
Cinque problemi comuni con le cerniere a saldare e soluzioni rapide
Cerniere a saldare sono componenti fondamentali per porte industriali, cancelli metallici e armadietti per attrezzature. Collegano saldamente i pannelli delle porte ai telai mediante saldatura, fornendo un solido supporto e sicurezza. L'installazione corretta delle cerniere garantisce stabilità e funzionamento regolare. Tuttavia, nonostante la loro reputazione di durata, un'installazione inadeguata o prodotti di bassa qualità possono causare gravi problemi. Ad esempio, il disallineamento delle saldature durante l'installazione può causare l'incastro delle porte, l'usura prematura delle cerniere o altre complicazioni. Prima di esplorare le soluzioni rapide, esaminiamo le sfide più comuni affrontate dagli utenti di cerniere a saldare.

Scenario di saldatura della cerniera a saldare
Problema 1: cattivo allineamento della cerniera
Sintomi: Le porte appena installate non si aprono e chiudono in modo fluido, a volte si bloccano o sfregano contro il telaio. La porta può abbassarsi in modo irregolare o opporsi al funzionamento.
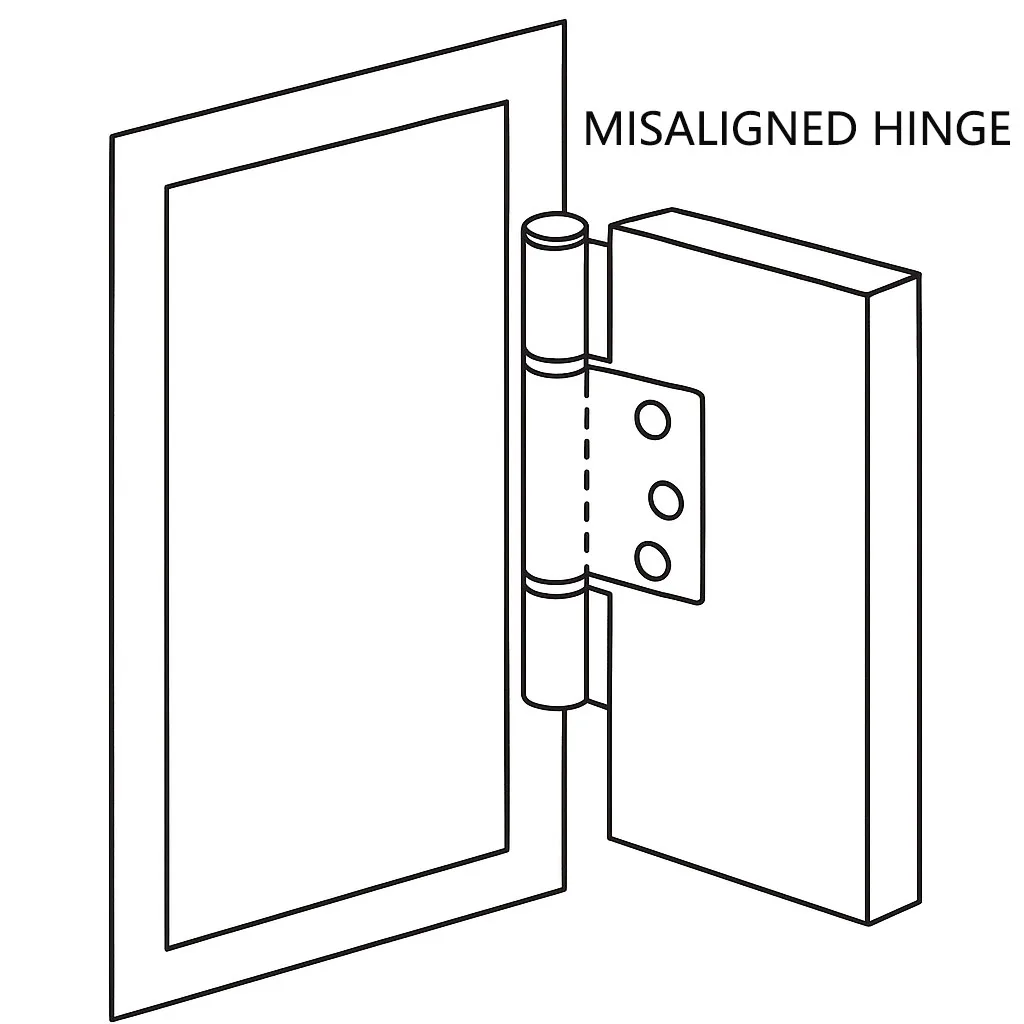
Installazione della cerniera a saldare non allineata
Cause: Il disallineamento durante la saldatura è di solito il colpevole. Tra i motivi più comuni vi sono una marcatura o una misurazione imprecisa, il mancato utilizzo di una livella o di morsetti, oppure un telaio o un pannello della porta irregolare o deformato. Questi fattori causano deviazioni dell'altezza o dell'angolo della cerniera.
