Specifiche delle cerniere a saldare per gli OEM | Carico, saldabilità, cuscinetti
Nei progetti OEM, le cerniere a saldare vengono solitamente specificate quando la resistenza alle vibrazioni, la continuità strutturale, la resistenza alle manomissioni e l'affidabilità a lungo termine sono più importanti della rimovibilità sul campo. La vera questione ingegneristica non è se le cerniere a saldare siano "più forti" in generale, ma come definire la classe di carico, la saldabilità, l'architettura dei cuscinetti, la protezione dalla corrosione e il metodo di installazione corretti per l'applicazione effettiva.
Questa guida è stata redatta per gli acquirenti OEM, gli ingegneri strutturali e i prescrittori di hardware industriale che necessitano di un modo pratico per definire cerniere a saldare prima dell'RFQ, dell'approvvigionamento e della produzione. Si concentra sulle applicazioni ad alto carico, ma la stessa logica si applica anche ai cancelli di sicurezza, alle carrozzerie di trasporto, alle coperture di macchinari e alle porte di servizio, dove un guasto è costoso.
Cosa devono definire gli acquirenti OEM prima di richiedere un preventivo
Prima di confrontare i modelli di cerniere o i fornitori, definite chiaramente queste sei variabili di progetto:
- Massa della porta o del pannello: massa mobile totale, compresi hardware e accessori.
- Larghezza e braccio di leva: La larghezza della porta modifica il momento flettente e il carico della cerniera superiore.
- Frequenza di ciclo: La frequenza di apertura determina se il contatto standard con i perni è sufficiente o se sono necessari i cuscinetti.
- Gravità delle vibrazioni: trasporto, macchinari pesanti e attrezzature vibranti richiedono un'architettura di montaggio e di perni più robusta.
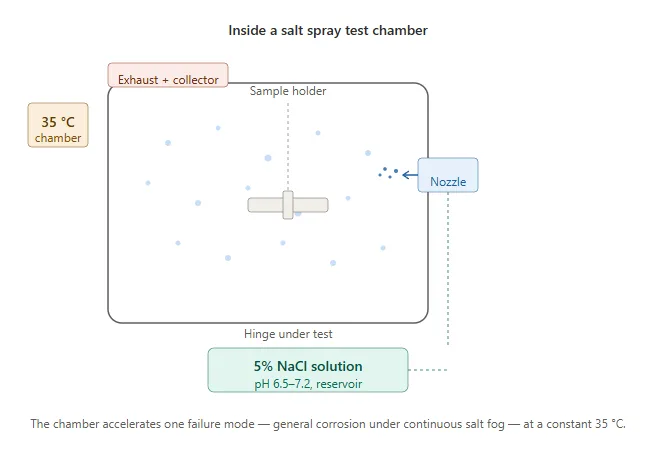
- Classe ambiente: Le condizioni climatiche interne, secche, esterne, di lavaggio, costiere o corrosive influenzano direttamente le decisioni relative alle leghe e ai rivestimenti.
- Manutenibilità vs. sicurezza: decidere in anticipo se il progetto richiede un perno fisso, un sistema di sollevamento o una struttura ingrassabile.
Una volta fissati questi input, la selezione delle cerniere diventa molto più coerente e le discussioni con i fornitori più produttive.
Che cos'è una cerniera industriale a saldare?
Una cerniera industriale a saldare è una cerniera per impieghi gravosi progettata per essere saldata direttamente a un telaio metallico e a un'anta senza fori di montaggio preforati. Viene comunemente catalogata come cerniera a proiettile, cerniera a barile o perno a saldare. Il vantaggio ingegneristico principale è che la saldatura preserva l'integrità della sezione trasversale del substrato metallico invece di indebolirlo con i fori di fissaggio.
Per i lavori OEM, le configurazioni strutturali più comuni sono quelle con perno rimovibile, ingrassabile e con cuscinetti o boccole.
