Lista de comprobación de aprobación de muestras de bisagras para compradores OEM
Una bisagra de muestra puede parecer aceptable sobre el escritorio y, sin embargo, crear problemas durante el montaje, la producción piloto o el uso sobre el terreno. Para los compradores de OEM, el riesgo no es sólo si la muestra se abre y se cierra. El verdadero riesgo es aprobar una bisagra que más tarde provoque desalineación de la puerta, torsión incoherente, corrosión, problemas de cierre, fugas en las juntas, reprocesamiento de la producción o disputas con el proveedor después de que las decisiones de utillaje y compra ya hayan avanzado.
Este lista de comprobación para la aprobación de muestras de bisagras está diseñado para compradores de OEM, equipos de aprovisionamiento, ingenieros y equipos de calidad que necesitan aprobar muestras de bisagras antes de la producción. Se centra en la validación práctica de muestras: revisión de planos, dimensiones críticas, pruebas de materiales, acabado superficial, rendimiento funcional, comportamiento de carga, datos de pruebas de ciclo, compatibilidad de montaje y documentación del proveedor.
El objetivo no es convertir la aprobación de muestras en un complicado manual de inspección. El objetivo es crear una puerta de aprobación clara: lo que debe pasar, lo que puede aceptarse condicionalmente, lo que requiere corrección por parte del proveedor y lo que debe activar una nueva muestra antes de que comience la producción en serie.
Por qué las muestras de bisagras deben aprobarse antes de la producción

Los problemas de las bisagras suelen aparecer tarde porque la bisagra suele ser una pequeña parte de un conjunto mayor. Un comprador puede aprobar una muestra basándose en el aspecto, pero los verdaderos problemas aparecen cuando la bisagra se instala en la puerta, se alinea con el marco, se carga con el peso final del panel, se somete a ciclos repetidos o se expone al entorno de funcionamiento real.
Un proceso de aprobación de muestras de bisagras ayuda a prevenir problemas de producción evitables antes de que se fijen los pedidos de compra, los cambios de herramientas o los calendarios de montaje. En los proyectos de OEM, este paso es especialmente importante cuando la bisagra afecta a la alineación de la puerta, la fuerza de apertura, el par de retención, la capacidad de carga, la resistencia a la corrosión, el rendimiento del sellado, el acceso de seguridad o la experiencia del cliente con el producto final.
La aprobación de muestras confirma si la muestra de bisagra presentada cumple los requisitos de dibujo y aplicación del comprador, pero es sólo un paso en un flujo más amplio de verificación del proveedor. Cuando el proyecto requiere un control más profundo del proveedor -informes de primer artículo, planes de control, pruebas de lotes trazables y datos estadísticos de capacidad-, el protocolos avanzados de control de calidad para la adquisición de bisagras a medida cubre el flujo de trabajo de verificación del proveedor que va más allá de la aprobación de la primera muestra.
La cadena de fallos: De la desviación de la muestra al reprocesado en producción
La mayoría de los fallos en la aprobación de muestras comienzan con una pequeña desviación que parece inofensiva durante la primera inspección. La posición de un orificio está ligeramente desviada. La hoja de la bisagra no es plana. El pasador tiene demasiado juego. El par de apriete es aceptable a mano, pero varía de una muestra a otra. La superficie parece limpia pero tiene rebabas cerca del borde de montaje. Cada problema puede parecer menor hasta que la bisagra se instala en el producto real.