Impatto: Il disallineamento comporta carichi non uniformi sulle cerniere, aumentando l'attrito e le sollecitazioni. Questo accelera l'usura, riduce la durata di vita delle cerniere e può persino portare a cedimenti o distacchi.
Soluzioni:
- Utilizzare una livella laser o una livella a bolla d'aria con morsetti per fissare le posizioni delle cerniere e segnare con precisione i punti.
- Eseguire un assemblaggio di prova con saldatura a punti prima della saldatura finale: fissare la cerniera con piccole saldature, testare il movimento della porta e regolare se necessario.
- Controllare la planarità del telaio della porta e del pannello, mantenendoli in piano durante l'installazione per ridurre al minimo le forze di taglio.
- Quando si installano cerniere a saldare, evitare di creare piani orizzontali sull'anta della cerniera in cui l'acqua possa accumularsi. Inclinate leggermente l'anta per facilitare il drenaggio ed evitate di saldare nei punti bassi dei telai delle porte soggetti ad accumulo d'acqua. Una configurazione corretta consente all'acqua piovana di defluire rapidamente, riducendo il contatto prolungato con l'acqua in corrispondenza dei giunti.
- Installare fori di drenaggio o piccole fessure nei punti critici delle cerniere o dei pannelli delle porte per facilitare la fuoriuscita naturale dell'umidità. Per le aree esposte alla pioggia, considerare l'aggiunta di parapioggia o dispositivi di protezione simili.
Una volta corretto l'allineamento, concentrarsi sulla qualità della saldatura.
Problema 2: Forza di saldatura insufficiente o disomogenea
Sintomi: Le cerniere si allentano durante l'uso, compaiono crepe nei punti di saldatura o non riescono a sostenere i carichi previsti.

Illustrazione di giunti di saldatura incrinati o difettosi
Cause: Le saldature deboli derivano da:
- Scelta del metodo di saldatura sbagliato.
- Preparazione inadeguata della superficie, come olio, ruggine o vernice lasciata sulla superficie.
- Scarso controllo dei parametri di saldatura o esperienza limitata dell'operatore.
Impatto: Le saldature deboli rappresentano un serio pericolo per la sicurezza. Le cerniere possono allentarsi o rompersi, rischiando di far crollare la porta. Questo problema è particolarmente pericoloso per le cerniere a saldare fissate in modo permanente, poiché non possono essere facilmente rimosse e fissate nuovamente come le alternative a bullone.
Soluzioni:
- Selezionare il metodo di saldatura corretto, ad esempio MIG per l'acciaio spesso e TIG per l'acciaio inossidabile o i materiali sottili.
- Prima della saldatura, pulire accuratamente le superfici rimuovendo olio, ruggine e rivestimenti. Levigare la superficie fino a ottenere una finitura liscia e assicurarsi che sia priva di contaminazione per facilitare la fusione completa tra il metallo saldato e il materiale di base.
- Per le porte pesanti, utilizzare la saldatura a più passate per ridurre le sollecitazioni e migliorare la resistenza.
- Affidatevi a saldatori esperti, controllando attentamente corrente, tensione e velocità. Ispezionare le saldature visivamente o con test non distruttivi.
Per i progetti OEM che richiedono una revisione formale del metodo di saldatura, del materiale di base, della tolleranza e della coerenza della produzione, consultare il nostro sito web cerniere industriali a saldare Guida OEM.
