Exigences PPAP pour les fournisseurs de charnières : Documents de niveau 1-3
Exigences en matière de documentation PPAP pour les fournisseurs de charnières dépendent du niveau de risque de la charnière, du processus d'approbation du client et du stade de production du projet. Une simple charnière d'armoire, une charnière d'enceinte industrielle et une charnière automobile peuvent toutes nécessiter des niveaux de soumission différents, même si le processus de fabrication semble similaire.
Pour les acheteurs de charnières, le PPAP permet de confirmer que le fournisseur peut fabriquer à plusieurs reprises des pièces qui correspondent au dessin approuvé, à la spécification du matériau, à la tolérance dimensionnelle, à la finition de surface, à l'exigence de fonction et au plan d'inspection. Pour les fournisseurs de charnières, le PPAP n'est pas une simple formalité administrative. Il s'agit d'un ensemble de preuves qui relie l'intention de la conception, le processus de production, le contrôle de la qualité et l'approbation du client avant le début de la production régulière.
Ce guide compare les niveaux 1, 2 et 3 du PPAP pour les fournisseurs de charnières. Il explique quels documents sont normalement attendus, quand chaque niveau peut être approprié et ce que les acheteurs doivent vérifier avant d'approuver les échantillons de charnières ou de passer à la production.
Quand les fournisseurs de charnières ont-ils besoin d'une documentation PPAP ?
Le PPAP est très répandu dans les chaînes d'approvisionnement de l'industrie automobile et d'autres secteurs de la fabrication contrôlée, où le processus de fabrication est très complexe. Manuel PPAP publié par l'AIAG définit les cinq niveaux de soumission et les preuves requises. La même logique d'approbation s'applique également aux équipements industriels, aux boîtiers électriques, au matériel de transport, aux équipements médicaux et aux programmes de charnières OEM à grand volume. Plus le risque de défaillance d'une pièce est élevé, plus les arguments en faveur d'une documentation plus complète sont forts.
Un projet de charnière peut nécessiter une documentation PPAP lorsque la pièce est nouvelle, que le dessin a été modifié, que l'outillage a changé, que le matériau a changé, que la production a été déplacée sur un autre site ou que le client exige l'approbation de la production avant l'expédition. Le PPAP peut également être requis lorsqu'une charnière est utilisée dans une application liée à la sécurité, à la structure, à l'automobile ou à un cycle élevé.
