Характеристики сварных петель для OEM-производителей | Нагрузка, свариваемость, подшипники
В OEM-проектах приварные петли обычно используются в тех случаях, когда устойчивость к вибрациям, целостность конструкции, устойчивость к вскрытию и долгосрочная надежность имеют большее значение, чем возможность демонтажа в полевых условиях. Настоящий инженерный вопрос заключается не в том, являются ли приварные петли "прочнее" в целом, а в том, как определить правильный класс нагрузки, свариваемость, архитектуру подшипника, защиту от коррозии и метод установки для конкретного применения.
Это руководство предназначено для покупателей комплектующих, инженеров-конструкторов и специалистов по промышленному оборудованию, которым необходим практический способ определения приварные петли до проведения RFQ, поиска поставщиков и изготовления. Основное внимание уделяется высоконагруженным приложениям, но та же логика применима и к воротам безопасности, транспортным кузовам, корпусам машин и сервисным дверям, где поломка обходится дорого.
Что должны определить OEM-покупатели, прежде чем запрашивать предложение
Прежде чем сравнивать модели шарниров или поставщиков, четко определите эти шесть переменных проекта:
- Масса двери или панели: общая подвижная масса, включая оборудование и аксессуары.
- Ширина и плечо рычага: ширина двери изменяет изгибающий момент и нагрузку на верхнюю петлю.
- Частота циклов: Частота открывания определяет, достаточно ли стандартного штифтового контакта или требуются подшипники.
- Сильная вибрация: Транспорт, тяжелые машины и вибрационное оборудование требуют более надежных креплений и штифтов.
- Класс окружающей среды: Сухая погода в помещении, погода на улице, промывка, прибрежные или коррозионные условия напрямую влияют на выбор сплава и покрытия.
- Удобство обслуживания против безопасности: Заранее решите, требуется ли для конструкции фиксированный штифт, подъемный механизм или смазываемая конструкция.
Как только эти исходные данные будут исправлены, выбор шарниров станет более последовательным, а переговоры с поставщиками - более продуктивными.
Что такое промышленные петли под приварку?
Приварные промышленные петли - это петли для тяжелых условий эксплуатации, предназначенные для непосредственного приваривания к металлической раме и створке без предварительно просверленных монтажных отверстий. Обычно их называют пулевыми, бочкообразными или сварными шарнирами. Ключевое инженерное преимущество заключается в том, что сварка сохраняет целостность поперечного сечения металлической основы вместо того, чтобы ослаблять ее с помощью просверленных крепежных отверстий.
Для OEM-производителей наиболее распространенными конструктивными конфигурациями являются подъемные / съемные штифты, смазываемые конструкции, а также конструкции с подшипниками или втулками.
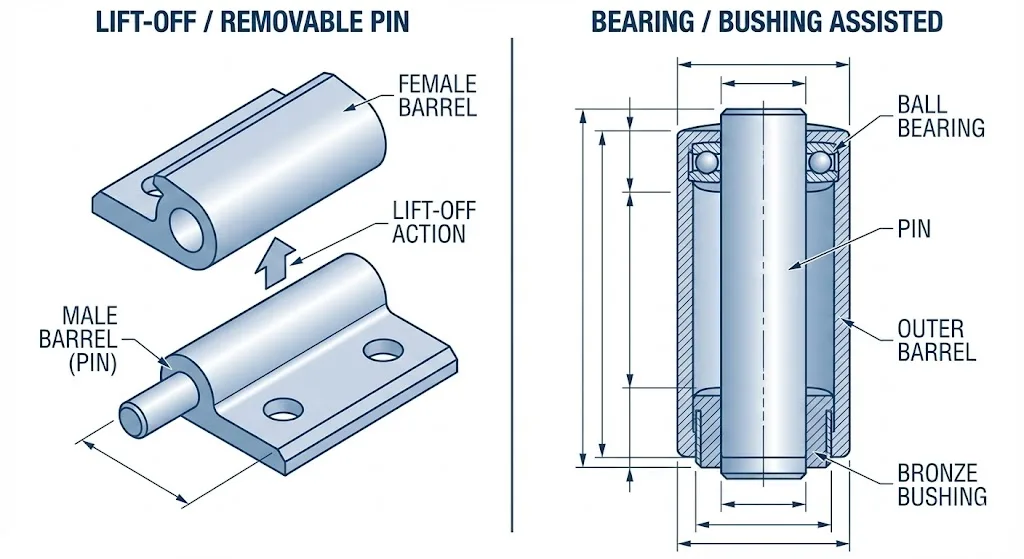
Рисунок: Распространенные конструкции приварных петель, используемые в проектах металлических дверей и шкафов OEM.