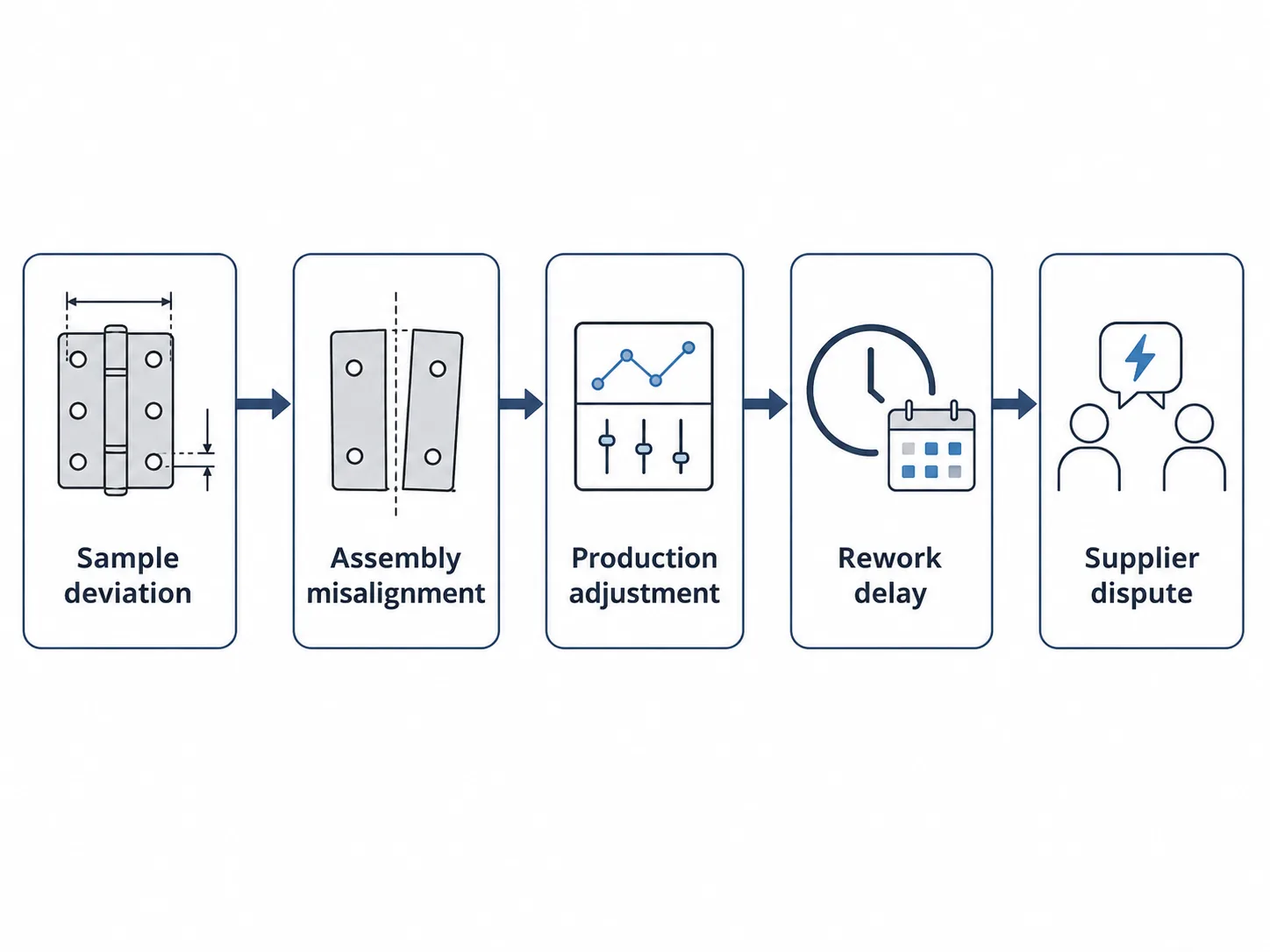
La cadena de fallos suele tener este aspecto:
- La desviación de la muestra no se detecta durante la aprobación.
- La bisagra crea una desalineación del conjunto o un movimiento incoherente.
- La puerta, el panel, la tapa o la cubierta requieren un ajuste durante la producción.
- El reprocesado aumenta el tiempo de trabajo y retrasa el envío.
- El comprador y el proveedor no se ponen de acuerdo sobre si el problema es un defecto de la bisagra, un problema de dibujo o un problema de instalación.
