Charnières de sécurité : Guide de sélection par type de machine
Préciser charnières de protection pour les machines industrielles n'est pas la même chose que de choisir une charnière en fonction du poids de la porte ou de la qualité du matériau. La même porte de protection de 200 livres se comporte très différemment lorsqu'elle est boulonnée à un centre d'usinage CNC, à une presse plieuse de 200 tonnes, à une cellule de soudage robotisée, à une ligne d'emballage à grande vitesse ou à une toupie pour le travail du bois - et la charnière qui convient à l'une n'est souvent pas la bonne pour l'autre.
Ce guide est une référence de sélection axée sur le type de machine, destinée aux ingénieurs et aux équipes d'approvisionnement des équipementiers. Pour chacune des cinq machines hôtes les plus courantes, il répertorie le mode de défaillance dominant, le type de charnière qui y répond, la norme de sécurité applicable et la ligne de spécification à inscrire sur le dessin.
Pourquoi l'application détermine le choix des charnières, et pas seulement le poids de la porte ?
Le poids de la porte est la première donnée que tout ingénieur cherche à connaître, mais il s'agit rarement de la contrainte contraignante. Dans les usines réelles, la contrainte contraignante est l'une des trois choses suivantes : la fréquence d'ouverture du protecteur (qui détermine la durée du cycle), ce qui se trouve de l'autre côté du protecteur (qui détermine si le protecteur doit rester captif lorsque la machine fonctionne) et ce qui nettoie ou contamine la charnière quotidiennement (qui détermine le matériau et le type de joint d'étanchéité).
Le même "garde-corps de sécurité de 200 lb" nominal nécessite des charnières de garde-corps différentes dans chacun des cinq environnements ci-dessous. Les sections suivantes sont organisées en fonction de la machine hôte, et non du type de charnière, de sorte que vous pouvez lire la ligne qui correspond à votre projet et vous arrêter.
1. Centres d'usinage CNC et fraises verticales
Mode de défaillance dominant : l'entrée de liquide de refroidissement et l'accumulation de copeaux sur l'axe de la charnière. Les charnières de sécurité des portes coulissantes et des panneaux d'accès des machines à commande numérique sont ouvertes de nombreuses fois par équipe pour le changement d'outils, la fixation et l'élimination des copeaux. Le liquide de refroidissement sous pression pénètre dans les charnières ordinaires, élimine le lubrifiant et laisse l'axe à sec en l'espace de quelques mois.
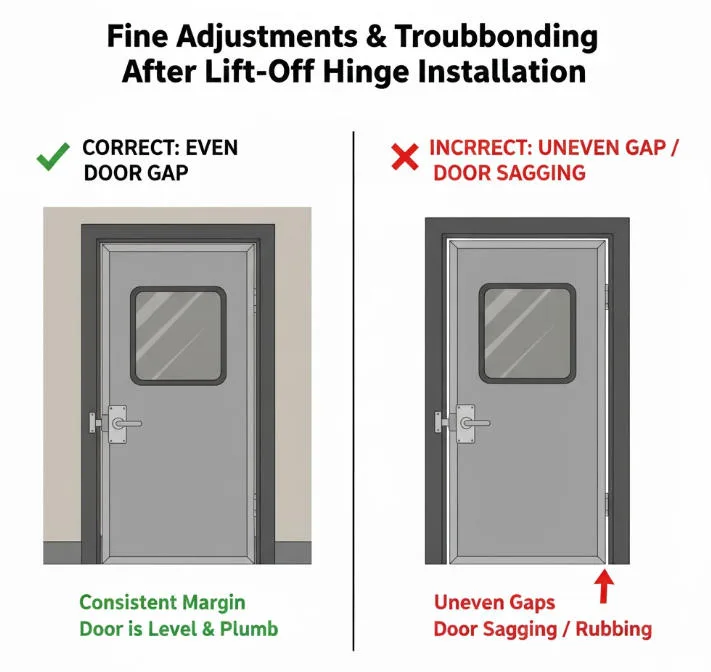
Charnière recommandée : charnières continues (piano) en acier inoxydable ou charnières relevables à axe scellé pour les portes d'accès latérales ; charnières à couple constant pour les fenêtres d'inspection montées en haut que les opérateurs laissent à un angle spécifique. La variante à décollement est importante lorsque le protecteur doit être complètement retiré pour changer de dispositif, car les portes à charnières pivotant en grand occupent toujours l'espace au sol dont l'opérateur a besoin. Le cas des temps d'arrêt pour le retrait sans outil des protections sur les équipements à commande numérique est traité en détail dans notre analyse de comment les charnières à décollement réduisent le MTTR des protecteurs de sécurité.