Pour les acheteurs, la question clé n'est pas "Le fournisseur peut-il envoyer un fichier PPAP ?". La meilleure question est de savoir si le niveau PPAP correspond au risque réel de la charnière : charge, durée de vie, exposition à la corrosion, tolérance dimensionnelle, interface d'assemblage et exigences de qualité spécifiques au client.
PPAP niveau 1, niveau 2 et niveau 3 : qu'est-ce qui change ?
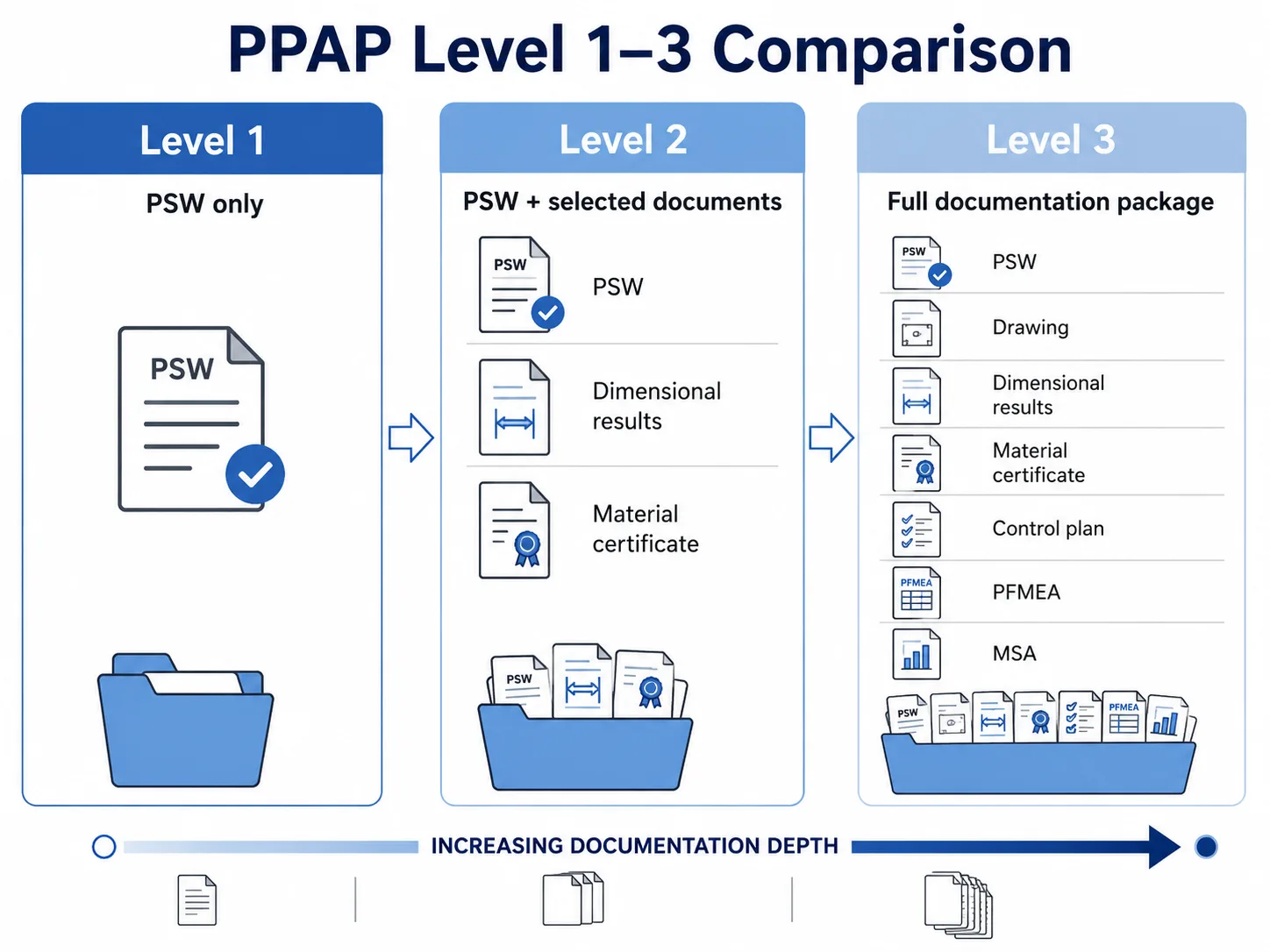
Le niveau PPAP définit la quantité de preuves que le fournisseur soumet au client. Le niveau 1 est la soumission la plus légère, le niveau 2 ajoute des documents justificatifs sélectionnés et le niveau 3 est le niveau de soumission complète le plus courant pour l'approbation de la production. Les exigences du client étant toujours prioritaires, la liste finale des documents doit être confirmée par écrit avant que le fournisseur ne prépare le dossier.
| Niveau PPAP | Soumission typique | Comment cela s'applique-t-il aux fournisseurs de charnières ? | Risque de l'acheteur | Charge de travail des fournisseurs |
|---|---|---|---|---|
| Niveau 1 | Mandat de soumission de partie uniquement | Peut s'adapter à des charnières à faible risque, dont l'historique de production est stable et qui ont peu de conséquences en termes de défaillance. | Plus élevé si les preuves à l'appui ne sont pas examinées | Le plus bas |
| Niveau 2 | PSW et documents d'appui sélectionnés | Utile pour les projets de charnières à risque moyen pour lesquels le client souhaite obtenir des informations clés sans avoir à fournir un dossier complet. | Modéré ; dépend des documents sélectionnés | Modéré |
| Niveau 3 | PSW et dossier complet de documentation à l'appui | Recommandé pour les applications de charnières liées à la sécurité, à l'automobile, à des volumes importants, à des structures ou à des applications critiques pour le client. | Le plus bas lorsque le dossier est complet et examiné correctement | Le plus élevé |
Le niveau 1 ne doit pas être considéré comme "aucune preuve de qualité". Même lorsque seul le PSW est soumis, le fournisseur doit toujours conserver les documents justificatifs en interne. Le niveau 2 nécessite un accord minutieux car les clients peuvent définir différemment les documents sélectionnés. Le niveau 3 est généralement la voie la plus claire lorsque la charnière est critique, personnalisée, de grand volume ou liée à un processus d'approbation par le client.