Una sólida lista de comprobación para la aprobación de muestras lo evita vinculando cada elemento de inspección a un riesgo real de producción. El comprador no debe preguntar: "¿Tiene buena pinta la bisagra?". La mejor pregunta es: "¿Puede esta bisagra instalarse, cargarse, someterse a ciclos, acabarse y documentarse sin crear problemas de producción o de servicio de campo?".
La puerta de aprobación: qué deben comprobar primero los compradores de OEM
Antes de realizar pruebas detalladas, el comprador debe confirmar si la muestra pertenece a la versión correcta del proyecto. Muchos problemas con las muestras proceden de planos que no coinciden, revisiones obsoletas, requisitos de tolerancia poco claros o muestras fabricadas a partir de un proceso temporal en lugar del método de producción previsto.
Comience con estos elementos de la puerta de aprobación antes de dedicar tiempo a las pruebas avanzadas:
| Aprobación Puerta Artículo | Qué comprobar | Por qué es importante |
|---|---|---|
| Revisión del dibujo | Número de pieza, fecha de revisión, dimensiones críticas, notas | Evita que se apruebe una muestra realizada según un dibujo obsoleto |
| Coincidencia de solicitud | Tipo de puerta, peso del panel, método de montaje, ángulo de apertura | Confirma que la muestra se evaluó para el caso de uso real |
| Material necesario | Acero, acero inoxidable, aleación de zinc, polímero, material del casquillo | Evita la corrosión, el desgaste o los problemas de resistencia posteriores. |
| Acabado superficial | Chapado, revestimiento, pasivado, pulido, control de rebabas | Afecta al aspecto, la resistencia a la corrosión, la facilidad de limpieza y el ajuste del montaje. |
| Interfaz de montaje | Distancia entre orificios, avellanado, área de soldadura, holgura de los pasadores, planitud de la hoja | Evita las interferencias en la instalación y la desalineación de la puerta |
| Pruebas del proveedor | Certificado de materiales, informe de dimensiones, informe de pruebas, cantidad de muestras | Confirma que la muestra está respaldada por datos verificables |
Si estos puntos de entrada no están claros, la muestra no debe pasar directamente a las pruebas de homologación. Pida al proveedor que aclare primero el dibujo, el material, el proceso o las pruebas.
Lista de comprobación para la aprobación de muestras de bisagras
La lista de comprobación que figura a continuación puede utilizarse como marco práctico de revisión. Debe adaptarse al tipo de bisagra, al riesgo de aplicación, a las especificaciones del cliente y al volumen de producción. Para el muestreo lote por lote más allá del primer artículo, los principios en ISO 2859-1, la norma internacional de muestreo de aceptaciónpuede aplicarse para definir el tamaño de la muestra y los criterios de aceptación para la inspección de la producción en curso.
| Lista de control Elemento | Qué revisar | Pruebas Aprobadas | Disparador de rechazo o remuestreo |
|---|---|---|---|
| Sorteo | Número de pieza, revisión, notas de tolerancia, esquema de montaje | La muestra coincide con la revisión del dibujo aprobada | Revisión incorrecta, falta de dimensiones críticas, tolerancia poco clara |
| Dimensiones críticas | Distancia entre orificios, diámetro de los pasadores, longitud de los nudillos, grosor de las hojas, tamaño total | Las dimensiones medidas coinciden con el dibujo del comprador | Cualquier dimensión crítica fuera de la tolerancia acordada |
