Au-delà des échantillons d'or : 3 protocoles avancés de contrôle qualité pour l'approvisionnement en charnières sur mesure

La simple défaillance d'une charnière dans un dispositif médical ou un chargeur de véhicule électrique peut entraîner des rappels désastreux, mais de nombreuses entreprises s'appuient encore sur des "échantillons d'or" pour approuver leurs fournisseurs. Cette approche est erronée car un échantillon parfait ne garantit pas un processus de production stable. Pour éviter une qualité incohérente, les achats doivent aller au-delà des simples mesures. Cet article présente trois normes clés de contrôle de la qualité : la cohérence statistique, la durabilité et les essais environnementaux, afin de vous aider à éliminer les fournisseurs à risque avant le début de la production de masse.
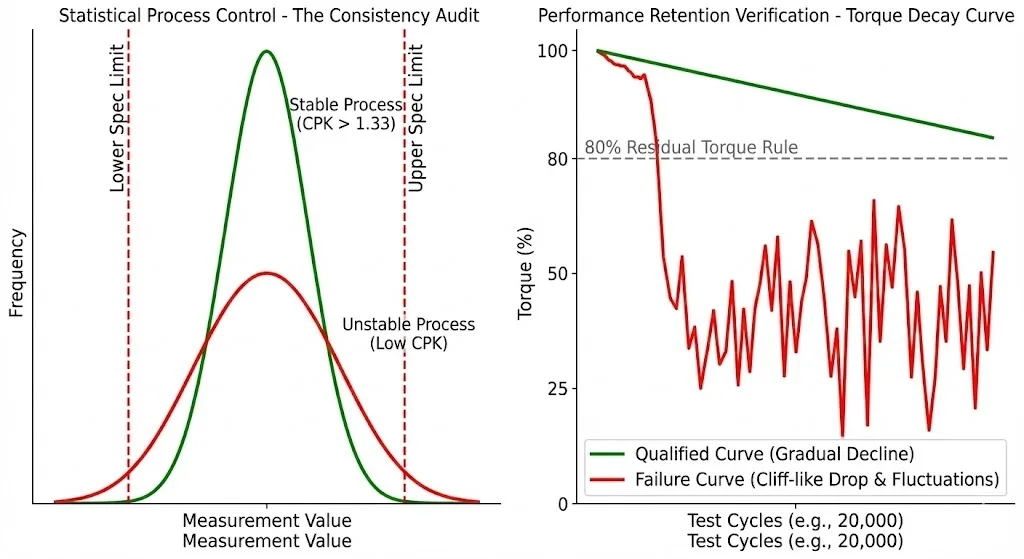
Contrôle statistique des processus - L'audit de cohérence
Dans les applications industrielles, une qualité de lot instable est plus destructrice qu'une simple performance médiocre. Les inspections standard acceptent souvent tout produit dans une plage de tolérance de ±20%. Cependant, dans les applications haut de gamme, si la variance des lots est excessive, même si toutes les unités sont dans les limites de la tolérance, cela indique un processus de fabrication instable.
Mise en œuvre des exigences CPK (Process Capability Index)
Les équipes chargées de la passation des marchés doivent rejeter les rapports d'inspection qui ne contiennent que des jugements de type "réussite/échec". Les fournisseurs doivent être tenus de fournir Rapports du CPK pour les paramètres de couple critiques.
- Norme d'exécution : Un fournisseur qualifié doit démontrer une valeur CPK supérieure à 1,33.
- Importance des données : CPK > 1,33 prouve que le processus de production est sous contrôle statistique, ce qui signifie que la constance du produit découle de la capacité du processus plutôt que de la chance ou du tri.
- Conseils pratiques : Inscrire les exigences du CPK directement dans l'annexe technique du contrat d'achat.