Ligne de spéculation : Charnière en SS304 ou SS316, axe scellé avec douille en PTFE, minimum 50 000 cycles, IP65 au niveau du pivot, plaque de montage compatible avec l'interverrouillage.
Erreur courante : spécifier une charnière en acier zingué parce que la porte est légère. Le zingage s'abîme en 6 à 12 mois avec les liquides de refroidissement typiques des CNC, et une charnière qui rouille en place devient la partie la plus lente de chaque changement d'outil.
2. Presses plieuses et presses hydrauliques
Mode de défaillance dominant : des vibrations à cycle élevé qui desserrent les fixations des charnières et un affaissement progressif qui ouvre une brèche du côté de la serrure. Les protections des presses plieuses sont lourdes (souvent 30 à 60 kg par panneau pour les protections fixes arrière et latérales), et la machine elle-même transmet des chocs d'une durée inférieure à une seconde à travers le cadre à chaque course. Les charnières standard avec un facteur de sécurité de 1,0× pour le poids de la porte s'affaisseront visiblement en l'espace d'un an.
Charnière recommandée : des charnières d'extrémité en acier robuste avec des goupilles de graissage pour les protections périmétriques fixes, ainsi que des charnières de décollement avec maintien de la goupille anti-retour pour la section d'accès du côté de l'opérateur. Les fixations sont aussi importantes que les charnières - utilisez des contre-écrous à couple courant ou du frein-filet, jamais de simples écrous hexagonaux.
Le dimensionnement doit respecter un facteur de sécurité de 2× le poids de la porte pour les presses plieuses en particulier, car la charge de choc dynamique ajoute 30 à 60 % à la charge statique. Notre guide de sélection des charnières à usage intensif présente le calcul de la charge avec des exemples concrets pour les protecteurs de plus de 25 kg.
Ligne de spéculation : charnière en acier au carbone ou SS304, à souder ou à boulonner M10, 100 000 cycles, affaissement ≤0,3 mm au niveau du bord de la serrure sur 12 mois, compatible ANSI B11.3.
3. Cellules robotisées de soudage et de manipulation des matériaux
Mode de défaillance dominant : défaillance du circuit de verrouillage causée par l'usure de la charnière qui déplace la position de la porte. Les charnières des protecteurs sur les clôtures périmétriques des cellules robotisées portent des panneaux légers (10-25 kg chacun) mais des portes très longues, parfois de 2 à 3 mètres de large. L'interrupteur de verrouillage situé sur le bord de la porte dépend de la fermeture de la porte à ±2 mm de sa position nominale ; même une petite usure des charnières déplace cette position et fait tomber le circuit de sécurité (faux arrêt) ou, pire encore, ne le fait pas tomber lorsqu'il le devrait.
Charnière recommandée : des charnières continues (piano) sur toute la hauteur de la porte, dimensionnées en fonction du poids du panneau plutôt que de la fréquence des cycles. Les charnières continues répartissent la charge sur l'ensemble du bord, éliminant ainsi la charge ponctuelle qui provoque une usure inégale des charnières d'about. Pour les portes qui doivent être démontées pour la reconfiguration des cellules, spécifier une charnière continue avec un axe amovible.
Les cellules robotisées sont l'application pour laquelle la conformité avec les ISO 14120 est l'objet de l'audit le plus strict, car la cellule est traitée comme un système de protection complet. La charnière doit être spécifiée dans le cadre de la documentation de protection, et non comme un élément matériel générique.