| Planitud y alineación de las hojas | Planitud, torsión, alineación del eje de la bisagra, contacto de la cara de montaje | La bisagra se asienta correctamente en la superficie de montaje prevista | Balanceo, torsión, desplazamiento visible del eje, atascamiento tras la instalación |
| Conformidad material | Material de la base, material del pasador, material del casquillo, compatibilidad del cierre | El proveedor aporta pruebas materiales que se ajustan al pliego de condiciones | Material no verificado o incompatible con las condiciones de aplicación |
| Acabado superficial | Rebabas, bordes afilados, cobertura del revestimiento, chapado, pasivación, arañazos | El acabado cumple los requisitos de aspecto, corrosión y montaje | Rebabas, metal base expuesto, revestimiento desigual, bordes dañados |
| Movimiento funcional | Ángulo de apertura, fricción, juego libre, agarrotamiento, ruido, suavidad | El movimiento es coherente en todas las muestras | Atoramiento, juego excesivo, movimiento irregular, ruido anormal |
| Comportamiento de carga o apoyo | Soporte del peso de la puerta, flecha, deflexión, distancia entre bisagras | La bisagra soporta la carga prevista sin pandeo inaceptable | Deformación visible, pandeo, distorsión de montaje, aflojamiento prematuro |
| Control de par o de posición | Par de sujeción, sensación de movimiento, repetibilidad, dirección izquierda/derecha | El par se ajusta a los requisitos del producto y es uniforme | Par demasiado alto, demasiado bajo, incoherente o direccionalmente incorrecto |
| Pruebas de ciclo o durabilidad | Ciclos de apertura, patrón de desgaste, estado del pasador/buje | El proveedor proporciona pruebas adecuadas para la aplicación | No hay pruebas para aplicaciones de ciclo alto o relacionadas con la seguridad |
| Corrosión o ajuste al entorno | Sal, humedad, productos químicos de limpieza, exposición al exterior, lavado | Material y acabado acordes con el entorno previsto | Acabado o material inadecuado para la exposición a la corrosión |
| Embalaje y manipulación | Protección durante el transporte, arañazos superficiales, identificación de piezas | Las muestras llegan limpias, etiquetadas y sin daños | Daños, piezas mezcladas, etiquetas que faltan, embalaje incoherente |
| Respuesta del proveedor | Capacidad para responder a preguntas, elaborar informes y revisar muestras. | El proveedor proporciona datos claros y medidas correctoras cuando es necesario | El proveedor no puede explicar las desviaciones ni aportar pruebas rastreables |
La lista de comprobación no debe tratarse como un formulario genérico de aprobado/no aprobado. Cada elemento debe estar relacionado con la función real de la bisagra. Una bisagra para armarios ligeros, una bisagra de acceso para equipos pesados, una bisagra de torsión y una bisagra inoxidable resistente a la corrosión no necesitan el mismo énfasis de aprobación.
Pruebas de muestras por aplicación de bisagras
Las distintas aplicaciones de las bisagras fallan de maneras diferentes. La lista de comprobación para la homologación debe variar en función de la función de la bisagra en el producto final.
| Aplicación de bisagras | Muestra principal Riesgo | Aprobación Enfoque | El comprador debe preguntar |
|---|---|---|---|