Contrôle de la cohérence haptique (rapport statique ou dynamique)
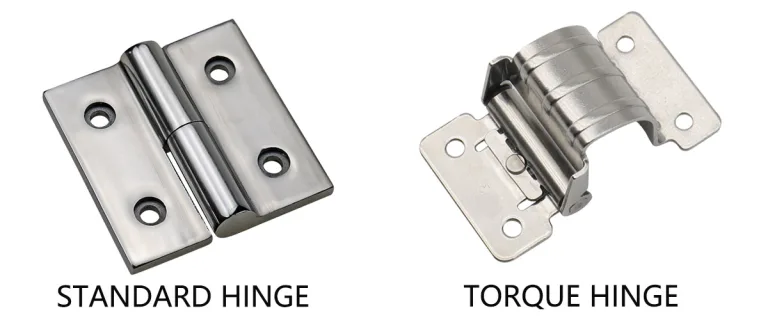
Les charnières de couple doivent non seulement maintenir une position, mais aussi offrir une sensation de fonctionnement de premier ordre. Il est essentiel de mesurer la différence entre le "couple de rupture" (démarrage) et le "couple de fonctionnement" (déplacement).
- Indicateur de risque : Si le couple de rupture est supérieur de plus de 30% au couple de fonctionnement, un effet de "friction" se produit. Les utilisateurs ressentiront des secousses notables pendant le fonctionnement.
- Cause première : Des différences de rapport élevées indiquent généralement un mauvais contrôle des matériaux de friction internes ou une mauvaise gestion de la lubrification.
- Norme d'acceptation : Pour les charnières personnalisées de qualité supérieure, la différence entre le couple statique et le couple dynamique doit être contrôlée entre 10% et 15%.
Stratégie d'échantillonnage stratifié
La gravité spécifique de la graisse et l'usure des outils peuvent entraîner une stratification de la qualité au sein d'un même lot.
- Méthode d'échantillonnage : Refuser de prélever des échantillons uniquement sur la couche supérieure de la boîte d'expédition. Un protocole d'échantillonnage aléatoire doit être mis en œuvre pour prélever des échantillons au bas, au milieu et au sommet de la cargaison.
- Objectif : Détecter les incohérences dues à la séparation de la graisse pendant le transport ou à l'usure des matrices en fin de chaîne d'assemblage.
Vérification du maintien des performances - L'essai sous contrainte du cycle de vie
Le comptage des cycles (par exemple, 20 000 cycles) n'a aucun sens s'il est isolé. Si une charnière survit structurellement mais perd 50% de son couple, elle est fonctionnellement défaillante. La norme de "durabilité" doit être redéfinie.
La règle du couple résiduel 80%
Les normes d'acceptation doivent être établies sur la base des performances, et pas seulement de la structure.
- Norme de référence : ASTM F1578 (Standard Practice for Contact Closure Cycling of a Notebook Computer Hinge) fournit un cadre de référence pour les méthodes d'essai.
- Norme d'exécution : Après avoir effectué l'essai du cycle nominal (par exemple, 20 000 cycles), le couple résiduel doit rester supérieur à 80% de la valeur initiale.
- Valeur commerciale : Cette mesure permet de filtrer efficacement les fournisseurs qui utilisent des matériaux de friction de qualité inférieure ou des graisses instables, car ces matériaux de faible qualité se dégradent rapidement sous l'effet de la chaleur et de la friction.
Analyse de la courbe de décroissance du couple
Exiger des fournisseurs qu'ils fournissent des points de données tout au long du processus d'essai, et pas seulement le résultat final.
- Courbe qualifiée : Montre une tendance linéaire et graduelle à la baisse.
- Courbe de défaillance : Présente une chute en forme de falaise au début de l'essai ou présente de violentes fluctuations.
- Base de décision : Les chutes soudaines de couple indiquent une usure catastrophique de la structure interne ou une défaillance de la graisse.
Analyse destructive du démontage
Les échantillons doivent être démontés et inspectés après le test.
- Objectif de l'inspection : Observer s'il y a une quantité excessive de poudre métallique noire à l'intérieur.
- Mode de défaillance : Une poudre métallique excessive est la preuve directe d'une usure anormale, généralement causée par un traitement thermique inapproprié ou un appariement incorrect des matériaux métalliques.
Validation fonctionnelle de l'environnement - Le piège de la corrosion
Les essais standard au brouillard salin ne s'intéressent souvent qu'à la rouille superficielle du boîtier. Cependant, le mode de défaillance critique des charnières à couple est le grippage interne causé par la corrosion de l'arbre interne. Une apparence satisfaisante n'est pas synonyme d'une fonction satisfaisante.
Essai fonctionnel après pulvérisation de sel
Ne pas nettoyer les échantillons ou ne procéder qu'à des inspections visuelles immédiatement après l'essai au brouillard salin (la référence aux normes ASTM B117).