Ligne de spéculation : charnière continue en aluminium ou SS304, épaisseur de vantail de 1,5 mm minimum, goupille anti-démontage, schéma de trous de montage adapté au système de panneaux, jeu entre le verrou et l'actionneur documenté.
4. Lignes d'emballage et équipements de remplissage
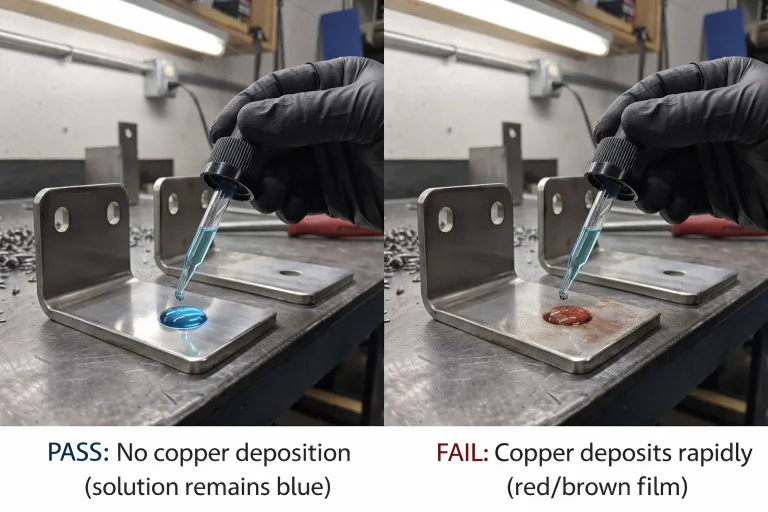
Mode de défaillance dominant : l'attaque par lavage caustique de la bague et de l'axe de la charnière. Les lignes d'emballage des produits alimentaires, des boissons et des produits pharmaceutiques sont lavées quotidiennement avec de l'eau chaude à haute pression et des détergents alcalins ou acides. Une charnière "inoxydable" de par son nom peut encore se corroder à l'interface entre l'axe et la bague, où l'action capillaire maintient le produit chimique de nettoyage contre le métal pendant des heures.
Charnière recommandée : Charnières en SS316 avec finition électropolie et pivot scellé et drainable. L'interface entre le vantail et le cadre doit être conçue de manière à ce que l'eau s'écoule plutôt qu'elle ne s'accumule, ce qui signifie qu'il n'y a pas d'évidements horizontaux ni de cavités internes. Les charnières commercialisées pour les lignes d'emballage et les équipements alimentaires doivent être testées spécifiquement pour le lavage, ce qui est abordé dans notre rubrique guide de lavage des charnières pour l'industrie alimentaire.
Ligne de spéculation : Charnière en SS316 électropoli, pivot IP69K, aucun filetage apparent, certificat d'usine traçable, géométrie alignée 3-A ou EHEDG lorsque la ligne se trouve dans une zone hygiénique.
5. Machines à travailler le bois (toupies, scies à panneaux, toupies CNC)
Mode de défaillance dominant : l'accumulation de sciure dans l'axe de la charnière et l'absence d'arrêt contrôlé en position ouverte. Les protections pour le travail du bois sont généralement légères (5-15 kg) et fabriquées en polycarbonate ou en treillis d'acier. La charnière ne présente pas de défaillance mécanique, mais fonctionnelle, car les opérateurs laissent le protecteur suspendu dans une position semi-ouverte dangereuse lorsque la sciure de bois l'empêche de s'enclencher proprement.
Charnière recommandée : des charnières avec une butée intégrée qui maintient la porte à un angle d'ouverture défini (généralement 95° ou 110°), de sorte que l'opérateur ne puisse pas la laisser dans une position ambiguë. L'approche de la butée intégrée est documentée dans notre guide de sélection des charnières d'arrêt industriellesqui couvre les différences géométriques entre les butées intégrées et les butées de porte supplémentaires.
Ligne de spéculation : charnière d'arrêt zinguée ou en acier inoxydable, butée intégrée à 100°, goupille accessible pour un nettoyage quotidien par soufflage, douille en polymère conçue pour un fonctionnement à sec.