| Bisagra para armarios industriales | Desalineación de la puerta, problema de compresión de la junta, corrosión. | Distancia entre orificios, planitud de la hoja, material, acabado, ajuste de la puerta | Informe dimensional, certificado de materiales, detalles de acabado |
| Bisagra de acceso resistente | Pandeo, flexión, sobrecarga, distorsión de montaje | Peso de la puerta, número de bisagras, espaciado, recorrido de la carga, resistencia de los pasadores | Revisión de cargas, confirmación de planos, prueba de instalación de muestras |
| Bisagra de control de par o posición | Fuerza de sujeción incoherente, mala sensación de movimiento, deriva | Rango de par, repetibilidad, ángulo de funcionamiento, dirección | Datos de la prueba de par e información sobre la carga de la aplicación |
| Bisagra de acero inoxidable | Corrosión, manchas, desajuste de la fijación, daños superficiales | Calidad del material, pasivación, acabado, compatibilidad de la fijación | Certificado de materiales y revisión de corrosión/medio ambiente |
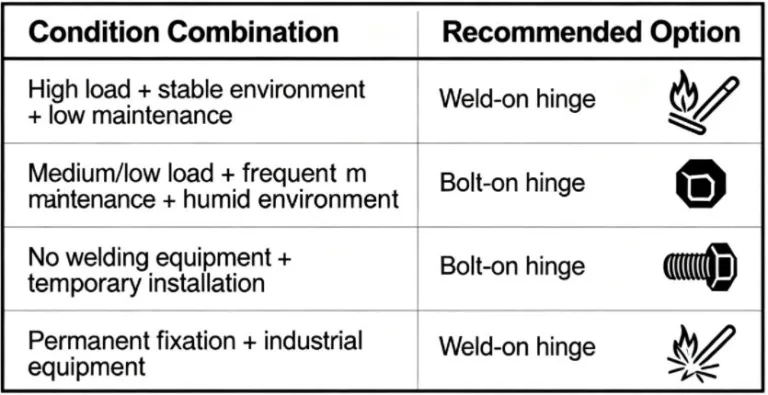
| Bisagra soldada | Distorsión de la zona soldada, desplazamiento de la alineación, corrosión posterior a la soldadura. | Superficie de soldadura, geometría de la hoja, protección del perno, plan de revestimiento | Dibujo de la zona de soldadura y requisito de protección posterior a la soldadura |
| Bisagra elevable o desmontable | Piezas sueltas, mala alineación de reinstalación, desmontaje inseguro | Dirección de elevación, holgura, ajuste de pasadores, repetibilidad de reensamblaje | Procedimiento de desmontaje y comprobación de la holgura instalada |
Cuando la muestra está destinada a una puerta pesada, la aprobación no debe basarse únicamente en el aspecto visual o en las afirmaciones de carga del catálogo. El comprador debe verificar el peso real de la puerta, la distancia entre bisagras, el centro de gravedad y el método de montaje. Para aplicaciones de gran carga, se recomienda un proceso de selección de bisagras para cargas pesadas basado en el peso de la puerta antes de aprobar la muestra para la producción.
Cuando la muestra es una bisagra de acero inoxidable para exteriores, lavados, salas limpias o entornos corrosivos, el material y el acabado de la superficie deben revisarse conjuntamente. Si la humedad, los productos químicos de limpieza, la sal o los metales distintos forman parte de la aplicación, los compradores deben comprender... por qué las bisagras de acero inoxidable aún pueden corroerse antes de aprobar la muestra.
Cuando la muestra es una bisagra de torsión, la aprobación debe centrarse en la fuerza de sujeción, la consistencia del movimiento, el ángulo de funcionamiento y la carga de aplicación. Si la bisagra debe sujetar una tapa, pantalla, cubierta o panel de acceso en un ángulo definido, el comprador debe comparar la muestra con el caso de uso previsto, no sólo con un valor de par de catálogo. En guía de cálculo y selección de bisagras dinamométricas puede ayudar a confirmar si el rango de par de la muestra coincide con la geometría real del producto.
¿Aprobar, aprobar con condiciones o rechazar?
No todos los problemas requieren un rechazo inmediato, pero toda desviación debe clasificarse con claridad. El comprador debe evitar comentarios de aprobación vagos como "parece aceptable" o "el proveedor mejorará más adelante". En su lugar, utilice una matriz de decisión de aprobación.