Protezione post-saldatura per le zone di saldatura
Il processo di saldatura stesso crea una vulnerabilità alla corrosione. Il calore elevato altera la struttura cristallina del metallo e distrugge lo strato di passivazione che normalmente protegge l'acciaio inossidabile. La zona interessata dal calore intorno alle saldature si impoverisce chimicamente di cromo, un elemento chiave per la resistenza alla corrosione, diventando così il punto caldo della cerniera. Questo spiega perché anche le cerniere saldate in acciaio inox possono arrugginire nelle giunture, nonostante la loro generale resistenza alla corrosione.
Per proteggere efficacemente le zone di saldatura:
- Subito dopo la saldatura, smerigliare la saldatura per rimuovere schizzi e incrostazioni, quindi pulire accuratamente la superficie di saldatura.
- Dopo la pulizia, applicare subito il primer antiruggine e farlo indurire adeguatamente. Se necessario, sigillare ulteriormente la saldatura applicando del sigillante o dell'olio antiruggine lungo i bordi.
- Per le saldature in acciaio inox, il decapaggio e la passivazione possono contribuire a ripristinare il film passivo resistente alla corrosione.
Anche con saldature solide e un adeguato trattamento post-saldatura, l'esposizione all'ambiente introduce un altro problema: la corrosione.
Problema 3: Corrosione e accumulo di ruggine
Sintomi: Si formano macchie di ruggine, le cerniere funzionano in maniera rigida, cigolano e perdono fascino e funzionalità.

Ruggine sulle superfici metalliche
Capire perché le cerniere a saldare si arrugginiscono
L'esposizione all'esterno accelera l'ossidazione se le cerniere sono prive di rivestimenti protettivi. L'acciaio al carbonio ordinario si corrode rapidamente, mentre le zone di calore della saldatura o le piccole crepe nelle giunture diventano punti di innesco della ruggine. La mancata pulizia e lubrificazione peggiora la corrosione. Diversi fattori ambientali accelerano questo processo:
- Esposizione continua a umidità e ossigeno: L'umidità persistente o le precipitazioni accelerano le reazioni di corrosione elettrochimica.
- Piogge acide e inquinanti industriali: L'acqua piovana leggermente acida può accelerare l'ossidazione delle superfici in acciaio non trattate.
- Nebbia salina e ambienti costieri: I cloruri distruggono le pellicole protettive e favoriscono la vaiolatura, anche su alcuni acciai inossidabili.
- Polvere, sporcizia e umidità intrappolata: La contaminazione superficiale trattiene l'acqua e crea cellule di corrosione localizzate.
- Fluttuazioni di temperatura e cicli di gelo e disgelo: La condensa e le microfessurazioni possono accelerare la corrosione più profonda nel tempo.
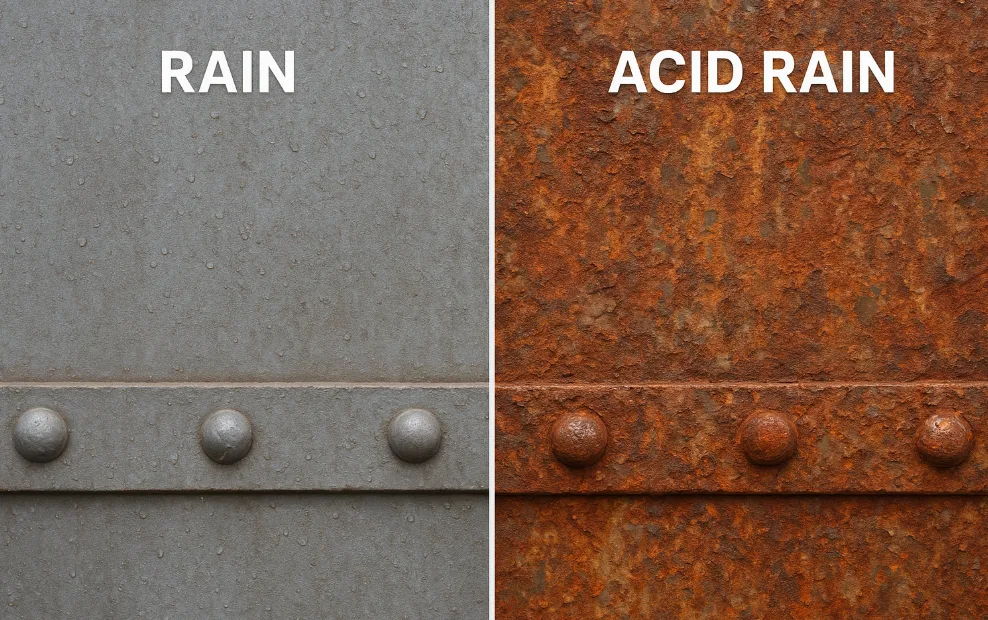
Immagine di confronto della corrosione superficiale dei metalli causata dalle piogge acide nelle aree industriali
Impatto: La ruggine ostacola la rotazione delle cerniere, danneggia le saldature e può indebolire la struttura circostante.