Documents PPAP de base pour les projets de charnières
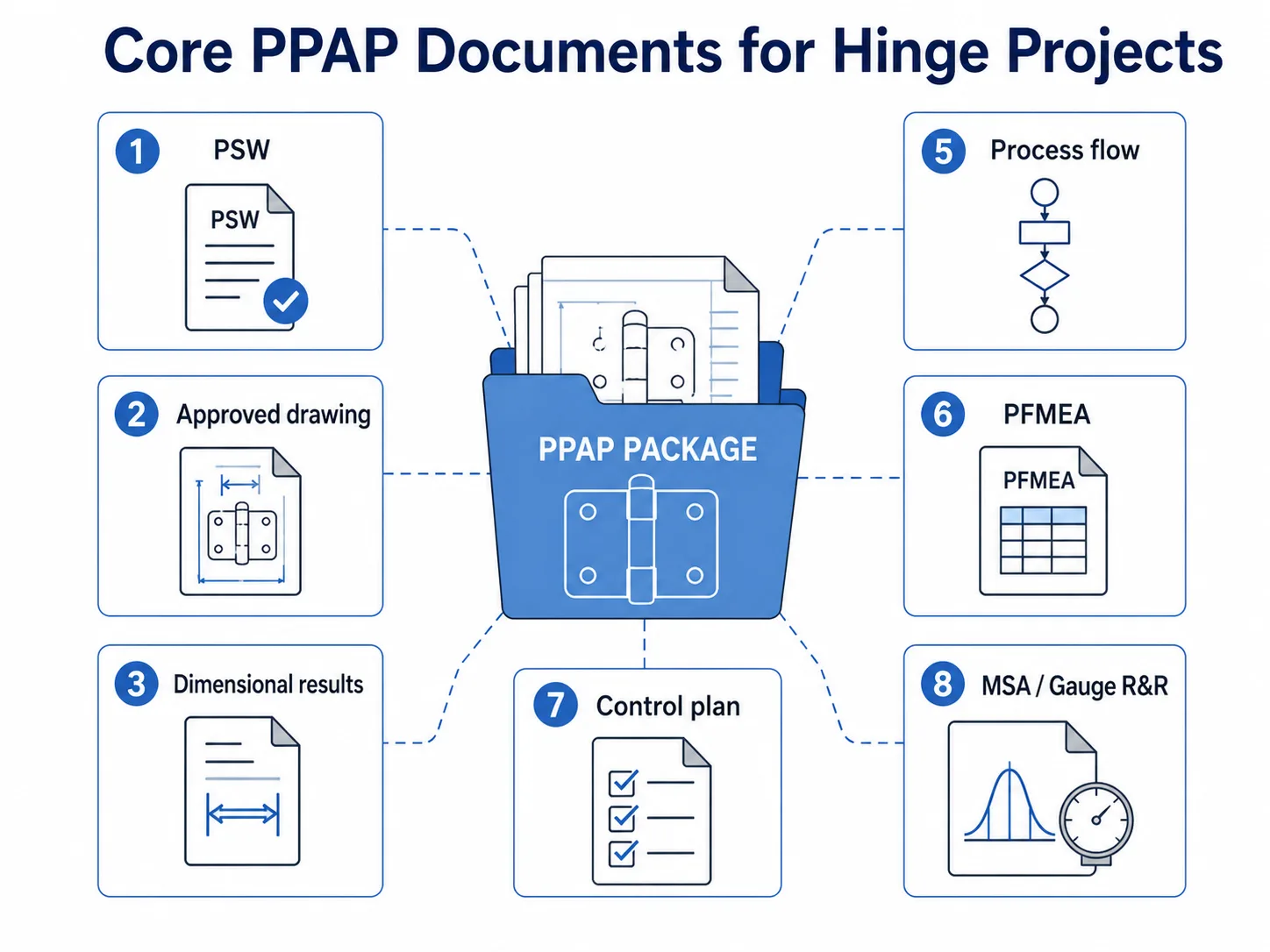
Des clients différents peuvent demander des éléments PPAP différents, mais les projets de charnières exigent généralement des preuves concernant la conception des pièces, les matériaux, les dimensions, le contrôle des processus, le système de mesure et les performances fonctionnelles. Les groupes de documents suivants sont ceux que les acheteurs et les fournisseurs de charnières doivent examiner en premier lieu.