Если ваш вопрос заключается в том, лучше ли съемная конструкция по сравнению со стационарной, обратитесь к специальной странице, посвященной решениям по корпусам, а не разворачивайте это сравнение здесь.
Решения по нагрузкам, материалам и подшипникам
Расчет нагрузки и коэффициент безопасности
Статический вес двери - это только отправная точка. При выборе размера петель следует учитывать массу двери, массу фурнитуры, ширину, центр тяжести, расстояние между петлями, а также условия ударов или неправильного использования.
- Проектная нагрузка: (масса двери + установленная фурнитура) × коэффициент безопасности.
- Промышленное правило: для большинства промышленных ворот и панелей оборудования используйте коэффициент безопасности от 1,5 до 2,0.
- Правило интервалов: Одна петля на 30 дюймов (около 750 мм) вертикальной высоты - это практическая отправная точка, затем следует сделать поправку на массу и ширину.
- Векторная логика: Широкие двери создают гораздо больший изгибающий момент на верхней петле, чем узкие двери той же массы.
Если на изделии уже появились трещины, усталость сварного шва или провисание двери, обратитесь к нашим специалистам. руководство по устранению неисправностей сварных петель для поиска и устранения неисправностей.
Металлургическая совместимость
Совместимость материалов влияет как на свариваемость, так и на долговечность.
- Углеродистая сталь к углеродистой стали: наиболее распространенная и экономичная комбинация для промышленных ворот, крышек машин и транспортных кузовов.
- Нержавеющий к нержавеющему: Предпочтение отдается там, где важна коррозионная стойкость; 304 подходит для многих промышленных интерьеров, в то время как 316 обычно безопаснее в морской, прибрежной или химической среде.
- Сварка разнородных материалов: углеродистой стали на нержавеющую сталь может потребовать выбора переходного наполнителя и более строгого контроля процедуры для снижения хрупкости и гальванического риска.
- Алюминий: обычно ограничивается легкими транспортными приложениями и требует совместимого выбора сплава и навыков сварки.
Если ваш проект предполагает наличие конденсата, влаги в зоне пищевых продуктов или агрессивных моющих средств, сравните условия окружающей среды с вашими петля для холодильной камеры логики перед окончательной доработкой сплава и отделки.
Архитектура подшипников и штифтов
Архитектура штифтов и подшипников изменяет реальное усилие открытия, интенсивность износа и интервал технического обслуживания.
- Контакт "сталь-сталь": подходит для использования в малонагруженных или малоцикловых промышленных установках.
- Бронзовая втулка или игольчатый подшипник: лучше, когда частота циклов высока и требуется более плавная работа.
- Упорный подшипник: Предпочтительны, когда вертикальная нагрузка велика, а конструкция должна снижать трение и усилие открывания.
- Фиксированный штифт: Лучше всего подходит для тех случаев, когда устойчивость к взлому важнее, чем устранение неисправностей.
- Подъемный штифт: лучше там, где панели необходимо регулярно снимать.
- Штифт с возможностью смазки: Лучше всего подходит для абразивных, открытых или грязных сред, где смывание загрязнений продлевает срок службы.
Контрольный список закупок комплектующих
Перед выпуском RFQ или PO убедитесь, что в спецификации закупки указаны следующие параметры:
| Артикул | Почему это важно | Пример языка спецификации |
|---|---|---|
| Масса двери | Размер и количество шарниров привода | Стальная входная дверь 180 кг |
| Ширина дверцы / плечо рычага | Влияет на изгибающий момент на верхнем шарнире | Ширина створки 900 мм |
| Частота циклов | Определяет потребность в подшипниках | 20 открытий в день |
| Материал рамы и створки | Влияет на свариваемость и выбор присадочного материала | Рама и створки из углеродистой стали |
| Класс окружающей среды | Влияет на выбор сплава и покрытия | Наружная среда ISO 12944 C4 |
| Архитектура выводов | Влияет на работоспособность и безопасность | Фиксированная конструкция штифта |
| Тип подшипника | Влияет на износ и усилие открывания | Требуется бронзовая втулка |
| Послесварочная защита | Защищает HAZ от коррозии | Грунтовка с высоким содержанием цинка после сварки |
Типичные примеры использования OEM-производителями
- Прочные стальные дверцы для доступа: в тех случаях, когда высокий изгибающий момент и целостность конструкции имеют решающее значение.
