Especificações de dobradiças soldadas para OEMs | Carga, soldabilidade, rolamentos
Nos projectos OEM, as dobradiças soldadas são normalmente especificadas quando a resistência à vibração, a continuidade estrutural, a resistência à violação e a fiabilidade a longo prazo são mais importantes do que a possibilidade de remoção no terreno. A verdadeira questão de engenharia não é se as dobradiças soldadas são "mais fortes" em geral, mas como definir a classe de carga correta, a soldabilidade, a arquitetura do rolamento, a proteção contra a corrosão e o método de instalação para a aplicação real.
Este guia foi escrito para compradores OEM, engenheiros estruturais e especificadores de hardware industrial que precisam de uma forma prática de definir dobradiças soldadas antes do pedido de cotação, do fornecimento e do fabrico. Centra-se em aplicações de carga elevada, mas a mesma lógica também se aplica a portões de segurança, carroçarias de transporte, caixas de máquinas e portas de serviço onde as falhas são dispendiosas.
O que os compradores OEM devem definir antes de solicitar um orçamento
Antes de comparar modelos ou fornecedores de dobradiças, defina claramente estas seis variáveis de projeto:
- Massa da porta ou do painel: massa móvel total, incluindo ferragens e acessórios.
- Largura e braço da alavanca: a largura da porta altera o momento fletor e a carga da dobradiça superior.
- Frequência do ciclo: A frequência de abertura determina se o contacto normal por pinos é suficiente ou se são necessários rolamentos.
- Gravidade da vibração: transporte, maquinaria pesada e equipamento vibratório exigem uma arquitetura de montagem e de pinos mais robusta.
- Classe de ambiente: As condições climáticas interiores secas, exteriores, de lavagem, costeiras ou corrosivas afectam diretamente as decisões relativas à liga e ao revestimento.
- Facilidade de manutenção vs. segurança: decidir antecipadamente se o projeto requer uma construção de pino fixo, de elevação ou lubrificável.
Uma vez fixadas estas entradas, a seleção das dobradiças torna-se muito mais consistente e as discussões com os fornecedores tornam-se mais produtivas.
O que é uma dobradiça industrial soldada?
Uma dobradiça industrial soldada é uma dobradiça de serviço pesado concebida para ser fundida diretamente a uma estrutura e folha de metal sem orifícios de montagem pré-perfurados. É normalmente catalogada como uma dobradiça bullet, dobradiça barrel ou pivô weld-on. A principal vantagem de engenharia é que a soldadura preserva a integridade da secção transversal do substrato metálico em vez de o enfraquecer com orifícios de fixação perfurados.
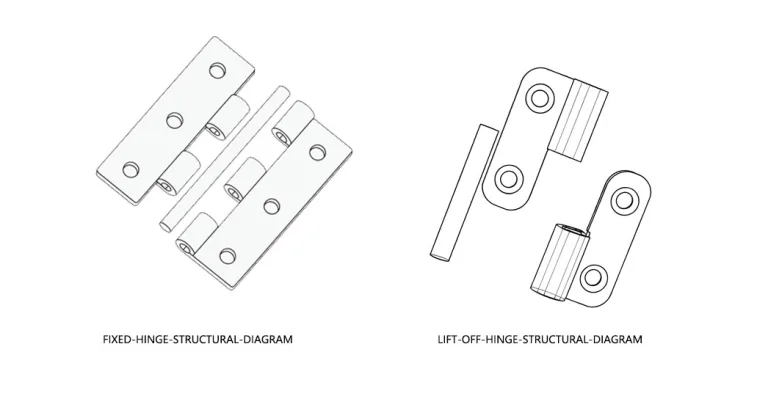
Para o trabalho OEM, as configurações estruturais mais comuns são as de pino amovível, lubrificáveis e assistidas por rolamentos ou casquilhos.