Mandat de soumission de pièces
Le Part Submission Warrant, ou PSW, est le document formel de synthèse qui confirme que la charnière soumise est conforme au dessin, à la spécification et aux exigences d'approbation du client. Pour le niveau 1, il peut s'agir du seul document soumis au client. Pour les niveaux 2 et 3, il sert de document de couverture pour le dossier d'accompagnement.
Pour les fournisseurs de charnières, le PSW doit clairement identifier le numéro de pièce, la révision, la date du dessin, la qualité du matériau, la finition, le site de production, la raison de la soumission et le statut de l'approbation du client. Un PSW vague peut être source de confusion ultérieurement si la conception, la finition ou la géométrie de montage de la charnière change.
Dossiers de conception et dessins approuvés
Les dossiers de conception définissent ce que doit être la charnière. Il peut s'agir de dessins en 2D, de modèles en 3D, de spécifications de matériaux, d'exigences de tolérance, de détails de revêtement ou de finition, de la disposition des trous de montage, du diamètre des axes, de l'angle d'ouverture, du couple de serrage, de la capacité de charge et de toute note spécifique au client.
Pour les programmes de charnières personnalisées, le contrôle des dessins est particulièrement important. Si la géométrie de la charnière, le jeu de l'axe, la longueur de la charnière, l'épaisseur du vantail, l'espacement des trous ou la finition de la surface affectent les performances de l'assemblage, le dessin approuvé doit être considéré comme la source de vérité pour l'examen PPAP.
Résultats dimensionnels
Les résultats dimensionnels confirment que les échantillons de production correspondent au dessin. Pour les pièces de charnière, les dimensions importantes peuvent inclure l'épaisseur du vantail, l'espacement des trous, l'alignement de la charnière, le diamètre de l'axe, l'espace entre les vantaux, la planéité du montage, l'angle d'ouverture et la longueur totale.
Si la charnière est utilisée sur un boîtier, un panneau d'accès, une pièce de véhicule ou une protection d'équipement, de petites erreurs dimensionnelles peuvent créer des problèmes d'assemblage. L'alignement de la porte, la compression du joint, l'engagement du loquet et l'accès aux services peuvent tous dépendre de la géométrie de la charnière. Lorsque les dimensions des charnières ont une incidence directe sur l'installation ou l'alignement à long terme de la porte, les acheteurs doivent également examiner les aspects plus généraux de la géométrie des charnières. flux de travail pour la sélection des charnières de coffrets industriels plutôt que de traiter la charnière comme un élément isolé.
Certificats de matériaux et relevés d'état de surface
Les certificats de matériaux confirment que le corps de la charnière, l'axe, la bague, les fixations et d'autres composants critiques utilisent la qualité spécifiée. Cela est important lorsque la charnière est exposée à l'humidité, au sel, aux produits chimiques de lavage, aux conditions climatiques extérieures ou à des exigences de corrosion spécifiques au client.