- Étape obligatoire : Mesurer immédiatement le couple dynamique après exposition au brouillard salin (24, 48 ou 96 heures).
- Norme d'acceptation : Le taux de variation du couple après l'essai au brouillard salin doit être contrôlé dans les limites suivantes ±20% de la valeur du pré-test.
- Interprétation des données :
- Pic de couple important : Indique une adhérence corrosive interne ou un grippage.
- Chute importante du couple : indique que l'intégrité structurelle est compromise.
Défaillance invisible : Résistance à la désémulsification des graisses
Les graisses lubrifiantes de qualité inférieure s'émulsionnent dans les environnements de brouillard salin, ce qui entraîne une perte de la fonction de lubrification.
- Méthode d'inspection : Comparer la régularité du fonctionnement avant et après l'essai.
- Risque : la graisse émulsifiée entraîne des changements radicaux du coefficient de frottement, ce qui nuit à l'expérience de l'utilisateur.
Vérification de la stabilité température-viscosité
Valider les performances de la graisse amortissante sur toute la plage de température de fonctionnement (par exemple, de -20°C à +60°C).
- Risque lié aux basses températures : les graisses de qualité inférieure à base d'huile minérale durcissent dans les environnements froids.
- Conséquence : Cela entraîne une augmentation du couple de décollement ; la contrainte qui en résulte peut provoquer des fissures dans les boîtiers en plastique.
- Exigence : Les fournisseurs doivent fournir un rapport sur la courbe de variation du couple sur toute la plage de température.
Mise en œuvre : Intégration du contrôle de qualité dans la chaîne d'approvisionnement
Pour garantir l'exécution efficace des protocoles susmentionnés, des procédures opérationnelles normalisées (POS) doivent être établies.
Adopter les normes internationales d'échantillonnage
Adopter des normes objectives d'acceptation des lots afin d'éviter tout jugement subjectif.
- Norme d'exécution : ISO 2859-1 ou ANSI/ASQ Z1.4.
- Classification des défauts :
- Défauts critiques : Défauts fonctionnels, la limite de qualité d'acceptation (AQL) est de 0.
- Défauts majeurs : Dimensions ou couple hors spécifications, NQA recommandé 2,5.
Évaluation des capacités des laboratoires des fournisseurs
Au cours de la phase d'audit du fournisseur, évaluez les capacités matérielles de son laboratoire interne. Un partenaire qualifié en matière de charnières sur mesure doit posséder les éléments suivants équipement interne:
- Testeurs de couple numériques capables de générer des courbes de données.
- Chambres d'essai au brouillard salin conformes aux normes ASTM B117.
- Bancs d'essai programmables pour le cycle de vie.
Conclusion
Pour être efficaces, les stratégies d'approvisionnement en charnières à couple personnalisé doivent aller au-delà des contrôles dimensionnels de base. En appliquant la cohérence statistique (CPK), en définissant des limites de couple résiduel et en validant la fonctionnalité environnementale, les entreprises peuvent réduire de manière significative le coût total de possession (TCO). L'assurance qualité n'est pas une simple dépense ; c'est une ligne de défense stratégique qui permet d'éviter les perturbations de la chaîne d'approvisionnement et de préserver la réputation de la marque.
FAQ
Q : L'application de ces normes strictes de contrôle de qualité entraînera-t-elle une augmentation du prix unitaire ?
R : Probablement oui, mais de façon marginale. Toutefois, comparée au coût d'une chaîne de montage interrompue ou d'un rappel sur le terrain, la "prime d'assurance" de la validation est négligeable. Elle réduit considérablement le coût total de possession (TCO).
Q : Que se passe-t-il si un fournisseur refuse de fournir des données CPK ou des courbes de couple ?
R : Il s'agit d'un signal d'alarme majeur. Un refus indique souvent un manque de confiance ou de capacité dans le processus. Pour les applications critiques (médicales/EV), de tels fournisseurs doivent être disqualifiés immédiatement au cours de la phase d'approvisionnement.
Q : Ces protocoles sont-ils nécessaires pour les charnières standard ?
R : Pas nécessairement. Ces protocoles sont spécifiquement conçus pour les charnières dynamométriques sur mesure dans les applications critiques. Pour les composants non critiques (comme les charnières d'armoires standard), un échantillonnage ISO générique est généralement suffisant.