Selezione di materiali resistenti alla ruggine
La scelta del materiale giusto è la prima linea di difesa contro la corrosione:
- Acciaio inox (304, 316): Resiste intrinsecamente alla ruggine. L'acciaio inox 316 contenente molibdeno è preferibile per gli ambienti costieri o ad alta umidità.
- Acciaio al carbonio + rivestimento antiruggine: Offre un'elevata resistenza e un basso costo per applicazioni pesanti, ma richiede la zincatura o la verniciatura a polvere.
- Acciaio zincato: Utilizza uno strato di zinco per migliorare la resistenza alla corrosione, soprattutto in ambienti esterni.
- Lega di alluminio: Leggero e resistente alla corrosione, ma generalmente meno adatto a carichi strutturali pesanti.
Il trattamento superficiale è importante quanto il metallo di base. La verniciatura a polvere, i primer ricchi di zinco e i sistemi di verniciatura multistrato prolungano la durata delle cerniere a saldare utilizzate all'esterno.
Raccomandazioni per la prevenzione della ruggine in base all'ambiente
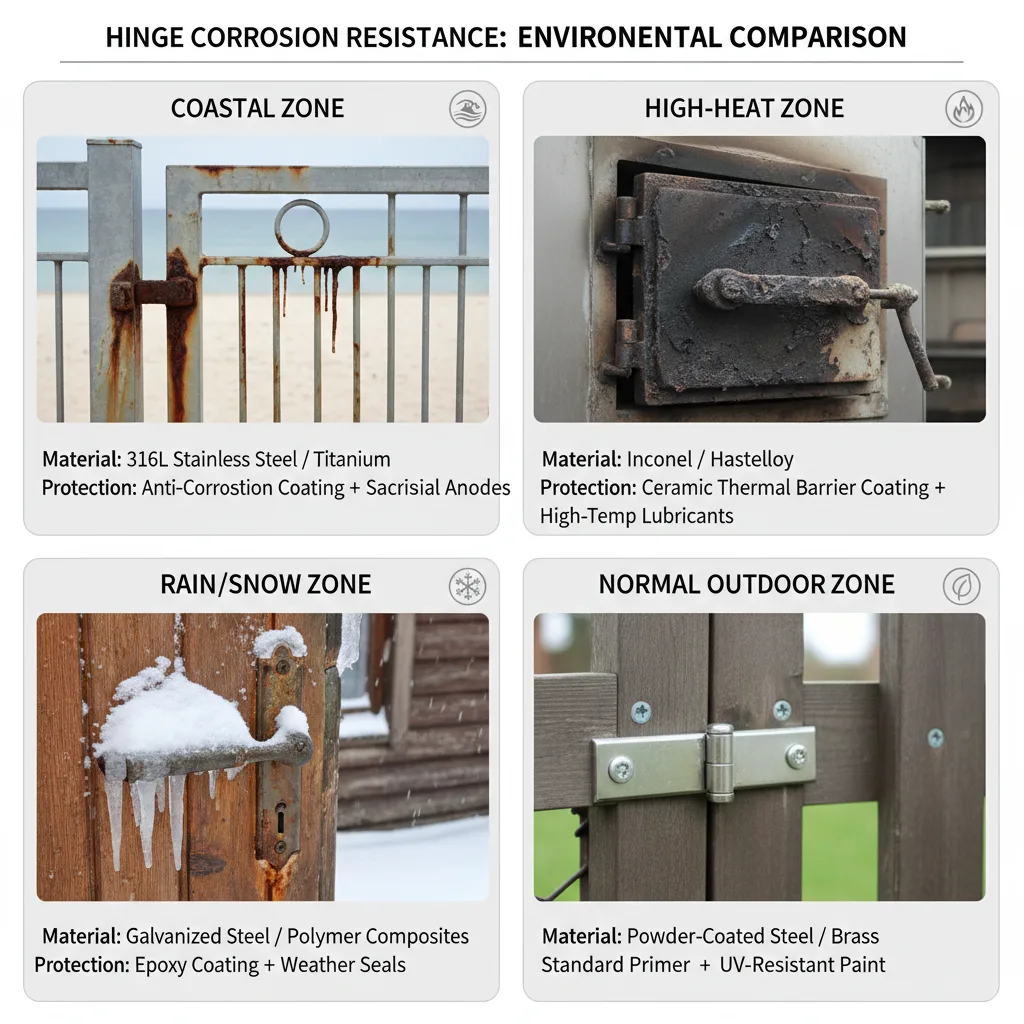
Raccomandazioni per la prevenzione della ruggine in diversi ambienti
- Aree costiere: Privilegiare l'acciaio inox 316, le saldature sigillate e la lubrificazione regolare.
- Ambienti ad alta temperatura: Utilizzare materiali o rivestimenti resistenti al calore ed evitare la zincatura standard in condizioni di calore estremo.
- Regioni con pioggia e neve: Combinate la zincatura con un robusto sistema di rivestimento e un'ispezione periodica.
- Recinzioni e cancelli per esterni: Assicurare una saldatura di qualità e applicare una finitura protettiva durevole con un adeguato spazio di drenaggio.
La corrosione non è l'unica causa di rottura delle cerniere. Anche una capacità di carico errata può causare gravi problemi.
Problema 4: capacità di carico inadeguata