- Ворота безопасности и огороженные территории: Там, где важна устойчивость к взлому и постоянный монтаж.
- Контейнеры для отходов и транспортные кузова: в условиях сильных ударов, вибраций и ударных нагрузок.
- Горное и сельскохозяйственное оборудование: Там, где пыль, грязь, промывка и загрязнения требуют смазываемых или герметичных конструкций.
- Корпуса для станков и промышленного оборудования: где стратегия обслуживания определяет, какая архитектура предпочтительнее - стационарная или подъемная.

Рисунок: Приварные петли часто предпочтительны в тех случаях, когда круглые стойки, трубы и нестандартные профили делают болтовые соединения непрактичными.
Сварка и болты: когда разница имеет значение
Для OEM-команд решение о том, что лучше приварить, а что прикрутить, обычно сводится к четырем вопросам:
- Ожидается ли, что соединение будет выдерживать вибрацию без периодического повторного затягивания?
- Отдается ли при проектировании предпочтение целостности конструкции, а не возможности демонтажа в полевых условиях?
- Важна ли устойчивость к взлому?
- Является ли основой металлический каркас, совместимый со сваркой?
Приварные петли обычно выигрывают, когда ответ на большинство из этих вопросов - "да". Болтовые петли остаются полезными там, где большее значение имеет возможность демонтажа в полевых условиях, сборки из смешанных материалов или неквалифицированный монтаж. Полное инженерное сравнение можно найти в нашем специальном разделе Направляющие для приварных и болтовых петель.
Протокол производства: Установка и предотвращение отказов
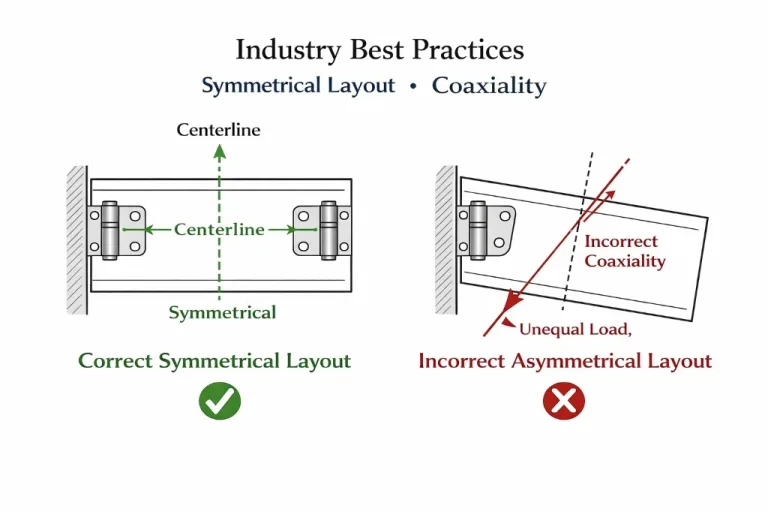
Коллинеарное выравнивание
Оси петель должны оставаться концентрическими. Даже небольшая погрешность выравнивания приводит к заклиниванию, увеличению усилия открывания и ускоряет усталость штифта петли, зоны кронштейна или зоны сварки. Используйте прихваточную сварку, проверяйте дугу перед окончательной сваркой и выравнивайте незначительные отклонения перед полной заваркой.
Размер сварного шва и проплавление
Прихваточные швы не являются рабочими швами. Эффективная длина сварного шва и размер галтели должны выбираться в зависимости от толщины пластины петли, нагрузки на дверь и жесткости основания. В тяжелых условиях эксплуатации короткие сварные швы недостаточного размера являются распространенной причиной выхода из строя, даже если сам корпус петли соответствует требованиям.