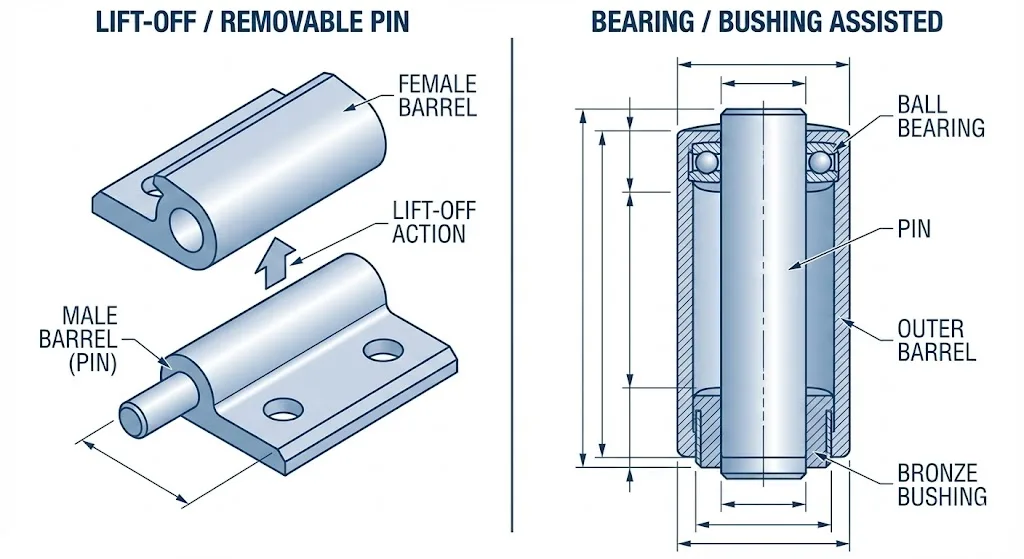
Figura: Architetture di cerniere a saldare comuni utilizzate nei progetti di porte e armadi metallici OEM.
Se la vostra domanda di progettazione riguarda specificamente se un'architettura rimovibile sia migliore di una struttura fissa, consultate la pagina dedicata alle decisioni sulle custodie piuttosto che espandere questo confronto qui.
Decisioni su carichi, materiali e cuscinetti
Calcolo del carico e fattore di sicurezza
Il peso statico della porta è solo il punto di partenza. Il dimensionamento delle cerniere OEM deve tenere conto della massa della porta, della massa della ferramenta, della larghezza, del centro di gravità, della distanza tra le cerniere e delle condizioni d'urto o di uso improprio.
- Carico di progetto: (massa della porta + ferramenta montata) × fattore di sicurezza.
- Regola empirica industriale: utilizzare un fattore di sicurezza compreso tra 1,5 e 2,0 per la maggior parte dei portoni industriali e dei pannelli per attrezzature.
- Regola della spaziatura: Una cerniera ogni 30 pollici (circa 750 mm) di altezza verticale è un punto di partenza pratico, poi regolare in base alla massa e alla larghezza.
- Logica vettoriale: Le porte larghe creano un momento flettente molto maggiore sulla cerniera superiore rispetto alle porte strette della stessa massa.
Se l'applicazione presenta già cricche, affaticamento delle saldature o cedimento della porta, consultare il nostro sito web Guida ai guasti delle cerniere a saldare per la logica di risoluzione dei problemi.
Compatibilità metallurgica
La compatibilità dei materiali influisce sia sulla saldabilità che sulla durata a lungo termine.
- Da acciaio al carbonio ad acciaio al carbonio: la combinazione più comune ed economica per cancelli industriali, coperture di macchine e casse di trasporto.
- Da inox a inox: Il 304 è adatto a molti interni industriali, mentre il 316 è solitamente più sicuro in ambienti marini, costieri o chimici.
- Saldatura dissimile: L'acciaio al carbonio con l'acciaio inossidabile può richiedere la scelta di un riempimento di transizione e un controllo più rigoroso della procedura per ridurre la fragilità e il rischio galvanico.
- Alluminio: di solito si limita alle applicazioni di trasporto più leggere e richiede una scelta di leghe e un'abilità di saldatura compatibili.