Sintomi: Le porte grandi o pesanti si abbassano, si aprono con difficoltà o causano il cedimento delle cerniere.
Cause: Utilizzo di cerniere sottodimensionate, calcolo errato del peso della porta o installazione di un numero insufficiente di cerniere. Due cerniere sono spesso insufficienti per porte alte o pesanti, con conseguente distribuzione non uniforme delle sollecitazioni.
Impatto: Le sollecitazioni eccessive causano crepe nelle cerniere, cedimenti delle saldature e cedimenti non sicuri della porta.
Soluzioni:
- Calcolare il peso della porta e selezionare cerniere che soddisfino le specifiche di portata. Come punto di partenza, utilizzare almeno una cerniera per ogni 30 pollici (circa 75 cm) di altezza della porta.
- Aumentare il numero di cerniere per porte pesanti o alte. L'aggiunta di una terza o quarta cerniera distribuisce il peso in modo più uniforme.
- Consultare i fornitori di cerniere o i tecnici per una scelta accurata in base al materiale, alle dimensioni e alla frequenza di utilizzo. Comprensione cerniere a saldare e cerniere a bullone può anche aiutarvi a determinare il tipo che meglio supporta il peso e le esigenze di utilizzo della vostra porta.
Se l'applicazione prevede cancelli in acciaio di grandi dimensioni, porte per apparecchiature di grande spessore o cicli ripetuti ad alto carico, consultate il nostro sito guida alle cerniere per impieghi gravosi prima della scelta definitiva della cerniera.
Anche con le cerniere giuste, le prestazioni diminuiscono senza una corretta manutenzione.
Problema 5: mancanza di manutenzione regolare
Sintomi: Le cerniere diventano rumorose, lente o addirittura si grippano dopo un uso prolungato.
Cause:
- Mancanza di lubrificazione, con conseguente usura metallo-metallo.
- Elementi di fissaggio o punti di saldatura allentati.