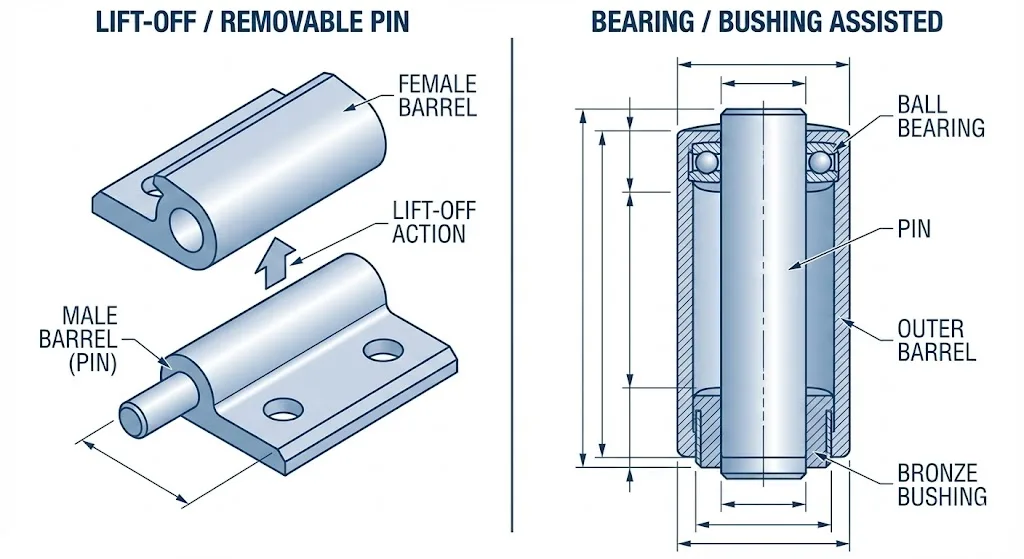
Figura: Arquitecturas comuns de dobradiças soldadas utilizadas em projectos OEM de portas e armários metálicos.
Se a sua questão de conceção for especificamente se uma arquitetura amovível é melhor do que uma estrutura fixa, consulte a página dedicada à decisão sobre armários, em vez de expandir essa comparação aqui.
Decisões de carga, material e suporte
Cálculo da carga e fator de segurança
O peso estático da porta é apenas o ponto de partida. O dimensionamento da dobradiça OEM deve considerar a massa da porta, a massa do hardware, a largura, o centro de gravidade, o espaçamento da dobradiça e as condições de choque ou uso indevido.
- Carga de projeto: (massa da porta + ferragens montadas) × fator de segurança.
- Regra de ouro industrial: utilizar um fator de segurança de 1,5 a 2,0 para a maioria das portas industriais e painéis de equipamento.
- Regra de espaçamento: uma dobradiça por cada 30 polegadas (cerca de 750 mm) de altura vertical é um ponto de partida prático, depois ajuste para a massa e a largura.
- Lógica vetorial: as portas largas criam um momento de flexão muito maior na dobradiça superior do que as portas estreitas com a mesma massa.
Se a aplicação já estiver a apresentar fissuras, fadiga da soldadura ou descaimento da porta, consulte a nossa guia de falha de dobradiça soldada para a lógica de resolução de problemas.
Compatibilidade metalúrgica
A compatibilidade dos materiais afecta tanto a soldabilidade como a durabilidade a longo prazo.
- Aço-carbono para aço-carbono: a combinação mais comum e económica para portões industriais, coberturas de máquinas e carroçarias de transporte.
- De aço inoxidável a aço inoxidável: preferido quando a resistência à corrosão é importante; o 304 funciona para muitos interiores industriais, enquanto o 316 é normalmente mais seguro em ambientes marinhos, costeiros ou químicos.
- Soldadura dissimilar: aço-carbono para aço inoxidável pode exigir uma seleção de material de enchimento de transição e um controlo mais rigoroso do procedimento para reduzir a fragilidade e o risco galvânico.
- Alumínio: normalmente limitado a aplicações de transporte mais ligeiras e requer uma escolha de liga compatível e competências de soldadura.
Se o seu projeto envolve condensação, humidade na área alimentar ou lavagem agressiva, compare o ambiente com o seu dobradiça para câmaras frigoríficas lógica antes de finalizar a liga e o acabamento.
Arquitetura de rolamentos e pinos
A arquitetura do pino e do rolamento altera a força de abertura do mundo real, a taxa de desgaste e o intervalo de manutenção.
- Contacto aço sobre aço: aceitável para serviços industriais mais ligeiros ou de baixo ciclo.
- Casquilho de bronze ou rolamento de agulhas: melhor quando a frequência do ciclo é elevada e é necessário um funcionamento mais suave.
- Rolamento axial: preferido quando a carga vertical é elevada e a conceção deve reduzir o atrito e o esforço de abertura.
- Pino fixo: melhor quando a resistência à violação é mais importante do que a remoção de serviço.