Se il progetto prevede la formazione di condensa, l'umidità nell'area alimentare o un lavaggio aggressivo, confrontate l'ambiente con il vostro cerniera per celle frigorifere logica prima di finalizzare la lega e la finitura.
Architettura dei cuscinetti e dei perni
L'architettura dei perni e dei cuscinetti modifica la forza di apertura nel mondo reale, il tasso di usura e l'intervallo di manutenzione.
- Contatto acciaio-acciaio: accettabile per servizi industriali più leggeri o a basso numero di cicli.
- Boccola di bronzo o cuscinetto a rullini: meglio quando la frequenza dei cicli è elevata e si richiede un funzionamento più fluido.
- Cuscinetto reggispinta: Preferibile quando il carico verticale è elevato e il progetto deve ridurre l'attrito e lo sforzo di apertura.
- Perno fisso: Ideale per i casi in cui la resistenza alla manomissione è più importante della rimozione del servizio.
- Perno di sollevamento: meglio se i pannelli devono essere rimossi regolarmente.
- Perno ingrassabile: Ideale per ambienti abrasivi, esterni o sporchi, dove il lavaggio della contaminazione prolunga la durata del servizio.
Lista di controllo per l'approvvigionamento OEM
Prima di rilasciare una RFQ o un PO, verificare che i seguenti parametri siano presenti nelle specifiche di acquisto:
| Articolo | Perché è importante | Esempio di linguaggio specifico |
|---|---|---|
| Massa della porta | Dimensioni e quantità delle cerniere | Porta di accesso in acciaio da 180 kg |
| Larghezza della porta / braccio di leva | Influenza il momento flettente sulla cerniera superiore | 900 mm di larghezza dell'anta |
| Frequenza del ciclo | Determina i requisiti dei cuscinetti | 20 aperture al giorno |
| Materiale del telaio e delle ante | Influenza la saldabilità e la selezione dell'apporto di materiale d'apporto | Telaio e anta in acciaio al carbonio |
| Classe ambiente | Influenza la scelta della lega e del rivestimento | Ambiente esterno ISO 12944 C4 |
| Architettura dei pin | Influenza la manutenibilità e la sicurezza | Struttura a perno fisso |
| Tipo di cuscinetto | Incide sull'usura e sullo sforzo di apertura | Boccola in bronzo necessaria |
| Protezione post-saldatura | Protegge la ZTA dalla corrosione | Primer ricco di zinco dopo la saldatura |
Casi d'uso tipici degli OEM
- Porte di accesso in acciaio pesante: dove il momento flettente elevato e la continuità strutturale sono fondamentali.
- Cancelli di sicurezza e recinzioni: dove la resistenza alla manomissione e il montaggio permanente sono importanti.
- Contenitori per rifiuti e corpi di trasporto: in cui gli urti, le vibrazioni e i carichi d'impatto sono elevati.
- Macchine per l'industria mineraria e l'agricoltura: dove la polvere, il fango, i lavaggi e la contaminazione richiedono l'uso di sistemi ingrassabili o sigillati.
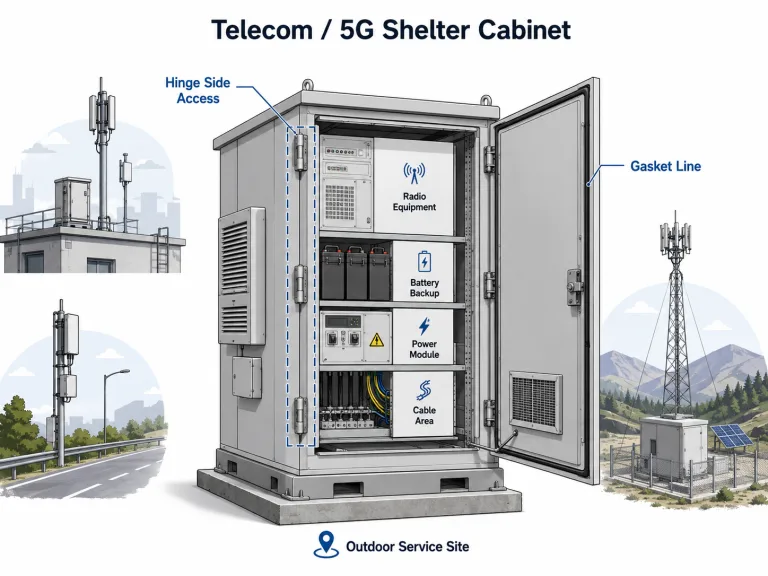
- Contenitori per macchine e attrezzature industriali: dove la strategia di manutenzione determina se è preferibile un'architettura fissa o lift-off.

