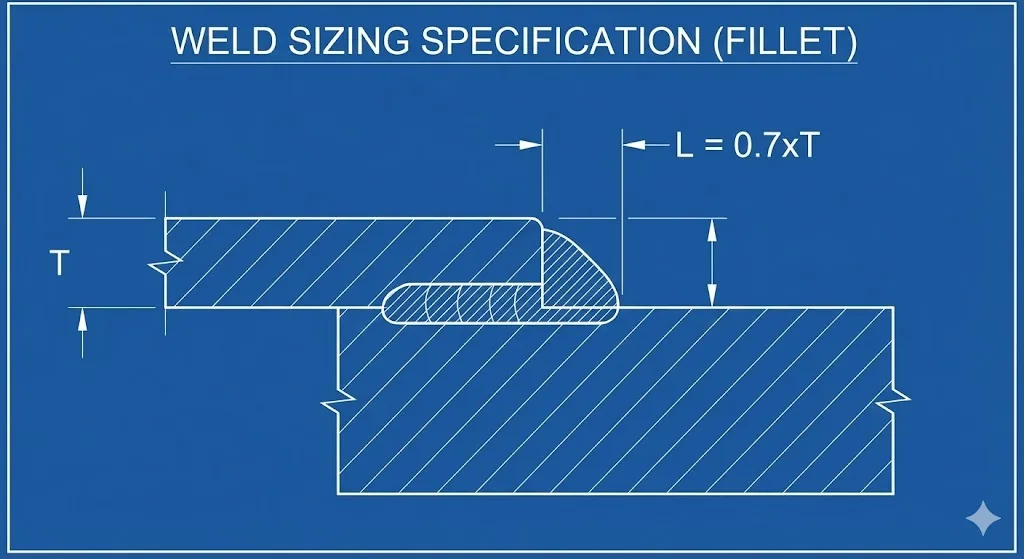
Figura: El tamaño de la soldadura y la guía de la pata de filete son fundamentales en las especificaciones de las bisagras OEM, ya que las soldaduras de tamaño insuficiente suelen fallar antes de que lo haga el cuerpo de la bisagra.
Gestión térmica y distorsión
El calor del barril se desplaza rápidamente durante la soldadura. Un calor excesivo puede dañar los casquillos internos, degradar la grasa, deformar los paneles finos o reducir el rendimiento de los modelos con rodamientos. Para los ensamblajes más finos, suelen ser necesarias la soldadura por puntos, la disipación del calor y la secuencia controlada de la soldadura.
Protección post-soldadura
El cordón de soldadura y la zona afectada por el calor son muy vulnerables tras la soldadura. Las versiones de acero al carbono suelen necesitar imprimación o revestimiento inmediato. Las bisagras de acero inoxidable pueden requerir limpieza y pasivado alrededor de la zona de soldadura para restaurar la resistencia a la corrosión.
Preguntas frecuentes (técnicas y de abastecimiento)
P1: ¿Las bisagras soldadas son siempre más resistentes que las atornilladas?
R: No automáticamente en todas las aplicaciones, pero en estructuras metálicas compatibles con soldadura suelen proporcionar una mejor continuidad estructural, mejor resistencia a las vibraciones y mejor resistencia a la manipulación que las alternativas fijadas mecánicamente.
P2: ¿Se pueden sustituir las bisagras soldadas en trabajos de mantenimiento?
R: Sí, pero la sustitución requiere más trabajo porque hay que eliminar la soldadura y volver a trabajar la superficie antes de instalar una bisagra nueva.
P3: ¿Cuál es el material más seguro para entornos marinos o altamente corrosivos?
R: El acero inoxidable AISI 316 suele ser la opción más segura, pero el procedimiento de soldadura y la pasivación posterior a la soldadura siguen siendo importantes.
P4: ¿Cuándo deben especificarse los modelos con rodamientos?
R: Cuando la masa de la puerta, la frecuencia de apertura o los objetivos de fuerza del operador superan lo que el contacto estándar de acero sobre acero puede manejar con eficacia.
P5: ¿Cuál es el mayor error de los fabricantes de equipos originales a la hora de especificar bisagras soldadas?
R: Tratar la bisagra como un elemento de hardware genérico en lugar de definir la carga, la geometría, la compatibilidad de materiales, la clase de entorno y el protocolo de soldadura juntos como un sistema.
Conclusión
Las bisagras industriales soldadas se especifican mejor como parte de una decisión de sistema completo, no como un artículo de catálogo independiente. La carga, la anchura, la frecuencia de los ciclos, la clase de entorno, la compatibilidad metalúrgica, la arquitectura de los pasadores, la elección de los cojinetes y la protección posterior a la soldadura influyen en que el conjunto final funcione según lo previsto.
Para los equipos de OEM, el objetivo práctico no es sólo comprar una "bisagra resistente". Se trata de definir un sistema de bisagras que pueda soldarse correctamente, sobrevivir al entorno operativo real y evitar fallos evitables a lo largo de la vida útil del activo.