Les enregistrements relatifs à la finition de la surface peuvent inclure l'épaisseur du revêtement, les informations relatives au placage, les enregistrements relatifs à la passivation, les détails de l'électropolissage ou les exigences relatives aux essais de corrosion. Si l'acier inoxydable est choisi pour sa résistance à la corrosion, le dossier PPAP ne doit pas s'appuyer uniquement sur le mot "inoxydable". Dans les applications humides, lavées ou exposées au sel, les acheteurs doivent vérifier le matériau et la finition avec pourquoi les charnières en acier inoxydable peuvent encore se corroder dans des conditions de service réelles.
Déroulement du processus, AMDE et plan de contrôle
Le déroulement du processus montre comment la charnière est fabriquée, de la matière première au produit fini. Pour un fournisseur de charnières, ce processus peut comprendre l'emboutissage, le formage, l'usinage, le soudage, l'insertion de l'axe, l'installation de la douille, le traitement de surface, l'assemblage, l'inspection, l'emballage et l'expédition.
L'AMDEP identifie les points où le processus pourrait échouer et les contrôles utilisés pour réduire les risques. Dans le cas de la fabrication de charnières, les risques les plus courants sont le mauvais positionnement des trous, le relâchement des axes, le désalignement des charnières, les bavures, les dommages causés au revêtement, une mauvaise pénétration des soudures, un matériau incorrect, une mauvaise douille ou des performances de couple incohérentes.
Le plan de contrôle établit un lien entre ces risques et les points d'inspection. Il doit indiquer ce qui est contrôlé, la fréquence des contrôles, l'équipement utilisé et le plan de réaction à appliquer si le résultat n'est pas conforme aux spécifications.
Système de mesure et preuves de capacité
Les preuves de mesure permettent de confirmer que le fournisseur peut inspecter la charnière de manière fiable. Pour les dimensions critiques, le client peut demander une MSA ou un Gauge R&R. Ceci est particulièrement important lorsque de petites différences dans l'espacement des trous, le jeu des axes ou l'alignement des charnières affectent les performances de l'assemblage.
Des études de capacité peuvent être demandées pour des caractéristiques clés qui doivent rester stables en production. Pour les fournisseurs de charnières, il peut s'agir de la position du trou de montage, de l'épaisseur du vantail, de la plage de couple, de la force de rétention de l'axe, de l'ajustement de la douille ou des dimensions critiques de l'interface.
Comment choisir le bon niveau PPAP pour un fournisseur de charnières ?
Le niveau PPAP approprié doit refléter l'utilisation finale de la charnière, le risque client, la maturité de la production et la complexité du processus. Une charnière d'armoire à faible risque n'a pas toujours besoin du même paquet qu'une charnière automobile, mais une charnière critique pour le client ne doit pas être approuvée avec une simple signature si des preuves concernant les dimensions, les matériaux ou le processus sont nécessaires.
| Type de projet de charnière | Niveau de risque typique | Direction PPAP suggérée | Pourquoi |
|---|---|---|---|
| Charnière d'armoire standard avec un historique de production stable | Faible | Niveau 1 ou niveau 2 défini par le client | Faible complexité, mais les archives internes doivent être conservées |
| Charnière pour armoire industrielle avec exigences de corrosion ou d'étanchéité | Moyen | Niveau 2 | Des preuves concernant les matériaux, les finitions et les dimensions peuvent être nécessaires. |
| Charnière robuste pour l'accès à l'équipement structurel | Moyenne à élevée | Niveau 2 ou niveau 3 | La charge, l'affaissement, le montage et la performance du cycle peuvent affecter la fiabilité de l'équipement. |
| Charnière automobile ou liée à la sécurité | Haut | Niveau 3 ou soumission spécifique au client | Une traçabilité complète et des preuves du processus sont généralement attendues |
| Nouvelle charnière sur mesure avec un nouvel outillage | Moyenne à élevée | Niveau 3 si l'approbation du client est requise | Le nouvel outillage augmente les risques liés aux dimensions et aux processus |
Lorsque la charnière est lourde, porteuse, soumise à des cycles fréquents ou installée sur une grande porte d'accès, l'examen PPAP ne doit pas se concentrer uniquement sur les documents. Elle doit également confirmer que la charnière sélectionnée peut supporter la charge réelle de la porte. Pour ces applications, un processus de sélection des charnières robustes en fonction du poids de la porte doit étayer la décision PPAP avant que les échantillons ne soient approuvés.