- accumulo di polvere e umidità in ambienti esterni.
Impatto: L'incuria accelera l'usura, la corrosione e la fatica, riducendo la durata di vita e creando rischi per la sicurezza.
Ispezione e pulizia regolari
Controllare periodicamente che le superfici delle cerniere non presentino macchie di ruggine, crepe o rivestimenti scrostati. Utilizzare un detergente neutro e un panno morbido o una spazzola per rimuovere polvere, depositi di sale e altri contaminanti. Per le macchie di ruggine minori, carteggiare delicatamente la superficie con carta vetrata a grana fine o una spazzola metallica, quindi pulire con un panno asciutto. Dopo la pulizia, applicare un antiruggine o un olio antiruggine per mantenere una sottile pellicola protettiva sul metallo. Per le aree con rivestimenti scrostati o perdita di vernice localizzata, ritoccare tempestivamente con vernice antiruggine per evitare che la corrosione si diffonda.
Lubrificazione e manutenzione dell'olio antiruggine
Ispezionare e lubrificare le cerniere trimestralmente o semestralmente, ogni 3-6 mesi in ambienti industriali. Aumentare la frequenza in condizioni di umidità o di elevato utilizzo. Utilizzare lubrificanti sintetici resistenti all'acqua, come il grasso a base di litio o gli spray contenenti PTFE. Questi formano una barriera duratura contro l'umidità sui perni delle cerniere e sulle aree di contatto. Eliminare il grasso in eccesso dopo la lubrificazione per evitare l'adesione della polvere.
Metodi di rimozione della ruggine
Per le macchie di ruggine superficiale, utilizzare i seguenti metodi in base alla gravità:
- Leggera ruggine superficiale: Utilizzare una carta vetrata a grana fine o una spazzola metallica per rimuovere la corrosione, quindi rivestire e riverniciare l'area.
- Ruggine moderata: Utilizzare un utensile rotante o una smerigliatrice angolare con un disco a lamelle, quindi applicare un primer ricco di zinco prima di riverniciare.
- Ruggine grave o profonda: Se la corrosione ha compromesso l'integrità strutturale, tagliare la cerniera, preparare nuovamente la superficie di montaggio e saldare una nuova cerniera.
Prevenzione della ricrescita della ruggine dopo il trattamento
Eliminare la ruggine è solo metà dell'opera. Prevenire il suo ritorno è altrettanto importante:
- Non lasciare mai il metallo nudo esposto dopo la rimozione della ruggine. Applicare il primer entro poche ore.
- Utilizzare un sistema di rivestimento multistrato: primer antiruggine, strato intermedio di barriera e finitura resistente ai raggi UV.
- Applicare olio o cera antiruggine sui perni delle cerniere e sui punti di rotazione come barriera secondaria all'umidità.
- Programmare ispezioni di controllo a 30 e 90 giorni dal trattamento per verificare la tenuta della riparazione.
Programma di manutenzione consigliato
Una manutenzione costante previene la maggior parte dei guasti alle cerniere. Seguite questo programma in base al vostro ambiente:
| Compito | Interno / Clima mite | All'aperto / Umido / Costiero | Uso industriale/pesante |
|---|---|---|---|
| Ispezione visiva | Ogni 12 mesi | Ogni 6 mesi | Ogni 3 mesi |
| Lubrificazione | Ogni 12 mesi | Ogni 6 mesi | Ogni 3 mesi |
| Pulizia (polvere, sale, detriti) | Ogni 12 mesi | Ogni 6 mesi | Ogni 3 mesi |
| Ispezione e ritocco del rivestimento | Ogni 24 mesi | Ogni 12 mesi | Ogni 6 mesi |
| Riverniciatura/rivestimento completo | Ogni 5-7 anni | Ogni 3-5 anni | Ogni 2-3 anni |
| Ispezione dei giunti di saldatura | Ogni 24 mesi | Ogni 12 mesi | Ogni 6 mesi |
Per le applicazioni con cicli di apertura ripetuti, la pianificazione della manutenzione deve essere verificata anche rispetto a test di durata del ciclo di vita delle cerniere industriali requisiti.