| Decisión | Cuándo utilizarlo | Acción requerida |
|---|---|---|
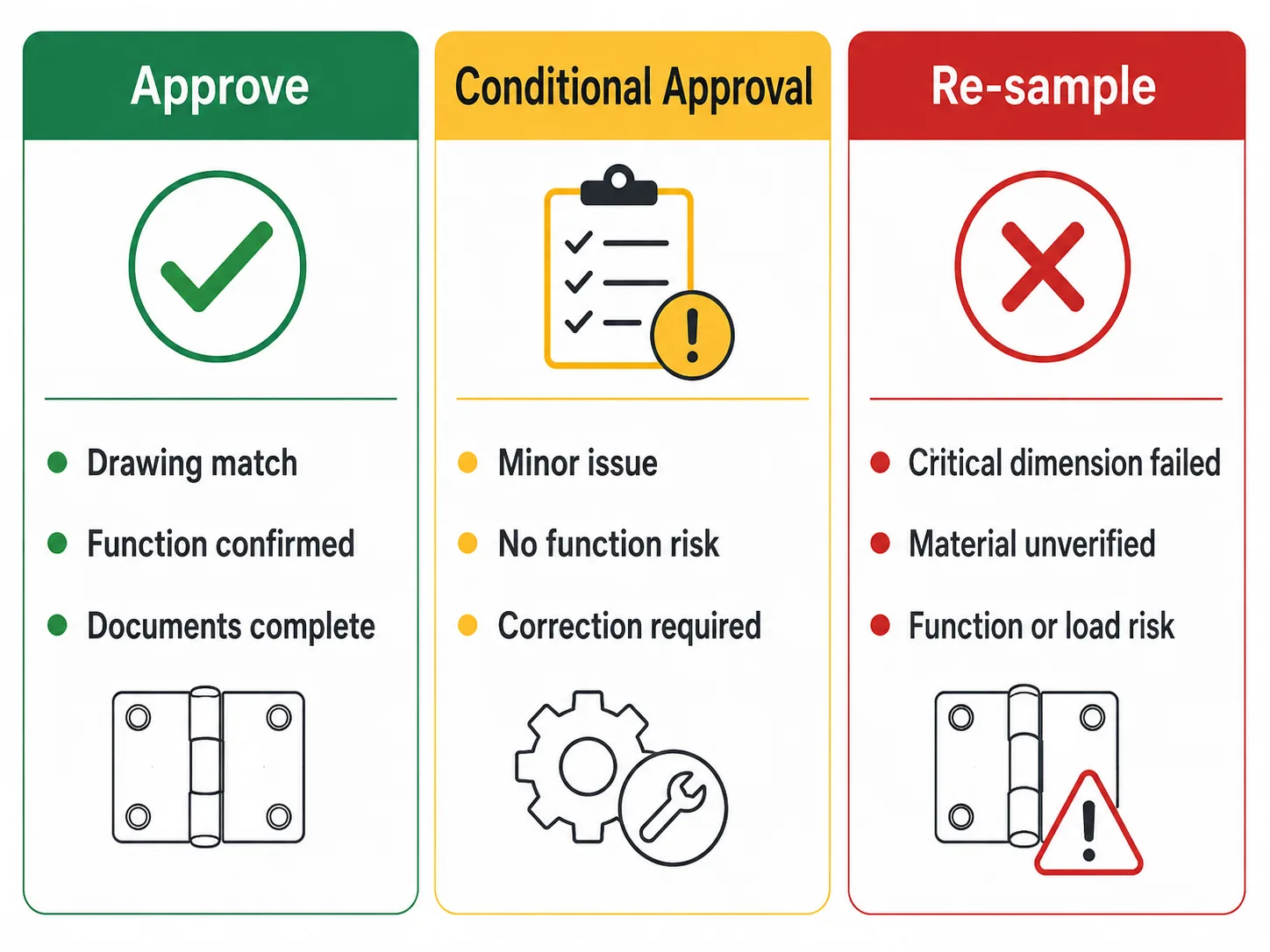
| Aprobar | La muestra cumple los requisitos de dibujo, función, material, acabado y documentación. | Registrar la aprobación de la muestra y conservar la muestra de referencia aprobada si es necesario |
| Aprobación condicional | Problema menor que no afecta al ajuste, la función, la seguridad o el riesgo de producción. | Documentar el estado y exigir correcciones al proveedor antes del envío de la producción |
| Se requiere una nueva muestra | No se confirma la dimensión crítica, el material, el acabado, la carga, el par o la función. | Rechazar la muestra actual y solicitar una muestra corregida con pruebas |
| Revisión de proveedores necesaria | La causa del fallo no está clara o los datos del comprador y del proveedor no coinciden. | Acordar el método de medición, las condiciones de ensayo y las medidas correctoras. |
| Revisión del diseño | La muestra cumple el dibujo pero sigue fallando en la aplicación | Revisar el dibujo, el tamaño de la bisagra, el método de montaje, el apilamiento de tolerancias o el diseño del producto. |
Una muestra puede ajustarse al plano y, aun así, fallar en la aplicación si el plano no describe completamente la función real de la bisagra. En estos casos, el comprador no debe culpar únicamente al proveedor o al método de inspección. Puede que sea necesario añadir el requisito de la aplicación al plano, la lista de comprobación o la especificación de aprobación.
