Spécifications des charnières à souder pour les équipementiers : charge, soudabilité, roulements
Dans les projets OEM, les charnières à souder sont généralement spécifiées lorsque la résistance aux vibrations, la continuité structurelle, la résistance à l'effraction et la fiabilité à long terme sont plus importantes que la facilité de démontage sur le terrain. La véritable question technique n'est pas de savoir si les charnières à souder sont "plus solides" en général, mais comment définir la classe de charge, la soudabilité, l'architecture des roulements, la protection contre la corrosion et la méthode d'installation qui conviennent à l'application réelle.
Ce guide est destiné aux acheteurs OEM, aux ingénieurs structurels et aux prescripteurs de matériel industriel qui ont besoin d'une méthode pratique pour définir les éléments suivants charnières à souder avant l'appel d'offres, l'approvisionnement et la fabrication. Il se concentre sur les applications à forte charge, mais la même logique s'applique également aux barrières de sécurité, aux carrosseries de transport, aux boîtiers de machines et aux portes de service, où les défaillances sont coûteuses.
Ce que les acheteurs OEM doivent définir avant de demander un devis
Avant de comparer les modèles de charnières ou les fournisseurs, définissez clairement les six variables du projet :
- Masse de la porte ou du panneau : la masse totale en mouvement, y compris le matériel et les accessoires.
- Largeur et bras de levier : la largeur de la porte modifie le moment de flexion et la charge sur la charnière supérieure.
- Fréquence du cycle : la fréquence d'ouverture détermine si un contact standard avec les goupilles est suffisant ou si des roulements sont nécessaires.
- Gravité des vibrations : Le transport, les machines lourdes et les équipements vibrants exigent une architecture de montage et d'axe plus robuste.
- Classe d'environnement : les conditions intérieures sèches, extérieures, de lavage, côtières ou corrosives ont une incidence directe sur les choix d'alliages et de revêtements.
- Facilité d'entretien ou sécurité : décider à l'avance si la conception nécessite une broche fixe, un dispositif de levage ou une construction graissable.
Une fois ces éléments fixés, la sélection des charnières devient beaucoup plus cohérente et les discussions avec les fournisseurs deviennent plus productives.
Qu'est-ce qu'une charnière industrielle à souder ?
Une charnière industrielle à souder est une charnière robuste conçue pour être soudée directement à un cadre métallique et à un vantail sans trous de montage pré-percés. Elle est communément appelée charnière à œillet, charnière à barillet ou pivot à souder. Le principal avantage technique est que le soudage préserve l'intégrité de la section transversale du substrat métallique au lieu de l'affaiblir en perçant des trous de fixation.
Pour les travaux OEM, les configurations structurelles les plus courantes sont les suivantes : goupilles amovibles, graissables et assistées par des roulements ou des coussinets.
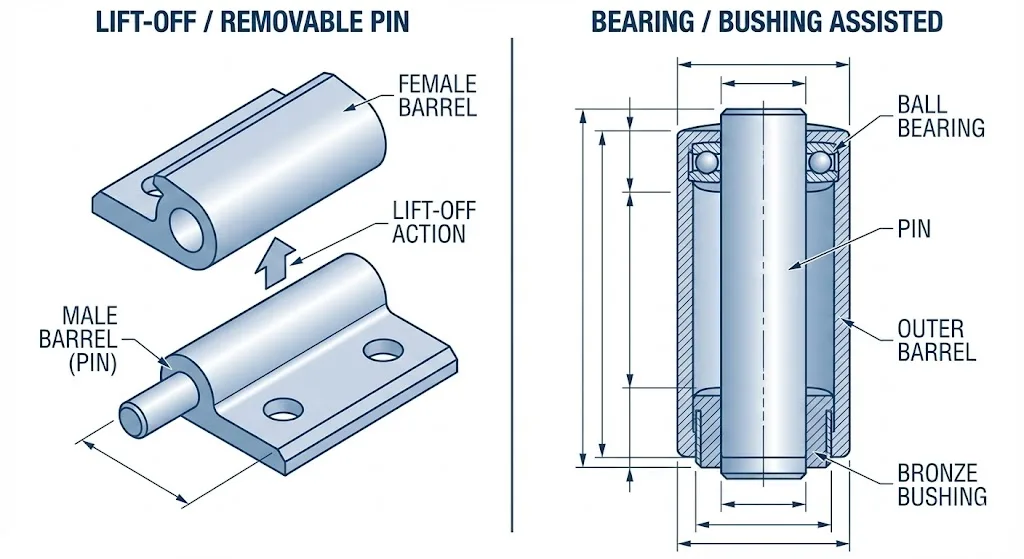
Figure : Architectures courantes de charnières à souder utilisées dans les projets de portes métalliques et d'armoires OEM.
