Weld-On Hinge Specs for OEMs | Load, Weldability, Bearings
In OEM projects, weld-on hinges are usually specified when vibration resistance, structural continuity, tamper resistance, and long-term reliability matter more than field removability. The real engineering question is not whether weld-on hinges are “stronger” in general, but how to define the correct load class, weldability, bearing architecture, corrosion protection, and installation method for the actual application.
This guide is written for OEM buyers, structural engineers, and industrial hardware specifiers who need a practical way to define weld-on hinges before RFQ, sourcing, and fabrication. It focuses on high-load applications, but the same logic also applies to security gates, transport bodies, machine enclosures, and service doors where failure is costly.
What OEM Buyers Should Define Before Requesting a Quote
Before comparing hinge models or suppliers, define these six project variables clearly:
- Door or panel mass: total moving mass, including hardware and accessories.
- Width and lever arm: door width changes bending moment and top-hinge loading.
- Cycle frequency: opening frequency determines whether standard pin contact is sufficient or bearings are required.
- Vibration severity: transport, heavy machinery, and vibrating equipment demand more robust mounting and pin architecture.
- Environment class: indoor dry, outdoor weather, washdown, coastal, or corrosive conditions directly affect alloy and coating decisions.
- Serviceability vs. security: decide early whether the design requires fixed pin, lift-off, or greaseable construction.
Once these inputs are fixed, hinge selection becomes much more consistent and supplier discussions become more productive.
What Is a Weld-On Industrial Hinge?
A weld-on industrial hinge is a heavy-duty hinge designed to be fused directly to a metal frame and leaf without pre-drilled mounting holes. It is commonly cataloged as a bullet hinge, barrel hinge, or weld-on pivot. The key engineering advantage is that welding preserves the cross-sectional integrity of the metal substrate instead of weakening it with drilled fastener holes.
For OEM work, the most common structural configurations are lift-off / removable pin, greaseable, and bearing- or bushing-assisted designs.
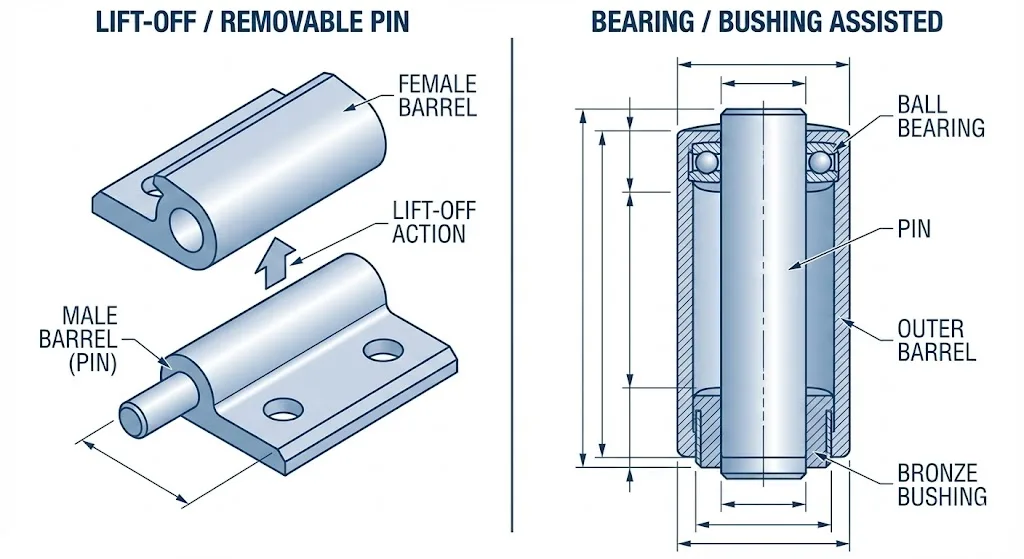
Figure: Common weld-on hinge architectures used in OEM metal-door and enclosure projects.
If your design question is specifically whether a removable architecture is better than a fixed structure, review the dedicated enclosure decision page rather than expanding that comparison here.
Load, Material, and Bearing Decisions
Load Calculation and Safety Factor
Static door weight is only the starting point. OEM hinge sizing should consider door mass, hardware mass, width, center of gravity, hinge spacing, and shock or misuse conditions.
- Design load: (door mass + mounted hardware) × safety factor.
- Industrial rule of thumb: use a safety factor of 1.5 to 2.0 for most industrial doors and equipment panels.
- Spacing rule: one hinge per 30 inches (about 750 mm) of vertical height is a practical starting point, then adjust for mass and width.
- Vector logic: wide doors create much larger bending moment on the upper hinge than narrow doors of the same mass.