Errores comunes que los compradores de OEM deben evitar
Error 1: Aprobar sólo por la apariencia
Una muestra de bisagra de aspecto limpio puede tener un espaciado incorrecto entre los orificios, un ajuste deficiente de los pasadores, un par de apriete incoherente, una compatibilidad deficiente de los materiales o daños ocultos en el revestimiento. La apariencia es sólo la primera comprobación, no la base de la aprobación.
Error 2: Probar sin la carga real de la aplicación
Una bisagra que se siente suave en la mano puede comportarse de manera diferente cuando se instala en una puerta ancha, una cubierta pesada, un panel con junta o una tapa controlada por par de torsión. Las pruebas de muestra deben reflejar las condiciones reales de carga, movimiento y montaje del producto.
Error 3: Aceptar sólo datos resumidos del proveedor
Una declaración de una sola línea como "la muestra ha superado la prueba" no es suficiente para las aplicaciones críticas. Los compradores deben solicitar las pruebas pertinentes: informe dimensional, certificado de material, detalles de acabado superficial, datos de pruebas funcionales o registro de inspección acordado.
Error 4: No vincular la aprobación al control de la producción
La aprobación de una muestra sólo es útil si la condición aprobada puede repetirse en la producción. Si el proveedor cambia el utillaje, el material, el proceso de revestimiento, el método de montaje o el plan de inspección, el comprador puede necesitar una nueva revisión de la muestra o un nuevo paso de aprobación de la producción.
Error 5: Utilizar una lista de comprobación para cada bisagra
Una bisagra de armario de bajo riesgo y una bisagra de equipo de alta carga no deben aprobarse con el mismo nivel de revisión. La lista de comprobación debe corresponderse con el riesgo de aplicación, la consecuencia del fallo y el volumen de producción de la bisagra.
Qué preguntar al proveedor antes de volver a tomar muestras
Si una muestra de bisagra no supera la aprobación, no se limite a pedir al proveedor que "envíe otra muestra". Identifique primero el tipo de fallo y pida un plan de corrección. De lo contrario, la segunda muestra puede repetir el mismo problema.
- ¿Qué punto de la lista de comprobación ha fallado?
- ¿Se ha fabricado la muestra según la revisión de planos correcta?
- ¿Fue causado el problema por el material, el utillaje, el montaje, el revestimiento o el método de inspección?
- ¿Puede el proveedor facilitar datos dimensionales revisados o pruebas de materiales?
- ¿Se fabricará la próxima muestra utilizando el proceso de producción previsto?
- ¿Es necesario añadir al dibujo algún requisito de aplicación que falte?
- ¿Debe el comprador proporcionar la puerta, el panel, el soporte o el accesorio de montaje reales para realizar una prueba de ajuste?
- ¿El fallo requiere PPAP, FAI u otro paso de aprobación de la producción?
La solicitud de nueva muestra debe ser específica. Por ejemplo, "ajuste la holgura del pasador y proporcione un informe dimensional actualizado" es más útil que "mejore la calidad". El proveedor debe saber exactamente qué debe cambiar antes de enviar la siguiente muestra.
Qué deben enviar los compradores OEM antes de la aprobación de la muestra
Una buena aprobación de la muestra empieza antes de que ésta se fabrique. El comprador debe proporcionar suficiente información sobre la aplicación para que el proveedor no adivine las condiciones reales de uso de la bisagra.
- Plano aprobado y nivel de revisión
- Aplicación y tipo de producto
- Peso de la puerta, panel, tapa o cubierta
- Información sobre la anchura de la puerta, la distancia entre bisagras y el centro de gravedad, si procede.
- Ángulo de apertura requerido y sensación de movimiento
- Requisitos de carga, ciclo, par o corrosión, si procede.