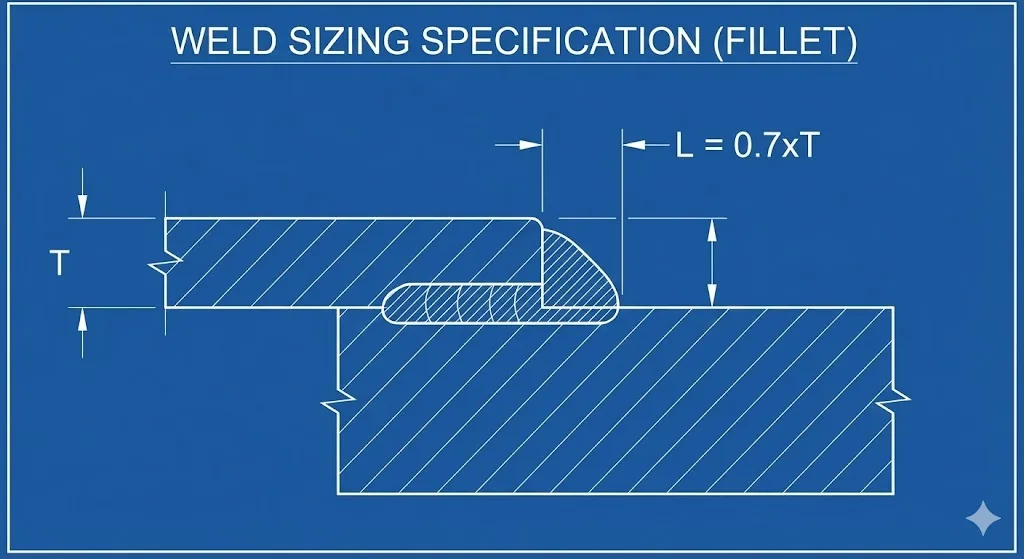
Рисунок: Размер сварного шва и направление ножки галтели имеют решающее значение для спецификаций шарниров OEM-производителей, поскольку сварные швы с заниженными размерами часто выходят из строя раньше, чем корпус шарнира.
Тепловое управление и искажения
Во время сварки бочка быстро нагревается. Чрезмерный нагрев может повредить внутренние втулки, разрушить смазку, деформировать тонкие панели или снизить производительность моделей с подшипниками. Для тонких узлов часто требуется шовная сварка, теплоотвод и контролируемая последовательность сварки.
Послесварочная защита
Сварной шов и зона термического влияния очень уязвимы после сварки. Варианты из углеродистой стали обычно нуждаются в немедленной грунтовке или покрытии. Петли из нержавеющей стали могут потребовать очистки и пассивации в зоне сварки для восстановления коррозионной стойкости.
Часто задаваемые вопросы (технические и по поиску поставщиков)
Q1: Всегда ли сварные петли прочнее болтовых?
О: Не автоматически в каждом случае, но в металлических конструкциях, совместимых со сваркой, они обычно обеспечивают лучшую структурную целостность, лучшую виброустойчивость и лучшую устойчивость к взлому, чем механически закрепленные альтернативы.
Q2: Можно ли заменить приварные петли при техническом обслуживании?
О: Да, но замена более трудоемка, поскольку перед установкой новой петли необходимо удалить сварной шов и обработать поверхность.
Вопрос 3: Какой материал является наиболее безопасным для морской или высокоагрессивной среды?
О: Нержавеющая сталь AISI 316 обычно является более безопасным выбором, но процедура сварки и послесварочная пассивация все равно имеют значение.
Вопрос 4: Когда следует указывать модели с опорой на подшипники?
О: Когда масса двери, частота открывания или усилия оператора превышают возможности стандартного контакта "сталь-сталь".
Q5: Какова самая большая ошибка OEM-производителей при выборе приварных петель?
О: Отношение к шарниру как к общему элементу оборудования вместо определения нагрузки, геометрии, совместимости материалов, класса среды и протокола сварки как к единой системе.
Заключение
Приварные промышленные петли лучше всего выбирать как часть комплексного системного решения, а не как отдельную позицию в каталоге. Нагрузка, ширина, частота циклов, класс окружающей среды, металлургическая совместимость, архитектура штифта, выбор подшипника и защита после сварки - все это влияет на то, будет ли конечный узел работать так, как задумано.
Для OEM-производителей практическая цель состоит не только в том, чтобы купить "прочный шарнир". Она заключается в том, чтобы определить систему шарниров, которая может быть правильно сварена, выдержит реальные условия эксплуатации и позволит избежать предотвратимых отказов в течение всего срока службы оборудования.