Figura: Le cerniere a saldare sono spesso preferite nei casi in cui pali rotondi, tubi e profili non standard rendono impraticabili gli schemi di bullonatura.
Saldatura e avvitamento: quando la differenza è importante
Per i team OEM, la decisione tra saldare e imbullonare si riduce di solito a quattro domande:
- Si prevede che il giunto resista alle vibrazioni senza essere periodicamente serrato?
- Il progetto privilegia la continuità strutturale rispetto alla rimovibilità sul campo?
- La resistenza alla manomissione è importante?
- Il substrato è una struttura metallica compatibile con la saldatura?
Le cerniere a saldare vincono di solito quando la risposta alla maggior parte di queste domande è sì. Le cerniere a bullone rimangono utili nei casi in cui la rimovibilità sul campo, gli assemblaggi di materiali misti o l'installazione a basso livello di competenza sono più importanti. Per un confronto tecnico completo, consultate il nostro sito dedicato Guida alla cerniera a saldare o a imbullonare.
Protocollo di produzione: Installazione e prevenzione dei guasti
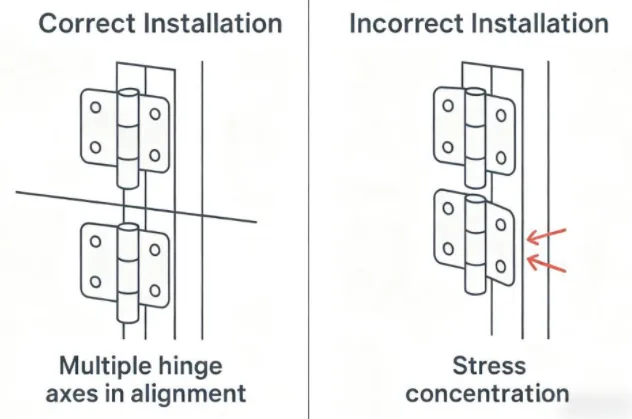
Allineamento collinare
Gli assi delle cerniere devono rimanere concentrici. Anche un piccolo errore di allineamento crea un vincolo, aumenta la forza di apertura e accelera l'affaticamento del perno della cerniera, della zona della staffa o dell'area di saldatura. Usare la saldatura a punti, testare l'arco di oscillazione prima della saldatura finale e spessorare le piccole deviazioni prima della saldatura completa.
Dimensionamento e penetrazione della saldatura
Le saldature a strappo non sono saldature di servizio. La lunghezza effettiva della saldatura e la dimensione del filetto devono essere scelte in base allo spessore della piastra della cerniera, al carico della porta e alla rigidità del substrato. Nelle applicazioni per impieghi gravosi, le saldature corte e sottodimensionate sono una causa comune di guasti sul campo, anche quando il corpo della cerniera è adeguato.