- Pino de descolagem: melhor quando os painéis têm de ser retirados regularmente.
- Pino lubrificável: melhor para ambientes abrasivos, exteriores ou sujos, onde a lavagem da contaminação aumenta a vida útil.
Lista de verificação de aquisição OEM
Antes de libertar a solicitação de cotação ou o pedido de compra, confirmar que os seguintes parâmetros aparecem na especificação de compra:
| Item | Porque é que é importante | Exemplo de linguagem específica |
|---|---|---|
| Massa da porta | Dimensão e quantidade de dobradiças de acionamento | Porta de acesso em aço de 180 kg |
| Largura da porta / braço da alavanca | Afecta o momento fletor na charneira superior | 900 mm de largura da folha |
| Frequência do ciclo | Determina a necessidade de rolamentos | 20 vagas por dia |
| Material da moldura e da folha | Afecta a soldabilidade e a seleção do material de enchimento | Estrutura e folha em aço carbono |
| Classe de ambiente | Afecta a seleção da liga e do revestimento | Ambiente exterior ISO 12944 C4 |
| Arquitetura dos pinos | Afecta a operacionalidade e a segurança | Construção com pino fixo |
| Tipo de rolamento | Afecta o desgaste e o esforço de abertura | É necessário um casquilho de bronze |
| Proteção pós-soldadura | Protege a ZTA da corrosão | Primário rico em zinco após a soldadura |
Casos de utilização típicos de OEM
- Portas de acesso em aço pesado: onde o momento fletor elevado e a continuidade estrutural são críticos.
- Portões de segurança e recintos vedados: onde a resistência à violação e a montagem permanente são importantes.
- Contentores e caixas de transporte de resíduos: onde as cargas de choque, vibração e impacto são severas.
- Máquinas para as indústrias extractivas e agrícolas: onde o pó, a lama, a lavagem e a contaminação exigem concepções lubrificadas ou seladas.
- Caixas para máquinas e equipamentos industriais: em que a estratégia de manutenção determina se é preferível uma arquitetura fixa ou de descolagem.

Figura: As dobradiças de soldar são frequentemente preferidas quando os postes redondos, os tubos e os perfis não normalizados tornam os padrões de parafusos impraticáveis.
Soldar ou aparafusar: quando a diferença é importante
Para as equipas OEM, a decisão entre soldar e aparafusar resume-se normalmente a quatro questões:
- Prevê-se que a junta resista a vibrações sem reapertos periódicos?
- O projeto dá prioridade à continuidade estrutural em detrimento da possibilidade de remoção no terreno?
- A resistência à violação é importante?
- O substrato é uma estrutura metálica compatível com a soldadura?
As dobradiças soldadas normalmente ganham quando a resposta à maioria destas perguntas é sim. As dobradiças aparafusadas continuam a ser úteis quando a possibilidade de remoção no terreno, as montagens de materiais mistos ou a instalação pouco especializada são mais importantes. Para uma comparação completa de engenharia, consulte a nossa secção dedicada guia de dobradiça soldada vs aparafusada.
Protocolo de fabrico: Instalação e prevenção de falhas
Alinhamento colinear
Os eixos das dobradiças devem permanecer concêntricos. Mesmo um pequeno erro de alinhamento cria uma ligação, aumenta a força de abertura e acelera a fadiga no pino da dobradiça, na zona do suporte ou na área de soldadura. Utilize a soldadura por pontos, teste o arco de oscilação antes da soldadura final e calce os desvios menores antes da soldadura completa.
Dimensionamento e penetração da solda
As soldaduras de remate não são soldaduras de serviço. O comprimento efetivo da solda e o tamanho do filete devem ser selecionados de acordo com a espessura da chapa da dobradiça, a carga da porta e a rigidez do substrato. Para aplicações pesadas, soldas curtas e subdimensionadas são uma causa comum de falha no campo, mesmo quando o próprio corpo da dobradiça é adequado.