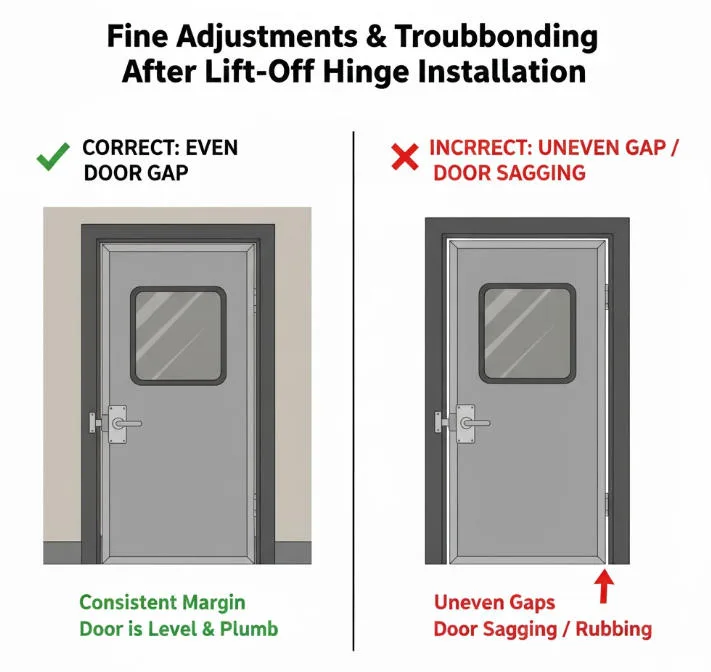
If the application is already showing cracking, weld fatigue, or door sag, see our weld-on hinge failure guide for troubleshooting logic.
Metallurgical Compatibility
Material compatibility affects both weldability and long-term durability.
- Carbon steel to carbon steel: the most common and economical combination for industrial gates, machine covers, and transport bodies.
- Stainless to stainless: preferred where corrosion resistance matters; 304 works for many industrial interiors, while 316 is usually safer in marine, coastal, or chemical environments.
- Dissimilar welding: carbon steel to stainless steel may require transition filler selection and tighter procedure control to reduce brittleness and galvanic risk.
- Aluminum: usually limited to lighter transport applications and requires compatible alloy choice and welding skill.
If your project involves condensation, food-area moisture, or aggressive washdown, compare the environment against your cold storage hinge logic before finalizing alloy and finish.
Bearing and Pin Architecture
Pin and bearing architecture changes real-world opening force, wear rate, and maintenance interval.
- Steel-on-steel contact: acceptable for lighter-duty or low-cycle industrial service.
- Bronze bushing or needle bearing: better where cycle frequency is high and smoother operation is required.
- Thrust bearing: preferred when vertical load is high and the design must reduce friction and opening effort.
- Fixed pin: best where tamper resistance matters more than service removal.
- Lift-off pin: better where panels must be removed regularly.
- Greaseable pin: best for abrasive, outdoor, or dirty environments where flushing contamination extends service life.
OEM Procurement Checklist
Before releasing RFQ or PO, confirm that the following parameters appear in the purchasing specification:
| Item | Why It Matters | Example Spec Language |
|---|---|---|
| Door mass | Drives hinge size and quantity | 180 kg steel access door |
| Door width / lever arm | Affects bending moment at the top hinge | 900 mm leaf width |
| Cycle frequency | Determines bearing requirement | 20 openings per day |
| Frame and leaf material | Affects weldability and filler selection | Carbon steel frame and leaf |
| Environment class | Affects alloy and coating selection | ISO 12944 C4 outdoor environment |
| Pin architecture | Affects serviceability and security | Fixed pin construction |
| Bearing type | Affects wear and opening effort | Bronze bushing required |
| Post-weld protection | Protects HAZ from corrosion | Zinc-rich primer after welding |
Typical OEM Use Cases
- Heavy steel access doors: where high bending moment and structural continuity are critical.
- Security gates and fenced enclosures: where tamper resistance and permanent mounting matter.
- Waste containers and transport bodies: where shock, vibration, and impact loading are severe.
- Mining and agricultural machinery: where dust, mud, washdown, and contamination demand greaseable or sealed designs.
- Machine and industrial equipment enclosures: where maintenance strategy determines whether fixed or lift-off architecture is preferred.

Figure: Weld-on hinges are often preferred where round posts, tubes, and non-standard profiles make bolt patterns impractical.
Weld-On vs Bolt-On: When the Difference Matters
For OEM teams, the weld-on vs bolt-on decision usually comes down to four questions:
- Is the joint expected to resist vibration without periodic re-tightening?
- Does the design prioritize structural continuity over field removability?
- Is tamper resistance important?
- Is the substrate a weld-compatible metal frame?