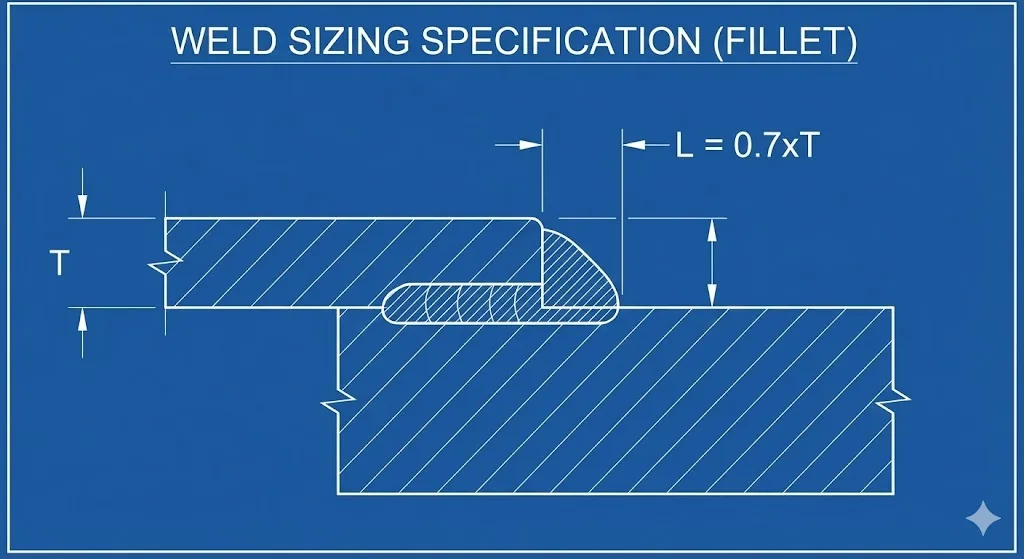
Figura: Il dimensionamento delle saldature e la guida dei filetti sono fondamentali nelle specifiche delle cerniere OEM, perché spesso le saldature sottodimensionate si guastano prima del corpo della cerniera.
Gestione termica e distorsione
Il calore della canna viaggia rapidamente durante la saldatura. Un calore eccessivo può danneggiare le boccole interne, degradare il grasso, deformare i pannelli sottili o ridurre le prestazioni dei modelli con cuscinetti. Per gli assemblaggi più sottili, sono spesso necessari la saldatura a punti, il dissipamento del calore e la sequenza controllata di saldatura.
Protezione post-saldatura
Il cordone di saldatura e la zona interessata dal calore sono molto vulnerabili dopo la saldatura. Le versioni in acciaio al carbonio di solito necessitano di un primer o di un rivestimento immediato. Le cerniere in acciaio inox possono richiedere la pulizia e la passivazione intorno alla zona di saldatura per ripristinare la resistenza alla corrosione.
FAQ (tecniche e di approvvigionamento)
D1: Le cerniere a saldare sono sempre più resistenti di quelle a bullone?
R: Non automaticamente in tutte le applicazioni, ma nelle strutture metalliche compatibili con la saldatura di solito forniscono una migliore continuità strutturale, una migliore resistenza alle vibrazioni e una migliore resistenza alle manomissioni rispetto alle alternative fissate meccanicamente.
D2: Le cerniere a saldare possono essere sostituite durante gli interventi di manutenzione?
R: Sì, ma la sostituzione richiede più lavoro perché la saldatura deve essere rimossa e la superficie rilavorata prima di poter installare una nuova cerniera.
D3: Qual è il materiale più sicuro per ambienti marini o altamente corrosivi?
R: L'acciaio inox AISI 316 è di solito la scelta più sicura, ma la procedura di saldatura e la passivazione post-saldatura sono comunque importanti.
D4: Quando è necessario specificare i modelli con cuscinetti?
R: Quando la massa della porta, la frequenza di apertura o gli obiettivi di forza dell'operatore superano la capacità di gestione del contatto standard acciaio-acciaio.
D5: Qual è il più grande errore degli OEM quando specificano le cerniere a saldare?
R: Trattare la cerniera come un elemento hardware generico, invece di definire carico, geometria, compatibilità dei materiali, classe ambientale e protocollo di saldatura come un unico sistema.
Conclusione
Le cerniere industriali a saldare sono meglio specificate come parte di un sistema completo, non come un articolo a sé stante del catalogo. Carico, larghezza, frequenza dei cicli, classe ambientale, compatibilità metallurgica, architettura dei perni, scelta dei cuscinetti e protezione post-saldatura sono tutti fattori che influenzano le prestazioni del gruppo finale.
Per i team OEM, l'obiettivo pratico non è solo quello di acquistare una "cerniera forte". Si tratta di definire un sistema di cerniere che possa essere saldato correttamente, sopravvivere all'ambiente operativo reale ed evitare guasti nel corso della vita utile del bene.