Si votre question de conception est de savoir si une architecture amovible est meilleure qu'une structure fixe, consultez la page dédiée aux décisions concernant les boîtiers plutôt que de développer cette comparaison ici.
Décisions concernant les charges, les matériaux et les paliers
Calcul de la charge et facteur de sécurité
Le poids statique de la porte n'est qu'un point de départ. Le dimensionnement des charnières OEM doit tenir compte de la masse de la porte, de la masse du matériel, de la largeur, du centre de gravité, de l'espacement des charnières et des conditions de choc ou de mauvaise utilisation.
- Charge de conception : (masse de la porte + quincaillerie montée) × facteur de sécurité.
- Règle empirique pour l'industrie : utiliser un facteur de sécurité de 1,5 à 2,0 pour la plupart des portes industrielles et des panneaux d'équipement.
- Règle d'espacement : une charnière par 30 pouces (environ 750 mm) de hauteur verticale est un point de départ pratique, puis ajuster en fonction de la masse et de la largeur.
- Logique vectorielle : les portes larges créent un moment de flexion beaucoup plus important sur la charnière supérieure que les portes étroites de même masse.
Si l'application présente déjà des fissures, une fatigue de la soudure ou un affaissement de la porte, consultez notre rubrique guide de défaillance des charnières à souder pour la logique de dépannage.
Compatibilité métallurgique
La compatibilité des matériaux a une incidence sur la soudabilité et la durabilité à long terme.
- Acier au carbone à acier au carbone : la combinaison la plus courante et la plus économique pour les portails industriels, les couvercles de machines et les carrosseries de transport.
- Inox à inox : Le 304 convient à de nombreux intérieurs industriels, tandis que le 316 est généralement plus sûr dans les environnements marins, côtiers ou chimiques.
- Soudage dissemblable : l'acier au carbone à l'acier inoxydable peut nécessiter le choix d'un mastic de transition et un contrôle plus strict des procédures afin de réduire la fragilité et le risque galvanique.
- Aluminium : est généralement limité aux applications de transport plus légères et nécessite un choix d'alliage compatible et des compétences en matière de soudage.
Si votre projet implique de la condensation, de l'humidité dans la zone alimentaire ou un lavage agressif, comparez l'environnement à votre charnière de chambre froide logique avant de finaliser l'alliage et la finition.
Architecture des paliers et des goupilles
L'architecture des axes et des roulements modifie la force d'ouverture dans le monde réel, le taux d'usure et l'intervalle de maintenance.
- Contact acier sur acier : acceptables pour un service industriel plus léger ou à faible cycle.
- Douille en bronze ou roulement à aiguilles : est préférable lorsque la fréquence des cycles est élevée et qu'un fonctionnement plus souple est nécessaire.
- Palier de butée : préférée lorsque la charge verticale est élevée et que la conception doit réduire les frottements et l'effort d'ouverture.
- Goupille fixe : le meilleur lorsque la résistance à l'effraction est plus importante que la suppression des services.
- Goupille de décollage : mieux lorsque les panneaux doivent être retirés régulièrement.
- Goupille graissable : Idéal pour les environnements abrasifs, extérieurs ou sales, où le rinçage de la contamination prolonge la durée de vie.