Comparaison des documents de niveau 1, de niveau 2 et de niveau 3
Le tableau ci-dessous présente une comparaison pratique pour les fournisseurs de charnières. Il ne doit pas remplacer les instructions PPAP d'un client, mais il peut aider les acheteurs et les fournisseurs à se mettre d'accord sur le dossier de soumission attendu avant l'approbation de l'échantillon.
| Document ou preuve | Niveau 1 | Niveau 2 | Niveau 3 |
|---|---|---|---|
| Mandat de soumission de pièces | Soumis | Soumis | Soumis |
| Dessin approuvé ou dossier de conception | Conservé à moins qu'il ne soit demandé | Souvent soumis | Soumis |
| Résultats dimensionnels | Conservé à moins qu'il ne soit demandé | Souvent soumis | Soumis |
| Certificat de matériau | Conservé à moins qu'il ne soit demandé | Souvent soumis | Soumis |
| Preuve de la finition de la surface ou du revêtement | Conservé à moins qu'il ne soit demandé | Spécifique au client | Soumis le cas échéant |
| Diagramme de processus | Conservé | Spécifique au client | Soumis |
| PFMEA | Conservé | Spécifique au client | Soumis |
| Plan de contrôle | Conservé | Souvent soumis | Soumis |
| MSA / R&R de la jauge | Conservé si nécessaire | Spécifique au client | Soumis si nécessaire |
| Études de capacité | Conservé si nécessaire | Spécifique au client | Soumis si nécessaire |
| Échantillons de pièces | Spécifique au client | Spécifique au client | Généralement soumis ou mis à disposition |
| Exigences spécifiques au client | Selon les besoins | Selon les besoins | Selon les besoins |
Erreurs PPAP courantes dans l'approvisionnement en charnières
1 : Considérer le niveau 1 comme suffisant pour chaque charnière simple
Le niveau 1 peut être approprié pour les pièces à faible risque, mais il ne doit pas être utilisé automatiquement. Si la charnière a une incidence sur l'alignement de la porte, la sécurité de l'opérateur, la résistance à la corrosion, l'étanchéité ou la fiabilité du service après-vente, l'acheteur peut avoir besoin de preuves, même si la pièce semble simple.
2 : Demander le niveau 3 pour chaque charnière
Le niveau 3 fournit un dossier d'approbation plus complet, mais il exige également plus de préparation, d'examen et de contrôle des documents. Pour les charnières de catalogue à faible risque, un dossier complet de niveau 3 peut ajouter un travail inutile si le client n'a pas besoin de ce niveau de preuve. Le niveau PPAP doit correspondre au risque de la charnière et aux exigences du client, et non à une règle générale.
3 : Ne pas définir clairement les documents de niveau 2
Le niveau 2 est souvent le point de départ de la confusion car il utilise des documents justificatifs sélectionnés. Le client et le fournisseur doivent se mettre d'accord sur la liste exacte des documents avant que le fournisseur ne prépare le dossier. Pour les projets de charnières, les documents courants de niveau 2 peuvent inclure les résultats dimensionnels, les certificats de matériaux, le plan de contrôle et certains rapports d'essai.
4 : Examiner les documents, mais pas les risques liés aux charnières
Un dossier complet ne signifie pas automatiquement que la charnière est adaptée à l'application. Le PPAP doit être examiné en même temps que la fonction réelle de la charnière : charge, cycles, exposition à la corrosion, méthode de montage, empilement des tolérances et conditions d'assemblage du client.