Weld-on hinges usually win when the answer to most of these is yes. Bolt-on hinges remain useful where field removability, mixed-material assemblies, or low-skill installation matter more. For a full engineering comparison, see our dedicated weld-on vs bolt-on hinge guide.
Manufacturing Protocol: Installation and Failure Prevention
Collinear Alignment
Hinge axes must remain concentric. Even small alignment error creates binding, increases opening force, and accelerates fatigue in the hinge pin, bracket zone, or weld area. Use tack welding, test the swing arc before final weld, and shim minor deviation before full weld-out.
Weld Sizing and Penetration
Tack welds are not service welds. Effective weld length and fillet size must be selected according to hinge plate thickness, door load, and substrate stiffness. For heavy-duty applications, short under-sized welds are a common root cause of field failure even when the hinge body itself is adequate.
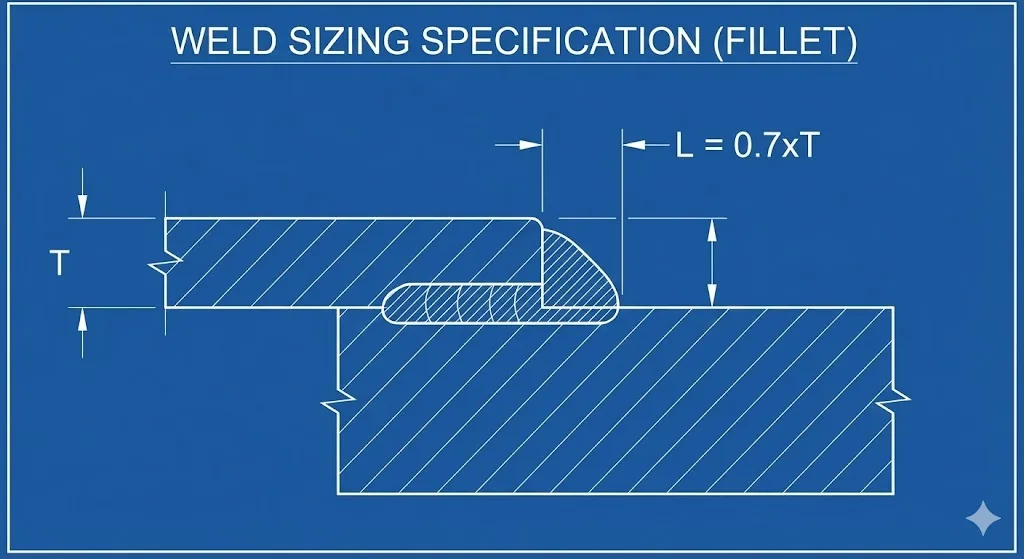
Figure: Weld sizing and fillet-leg guidance are critical in OEM hinge specifications because undersized welds often fail before the hinge body does.
Thermal Management and Distortion
Barrel heat travels quickly during welding. Excessive heat can damage internal bushings, degrade grease, distort thin panels, or reduce the performance of bearing-assisted models. For thinner assemblies, stitch welding, heat sinking, and controlled weld sequencing are often necessary.
Post-Weld Protection
The weld bead and heat-affected zone are highly vulnerable after welding. Carbon steel versions usually need immediate primer or coating. Stainless steel hinges may still require cleaning and passivation around the weld area to restore corrosion resistance.
FAQ (Technical and Sourcing)
Q1: Are weld-on hinges always stronger than bolt-on hinges?
A: Not automatically in every application, but in weld-compatible metal structures they usually provide better structural continuity, better vibration resistance, and better tamper resistance than mechanically fastened alternatives.
Q2: Can weld-on hinges be replaced in maintenance work?
A: Yes, but replacement is more labor-intensive because the weld must be removed and the surface reworked before a new hinge can be installed.
Q3: What is the safest material choice for marine or highly corrosive environments?
A: AISI 316 stainless steel is usually the safer choice, but weld procedure and post-weld passivation still matter.
Q4: When should bearing-assisted models be specified?
A: When door mass, opening frequency, or operator-force targets exceed what standard steel-on-steel contact can handle efficiently.
Q5: What is the biggest OEM mistake when specifying weld-on hinges?
A: Treating the hinge as a generic hardware item instead of defining load, geometry, material compatibility, environment class, and welding protocol together as one system.
Conclusion
Weld-on industrial hinges are best specified as part of a full system decision, not as a standalone catalog item. Load, width, cycle frequency, environment class, metallurgical compatibility, pin architecture, bearing choice, and post-weld protection all influence whether the final assembly performs as intended.
For OEM teams, the practical goal is not just to buy a “strong hinge.” It is to define a hinge system that can be welded correctly, survive the real operating environment, and avoid avoidable failures over the asset’s service life.