- Requisitos de acabado y aspecto de la superficie
- Grado del material y requisitos de compatibilidad de los elementos de fijación
- Método de montaje: tornillo, soldadura, remache, inserto o soporte
- Entorno: interior, exterior, lavado, sala limpia, exposición a la sal, a productos químicos o a vibraciones.
- Documentos exigidos al proveedor: certificado de materiales, informe dimensional, datos de ensayo o plan de control.
Cuanto más claramente defina el comprador la aplicación, más fácil le resultará al proveedor presentar una muestra útil. Sin esta información, la aprobación de la muestra se convierte en un proceso de adivinación en lugar de una decisión controlada.
Recomendación final
La aprobación de muestras de bisagras OEM debe centrarse en el ajuste, la función, el material, el acabado, la documentación y la repetibilidad. Una muestra no debe aprobarse sólo porque parezca correcta o se abra suavemente con la mano. Debe aprobarse porque se ajusta al plano, es compatible con la aplicación real y puede repetirse en la producción.
Utilice la lista de comprobación como puerta de decisión. Apruebe la muestra cuando las pruebas sean claras. Utilice la aprobación condicional sólo para cuestiones menores que no afecten a la función o al riesgo de producción. Solicite una muestra corregida cuando no se confirmen las dimensiones críticas, el material, el acabado, el comportamiento de carga, el par de apriete, la resistencia a la corrosión o la documentación del proveedor.
PREGUNTAS FRECUENTES
¿Qué deben comprobar los compradores de OEM antes de aprobar una muestra de bisagra?
Los compradores de OEM deben comprobar la revisión de los planos, las dimensiones críticas, el grado del material, el acabado superficial, el movimiento funcional, el comportamiento de carga, la consistencia del par de apriete cuando proceda, la resistencia a la corrosión, la compatibilidad de montaje y la documentación del proveedor antes de aprobar una muestra de bisagra.
¿Basta con una inspección visual para aprobar una muestra de bisagra?
La inspección visual no es suficiente para la mayoría de las muestras de bisagras OEM. Puede detectar defectos evidentes, pero a menudo se necesitan mediciones dimensionales, pruebas de materiales, comprobaciones funcionales y ensayos de aplicación antes de aprobar la producción.
¿Cuál es la diferencia entre la aprobación de muestras y el PPAP para bisagras?
La aprobación de muestras comprueba si la muestra de bisagra enviada cumple los requisitos de dibujo y aplicación del comprador. El PPAP es un proceso de aprobación de la producción más amplio que puede incluir PSW, resultados dimensionales, certificados de materiales, planes de control, PFMEA, MSA y documentación específica del cliente.
¿Cuándo se debe rechazar una muestra de bisagra en lugar de aprobarla condicionalmente?
Una muestra de bisagra debe rechazarse o volver a muestrearse cuando falte una dimensión crítica, material, acabado, requisito de carga, comportamiento de torsión, interfaz de montaje, requisito de corrosión o documento del proveedor, o cuando no cumpla la especificación acordada.
¿Qué documentos deben facilitar los proveedores con las muestras de bisagras?
En función del riesgo del proyecto, es posible que los proveedores deban facilitar una referencia de plano, un informe dimensional, un certificado de material, información sobre el acabado de la superficie, datos de pruebas funcionales, datos de pruebas de ciclo o carga, pruebas de corrosión y notas de medidas correctoras si se revisa la muestra.
¿Necesita ayuda para revisar muestras de bisagras?
Si su proyecto OEM requiere muestras de bisagras para una puerta de armario, un panel de acceso pesado, una cubierta de control de torsión, un armario inoxidable, un ensamblaje soldado o un programa de herrajes personalizados, HTAN puede ayudarle a revisar el dibujo, el material, el acabado superficial, los requisitos de carga, el comportamiento de apertura y las pruebas del proveedor antes de la aprobación de la muestra. Comparta su dibujo, aplicación, peso de la puerta, método de montaje, entorno y pruebas requeridas, y nuestro equipo de ingeniería podrá ayudarle a identificar si la muestra está lista para su aprobación, necesita correcciones o debe volver a muestrearse antes de la producción.