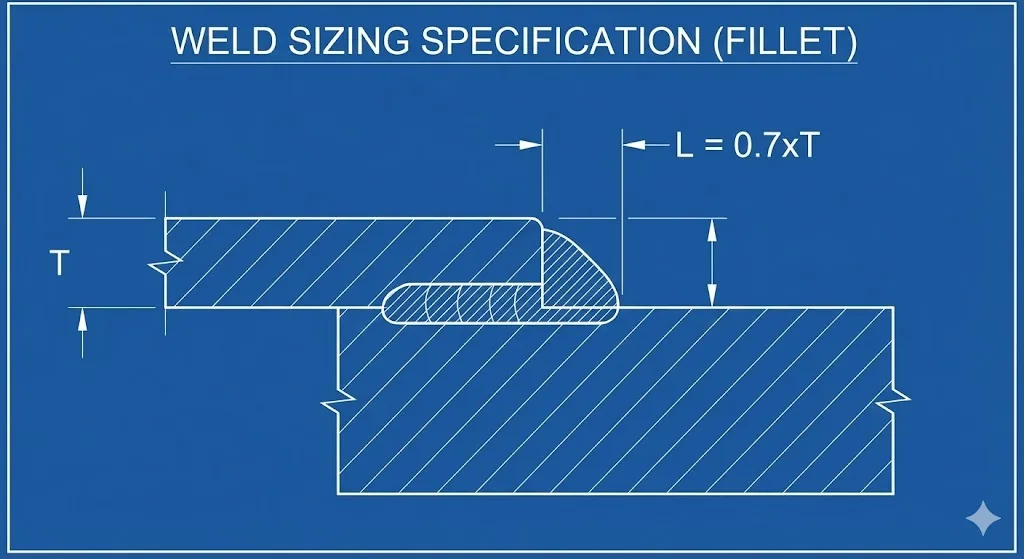
Figura: O dimensionamento da solda e a orientação da perna de filete são críticos nas especificações das dobradiças OEM porque as soldas subdimensionadas geralmente falham antes do corpo da dobradiça.
Gestão térmica e distorção
O calor do tambor desloca-se rapidamente durante a soldadura. O calor excessivo pode danificar os casquilhos internos, degradar a massa lubrificante, distorcer painéis finos ou reduzir o desempenho dos modelos assistidos por rolamentos. Para conjuntos mais finos, a soldadura por pontos, o dissipador de calor e a sequência de soldadura controlada são frequentemente necessários.
Proteção pós-soldadura
O cordão de soldadura e a zona afetada pelo calor são altamente vulneráveis após a soldadura. As versões em aço-carbono necessitam normalmente de um primário ou revestimento imediato. As dobradiças de aço inoxidável podem ainda necessitar de limpeza e passivação em torno da área de soldadura para restaurar a resistência à corrosão.
Perguntas frequentes (técnicas e de aprovisionamento)
Q1: As dobradiças soldadas são sempre mais fortes do que as dobradiças aparafusadas?
R: Não automaticamente em todas as aplicações, mas em estruturas metálicas compatíveis com a soldadura proporcionam normalmente uma melhor continuidade estrutural, melhor resistência à vibração e melhor resistência à manipulação do que as alternativas fixadas mecanicamente.
P2: As dobradiças soldadas podem ser substituídas em trabalhos de manutenção?
R: Sim, mas a substituição é mais trabalhosa, uma vez que a soldadura tem de ser removida e a superfície refeita antes de poder ser instalada uma nova dobradiça.
Q3: Qual é a escolha de material mais segura para ambientes marinhos ou altamente corrosivos?
R: O aço inoxidável AISI 316 é normalmente a escolha mais segura, mas o procedimento de soldadura e a passivação pós-soldadura continuam a ser importantes.
Q4: Quando é que os modelos assistidos por rolamentos devem ser especificados?
R: Quando a massa da porta, a frequência de abertura ou os objectivos de força do operador excedem o que o contacto normal de aço sobre aço pode suportar eficazmente.
P5: Qual é o maior erro dos OEM quando especificam dobradiças soldadas?
R: Tratar a dobradiça como um item de hardware genérico em vez de definir a carga, a geometria, a compatibilidade do material, a classe ambiental e o protocolo de soldadura em conjunto como um sistema.
Conclusão
As dobradiças industriais soldadas são melhor especificadas como parte de uma decisão de sistema completo, não como um item de catálogo autónomo. A carga, a largura, a frequência do ciclo, a classe ambiental, a compatibilidade metalúrgica, a arquitetura do pino, a escolha do rolamento e a proteção pós-soldadura influenciam o desempenho do conjunto final como pretendido.
Para as equipas OEM, o objetivo prático não é apenas comprar uma "dobradiça forte". É definir um sistema de dobradiça que possa ser soldado corretamente, que resista ao ambiente de funcionamento real e que evite falhas evitáveis ao longo da vida útil do bem.