Référence de sélection des charnières de protection par type de machine
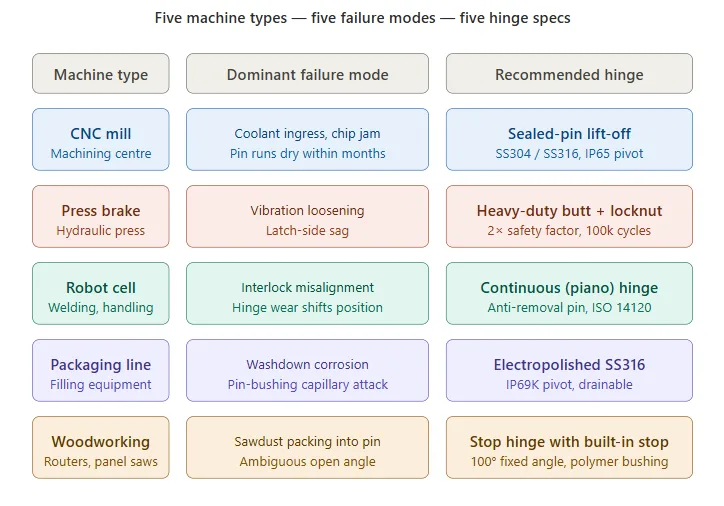
| Type de machine | Échec dominant | Charnière recommandée | Matériau | Min. Durée du cycle | Norme clé |
|---|---|---|---|---|---|
| Centre d'usinage CNC | Entrée de liquide de refroidissement, bourrage de copeaux | Décollage de la broche scellée / continu | SS304 ou SS316 | 50,000 | ISO 14120 + IP65 |
| Presse plieuse / presse hydraulique | Vibration desserrement, affaissement | Bout robuste avec contre-écrou | Acier au carbone ou SS304 | 100,000 | ANSI B11.3 |
| Périmètre de la cellule du robot | Désalignement du verrouillage | Charnière continue (piano) | Aluminium ou SS304 | 50,000 | ISO 14120 + ISO 10218 |
| Ligne d'emballage / de remplissage | Corrosion par lavage | Pivot scellé électropoli | SS316 | 50,000 | IP69K + 3-A / EHEDG |
| Machine à bois | Sciure de bois + angle ouvert ambigu | Charnière d'arrêt avec arrêt intégré | Acier zingué ou SS304 | 20,000 | ISO 19085 |
Comment convertir ceci en un dessin Spec
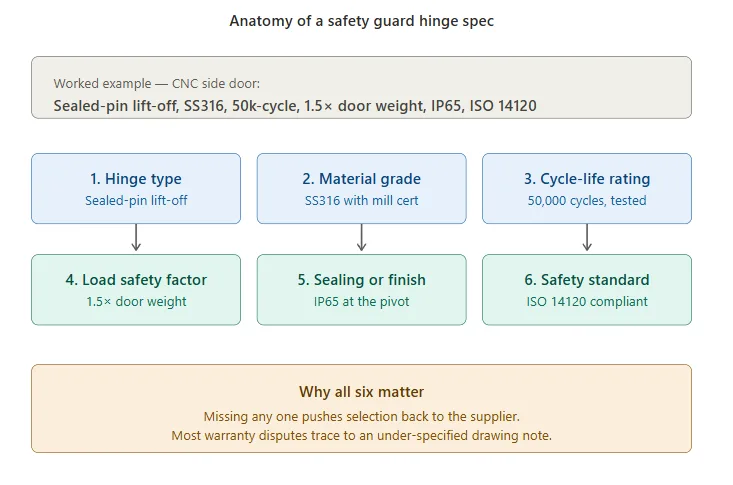
Pour chacune des cinq applications ci-dessus, la note de dessin des charnières de protection doit contenir six éléments dans le même ordre : le type de charnière, la qualité du matériau, la durée de vie, le facteur de sécurité de la charge par rapport au poids de la porte, les exigences en matière d'étanchéité ou de finition, et la norme de sécurité applicable. Un exemple complet pour une porte latérale à commande numérique est le suivant :
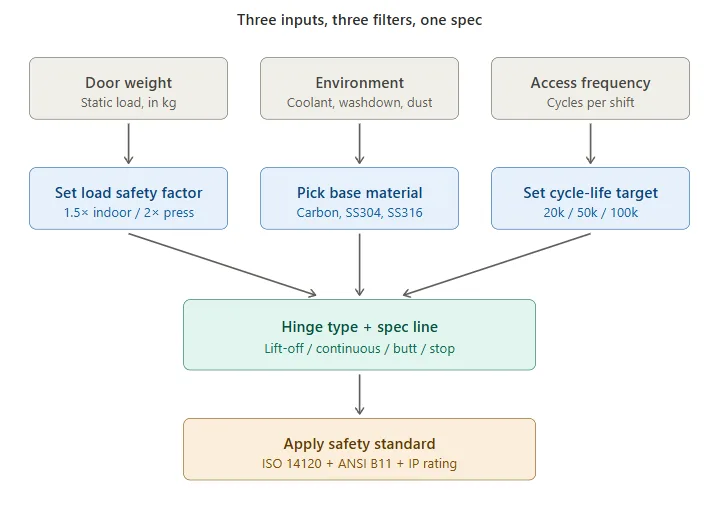
"Charnière de relevage à axe scellé, SS316, 50 000 cycles pour un poids de porte de 1,5 fois, IP65 au niveau du pivot, conforme à la norme ISO 14120, rétention de l'axe anti-démontage".
Si ce n'est pas le cas, la sélection des charnières est renvoyée au fournisseur, ce qui peut parfois s'avérer utile, mais constitue la cause la plus fréquente de litiges en matière de garantie lorsqu'une charnière est défectueuse en service.
FAQ
La même charnière de protection peut-elle être utilisée sur plusieurs types de machines ?