Riferimento rapido: 5 problemi comuni in sintesi
| Problema | Causa primaria | Soluzione chiave |
|---|---|---|
| Allineamento insufficiente | Misura imprecisa o telaio non livellato | Usare la livella laser, saldare prima la puntatura, testare prima della saldatura finale |
| Saldature deboli | Metodo sbagliato, superficie sporca, tecnica scadente | Adattare il metodo di saldatura al materiale, pulire le superfici, utilizzare saldatori esperti. |
| Corrosione / ruggine | Umidità, sale, esposizione chimica | Scegliere materiali resistenti alla corrosione, applicare rivestimenti protettivi, effettuare una manutenzione regolare. |
| Disadattamento del carico | Cerniere sottodimensionate o troppo poche | Calcolare il peso della porta, aumentare il numero di cerniere, consultare il fornitore |
| Mancanza di manutenzione | Nessuna lubrificazione, nessuna routine di ispezione | Seguire gli interventi programmati di lubrificazione, pulizia e ritocco del rivestimento |
FAQ
Come posso riparare una cerniera a saldare disallineata senza rimuoverla?
Se il disallineamento è minimo, è possibile molare la saldatura esistente, riposizionare leggermente la cerniera utilizzando dei morsetti e una livella e saldare nuovamente. In caso di disallineamento grave, è più sicuro tagliare completamente la cerniera, preparare nuovamente la superficie e saldare una nuova cerniera nella posizione corretta.
Qual è il tipo di lubrificante migliore per le cerniere a saldare per esterni?
Utilizzare lubrificanti sintetici resistenti all'acqua, come il grasso a base di litio o i lubrificanti spray contenenti PTFE (Teflon). Questi formano una pellicola protettiva durevole che resiste all'umidità, alla nebbia salina e alla polvere, mantenendo il funzionamento regolare della cerniera tra gli intervalli di manutenzione.
Di quante cerniere a saldare ho bisogno per un cancello in acciaio pesante?
Una linea guida generale è una cerniera per ogni 30 pollici (circa 75 cm) di altezza della porta. Per porte che superano le 200 libbre (circa 90 kg), utilizzare almeno tre cerniere per impieghi gravosi. Verificate sempre la portata indicata dal produttore della cerniera e considerate fattori quali lo spessore della porta, la frequenza di utilizzo e il carico del vento.
Posso saldare cerniere in acciaio inox su un telaio in acciaio al carbonio?
Sì, ma richiede un'attenzione particolare. Utilizzare metalli d'apporto appropriati (come la barra di saldatura in acciaio inox 309L) progettati per giunti di metallo dissimile. Tenere presente che la giunzione tra acciaio inossidabile e acciaio al carbonio è soggetta a corrosione galvanica, quindi applicare rivestimenti protettivi o sigillanti nella zona di saldatura dopo l'installazione.
Con quale frequenza è necessario ispezionare le cerniere a saldare in un ambiente costiero?
In ambienti costieri o ad alta umidità, ispezionare le cerniere ogni 6 mesi. Verificare la presenza di macchie di ruggine, danni al rivestimento, crepe nelle saldature e condizioni di lubrificazione. Ritoccare immediatamente eventuali danni al rivestimento e rilubrificare tutte le parti mobili durante ogni ispezione.
Conclusione
La maggior parte dei problemi legati alle cerniere a saldare, come il disallineamento, le saldature deboli, la corrosione, l'inadeguatezza del carico e la manutenzione trascurata, sono prevenibili con il giusto approccio. Un'installazione precisa, una tecnica di saldatura adeguata, materiali resistenti alla corrosione, calcoli di carico corretti e un programma di manutenzione costante garantiranno alle vostre cerniere un funzionamento affidabile per anni.
La chiave di lettura è semplice: investire tempo nell'installazione corretta e nella manutenzione continua, piuttosto che affrontare costose riparazioni o sostituzioni in un secondo momento. Se non siete sicuri della scelta del materiale, dei requisiti di carico o dei metodi di installazione per il vostro progetto specifico, contattate il nostro team di ingegneri per una guida personalizzata.