Ce que les acheteurs doivent demander avant l'approbation de l'échantillon
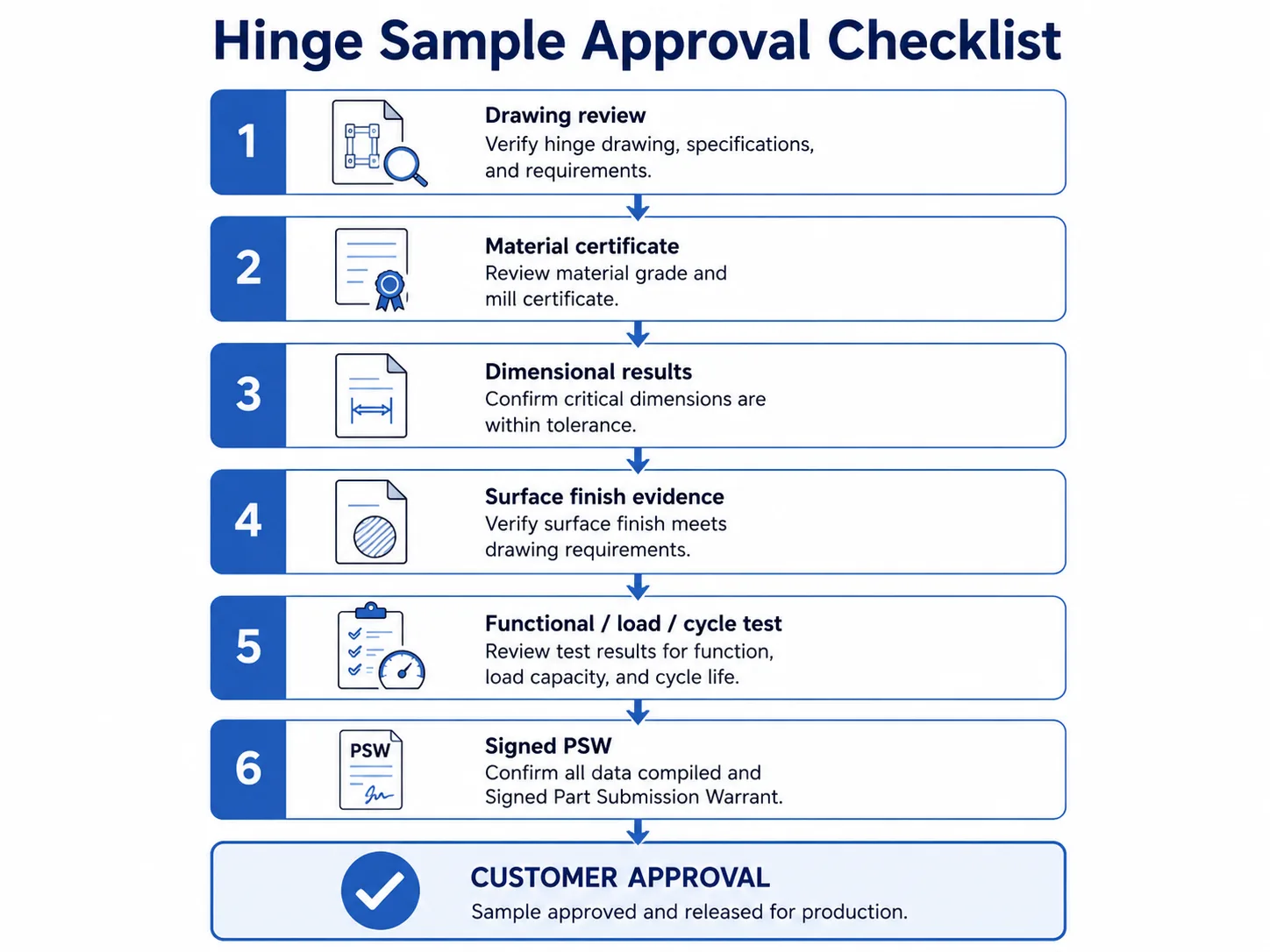
Avant d'approuver un échantillon de charnière, les acheteurs doivent demander l'ensemble des documents correspondant au risque du projet. Pour une charnière à faible risque, un PSW et une confirmation de dessin peuvent suffire. Pour une charnière critique pour le client, l'acheteur doit examiner les résultats dimensionnels, les certificats de matériaux, le déroulement du processus, le plan de contrôle, les preuves de mesure et toutes les données d'essais fonctionnels ou de corrosion nécessaires.