Parfois, mais rarement sans modification des spécifications. Une charnière qui fonctionne sur le périmètre d'une cellule robotisée (légère, à faible cycle) échouera sur un protecteur de presse plieuse (lourde, à fortes vibrations). Il est raisonnable de standardiser une famille de charnières dans toute l'usine, mais il n'est pas possible de standardiser un numéro de pièce pour tous les protecteurs.
La norme ISO 14120 impose-t-elle un type de charnière spécifique ?
Non. La norme ISO 14120 spécifie les performances que doit atteindre le protecteur : résistance, rétention et protection contre une ouverture involontaire. La charnière fait partie de la manière dont ces performances sont obtenues, mais la norme ne mentionne pas de type de charnière. C'est à vous de défendre votre choix.
Comment savoir si ma charnière actuelle n'est pas le bon type pour l'application ?
Trois signes sont des indicateurs fiables : un affaissement visible au niveau du bord de la serrure, un blocage audible lors de l'ouverture de la porte, ou un registre de maintenance qui enregistre la charnière comme une plainte récurrente. L'un ou l'autre de ces signes signifie que le choix initial ne correspond plus à l'application, généralement parce que le cycle de travail ou l'environnement a changé depuis la mise en service de la machine.
Dois-je équiper les protecteurs existants de meilleures charnières ou attendre qu'ils soient remplacés ?
Moderniser si le mode de défaillance est lié à la sécurité (désalignement du verrouillage, affaissement affectant la fermeture, corrosion). Attendez le remplacement si la défaillance est d'ordre esthétique ou si le remplacement de la machine hôte est prévu dans les 12 mois. Le coût de la modernisation est généralement modeste par porte ; le retour sur investissement se fait par une maintenance plus rapide, et non par la différence de prix des charnières.
Prochaines étapes
Si vous spécifiez des charnières de protection pour l'un des cinq types de machines ci-dessus et que vous souhaitez un second avis sur le matériau, la durée de vie et la combinaison standard, envoyez votre type de machine, le poids de la porte et la fréquence d'accès à l'équipe d'ingénieurs HTAN. Nous vous répondrons en vous proposant un numéro de pièce correspondant dans notre catalogue ou en vous indiquant si une solution personnalisée est nécessaire.