Liste de contrôle pour l'acquisition d'OEM
Avant de lancer l'appel d'offres ou la commande, confirmez que les paramètres suivants figurent dans la spécification d'achat :
| Objet | Pourquoi c'est important | Exemple de langage de spécification |
|---|---|---|
| Masse de la porte | Entraîne la taille et la quantité des charnières | Porte d'accès en acier de 180 kg |
| Largeur de la porte / bras de levier | Affecte le moment de flexion à la charnière supérieure | 900 mm de largeur de vantail |
| Fréquence du cycle | Détermination des besoins en roulements | 20 ouvertures par jour |
| Matériau du cadre et de la feuille | Affecte la soudabilité et la sélection des produits d'apport | Cadre et vantail en acier au carbone |
| Classe d'environnement | Affecte le choix de l'alliage et du revêtement | ISO 12944 C4 environnement extérieur |
| Architecture des broches | Affecte l'aptitude au service et la sécurité | Construction à goupille fixe |
| Type de palier | Affecte l'usure et l'effort d'ouverture | Douille en bronze nécessaire |
| Protection post-soudure | Protège l'HAZ de la corrosion | Primaire riche en zinc après soudage |
Cas d'utilisation OEM typiques
- Portes d'accès en acier lourd : où le moment de flexion élevé et la continuité structurelle sont critiques.
- Portails de sécurité et enclos clôturés : où la résistance à l'effraction et le montage permanent sont importants.
- Conteneurs de déchets et carrosseries de transport : où les chocs, les vibrations et les impacts sont importants.
- Machines minières et agricoles : où la poussière, la boue, le lavage et la contamination exigent des conceptions graissables ou étanches.
- Enveloppes de machines et d'équipements industriels : où la stratégie de maintenance détermine si l'on préfère une architecture fixe ou une architecture à décollage.

Figure : Les charnières à souder sont souvent préférées lorsque les poteaux ronds, les tubes et les profils non standard rendent les schémas de boulonnage peu pratiques.
Weld-On vs Bolt-On : quand la différence est importante
Pour les équipes OEM, la décision entre soudage et boulonnage se résume généralement à quatre questions :
- Le joint est-il censé résister aux vibrations sans resserrage périodique ?
- La conception donne-t-elle la priorité à la continuité structurelle plutôt qu'à l'amovibilité sur le terrain ?
- L'inviolabilité est-elle importante ?
- Le substrat est-il un cadre métallique compatible avec la soudure ?
Les charnières à souder l'emportent généralement lorsque la réponse à la plupart de ces questions est positive. Les charnières à boulonner restent utiles lorsque l'amovibilité sur le terrain, les assemblages de matériaux mixtes ou l'installation par des personnes peu qualifiées sont plus importants. Pour une comparaison technique complète, consultez notre site dédié aux charnières à souder. guide de charnière à souder ou à boulonner.
Protocole de fabrication : Installation et prévention des défaillances
Alignement colinéaire
Les axes des charnières doivent rester concentriques. Une erreur d'alignement, même minime, crée un blocage, augmente la force d'ouverture et accélère la fatigue de l'axe de charnière, de la zone de support ou de la zone de soudure. Utilisez le soudage par points, testez l'arc d'oscillation avant le soudage final et calez les écarts mineurs avant le soudage complet.
Dimensionnement et pénétration des soudures
Les soudures de reprise ne sont pas des soudures de service. La longueur effective de la soudure et la taille du congé doivent être sélectionnées en fonction de l'épaisseur de la plaque de la charnière, de la charge de la porte et de la rigidité du substrat. Pour les applications lourdes, les soudures courtes et de taille insuffisante sont une cause fréquente de défaillance sur le terrain, même lorsque le corps de la charnière est adéquat.