- Dessin approuvé de la charnière et niveau de révision
- Certificat de matériaux pour le corps de la charnière, l'axe, la douille et la quincaillerie de la clé
- Résultats dimensionnels pour les dimensions critiques de montage et d'interface
- Finition de la surface ou revêtement si la résistance à la corrosion est importante
- Organigramme des étapes de production
- Analyse des risques liés à la fabrication (PFMEA) pour les principaux risques de fabrication
- Plan de contrôle pour l'inspection de la production
- MSA ou Gauge R&R pour les mesures critiques si nécessaire
- Preuves de capacité pour les caractéristiques clés, le cas échéant
- Rapports d'essais de cycle, de charge, de couple, de corrosion ou de fonctionnement, le cas échéant
- PSW signé avec le statut d'approbation du client
Si la charnière est utilisée dans une enceinte, un panneau d'accès, une protection de machine ou tout autre assemblage dont la défaillance pourrait affecter l'accès à la maintenance ou la sécurité, l'approbation de l'échantillon doit inclure à la fois un examen de la documentation et une confirmation de l'ajustement physique.
FAQ
Quelle est la différence entre le niveau 1 et le niveau 3 du PPAP pour les fournisseurs de charnières ?
Le niveau 1 ne soumet généralement que le mandat de soumission de pièces, tandis que le niveau 3 soumet le mandat de soumission de pièces accompagné d'un dossier complet de documents justificatifs. Pour les fournisseurs de charnières, le niveau 3 est plus approprié lorsque la charnière est liée à la sécurité, à l'automobile, à un volume élevé, à un produit sur mesure ou à un produit critique pour le client.
Quels sont les documents généralement inclus dans le PPAP de niveau 2 pour un fournisseur de charnières ?
Le niveau 2 du PPAP comprend généralement le PSW et certains documents justificatifs demandés par le client. Pour les projets de charnières, les documents courants de niveau 2 peuvent inclure les résultats dimensionnels, les certificats de matériaux, le plan de contrôle, certains rapports d'essai et des dossiers spécifiques au client.
Tous les fournisseurs de charnières ont-ils besoin d'un PPAP de niveau 3 ?
Non. Tous les projets de charnières n'ont pas besoin du niveau 3. Les charnières de catalogue à faible risque peuvent utiliser le niveau 1 ou le niveau 2 si le client est d'accord. Le niveau 3 convient mieux aux programmes de charnières automobiles, de charnières liées à la sécurité, de charnières à grand volume, de charnières structurelles ou de charnières personnalisées nouvellement fabriquées.
L'acheteur d'une charnière peut-il demander des documents supplémentaires au-delà du niveau PPAP ?
Oui. Les exigences spécifiques du client peuvent dépasser le niveau PPAP de base. Si la résistance à la corrosion, la capacité de charge, le couple, la durée de vie ou la stabilité dimensionnelle sont critiques, l'acheteur peut demander des rapports supplémentaires même si le niveau PPAP officiel est inférieur.
Comment un acheteur peut-il choisir le bon niveau PPAP pour un projet de charnière ?
L'acheteur doit tenir compte de la fonction de la charnière, du risque de sécurité, du volume de production, des exigences du client, de la maturité du processus et des conséquences de la défaillance. Une charnière d'armoire à faible risque peut utiliser le niveau 1 ou 2, tandis qu'une charnière automobile ou liée à la sécurité nécessite généralement le niveau 3 ou un ensemble spécifique au client.
Prochaines étapes
Si votre projet de charnière nécessite une documentation PPAP, HTAN peut vous aider à examiner le dessin, le matériau, les points de contrôle dimensionnels, les exigences en matière de finition de surface et les attentes du client en matière d'approbation avant la soumission de l'échantillon. Faites-nous part du dessin de votre pièce, de l'application, du niveau PPAP visé, des exigences spécifiques du client et du volume de production prévu, et notre équipe d'ingénieurs pourra vous aider à identifier la documentation relative aux charnières qui doit être préparée avant l'approbation.