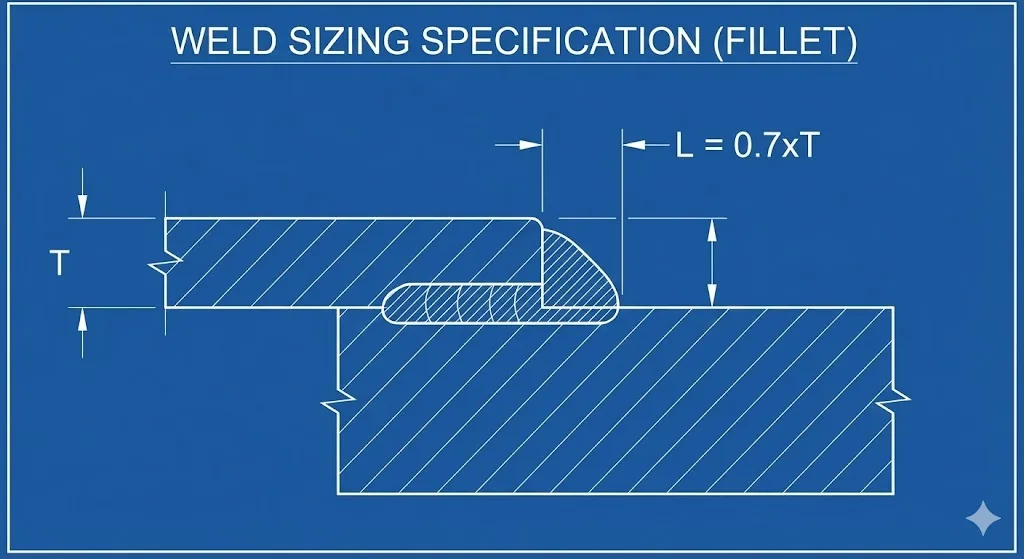
Figure : Le dimensionnement des soudures et le guidage de la jambe d'angle sont essentiels dans les spécifications des charnières OEM, car les soudures sous-dimensionnées se rompent souvent avant que le corps de la charnière ne le fasse.
Gestion thermique et distorsion
La chaleur du canon se propage rapidement pendant le soudage. Une chaleur excessive peut endommager les bagues internes, dégrader la graisse, déformer les panneaux minces ou réduire les performances des modèles à roulements. Pour les assemblages plus fins, il est souvent nécessaire de recourir au soudage par points, à la dissipation de la chaleur et au contrôle de la séquence de soudage.
Protection post-soudure
Le cordon de soudure et la zone affectée thermiquement sont très vulnérables après le soudage. Les versions en acier au carbone ont généralement besoin d'un apprêt ou d'un revêtement immédiat. Les charnières en acier inoxydable peuvent nécessiter un nettoyage et une passivation autour de la zone de soudure pour restaurer la résistance à la corrosion.
FAQ (Technique et Sourcing)
Q1 : Les charnières à souder sont-elles toujours plus solides que les charnières à boulonner ?
R : Pas automatiquement dans toutes les applications, mais dans les structures métalliques compatibles avec la soudure, ils offrent généralement une meilleure continuité structurelle, une meilleure résistance aux vibrations et une meilleure résistance à l'effraction que les solutions de rechange fixées mécaniquement.
Q2 : Les charnières soudées peuvent-elles être remplacées lors des travaux de maintenance ?
R : Oui, mais le remplacement est plus laborieux car la soudure doit être retirée et la surface retravaillée avant qu'une nouvelle charnière puisse être installée.
Q3 : Quel est le matériau le plus sûr pour les environnements marins ou hautement corrosifs ?
R : L'acier inoxydable AISI 316 est généralement le choix le plus sûr, mais la procédure de soudage et la passivation après soudage sont toujours importantes.
Q4 : Quand faut-il spécifier les modèles à palier assisté ?
R : Lorsque la masse de la porte, la fréquence d'ouverture ou les objectifs de force de l'opérateur dépassent ce que le contact standard acier sur acier peut gérer efficacement.
Q5 : Quelle est la plus grande erreur commise par les équipementiers lorsqu'ils spécifient des charnières à souder ?
R : Traiter la charnière comme un élément matériel générique au lieu de définir la charge, la géométrie, la compatibilité des matériaux, la classe d'environnement et le protocole de soudage comme un seul système.
Conclusion
Les charnières industrielles à souder sont mieux spécifiées dans le cadre d'une décision concernant un système complet, et non comme un article de catalogue isolé. La charge, la largeur, la fréquence des cycles, la classe d'environnement, la compatibilité métallurgique, l'architecture des axes, le choix des roulements et la protection post-soudure sont autant d'éléments qui influencent le bon fonctionnement de l'assemblage final.
Pour les équipes OEM, l'objectif pratique n'est pas simplement d'acheter une "charnière solide". Il s'agit de définir un système de charnière qui puisse être soudé correctement, survivre à l'environnement d'exploitation réel et éviter les défaillances évitables au cours de la durée de vie de l'équipement.