Пять распространенных проблем с приварными петлями и их быстрое решение
Приварные петли являются важнейшими компонентами для промышленных ворот, металлических калиток и шкафов для оборудования. Они надежно соединяют дверные панели с рамами с помощью сварки, обеспечивая надежную поддержку и безопасность. Правильная установка петель обеспечивает стабильность и плавность хода. Однако, несмотря на их репутацию долговечных, некачественная установка или некачественные изделия могут стать причиной серьезных проблем. Например, несоосность сварки при установке может привести к заеданию дверей, преждевременному износу петель или другим осложнениям. Прежде чем приступить к поиску быстрых решений, давайте рассмотрим наиболее распространенные проблемы, с которыми сталкиваются пользователи приварных петель.

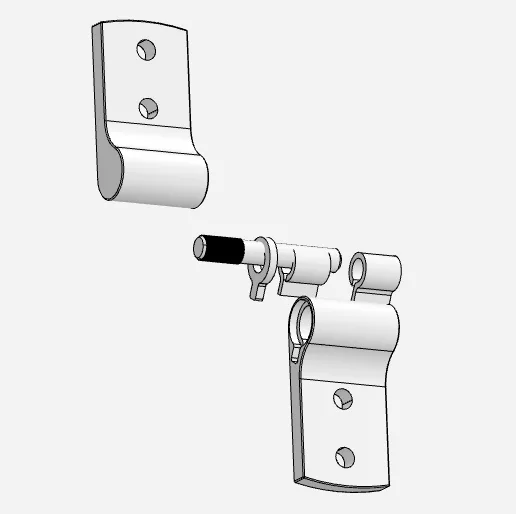
Сценарий сварки приварных петель
Проблема 1: Плохое выравнивание петель
Симптомы: Недавно установленные двери не могут плавно открываться и закрываться, иногда заклинивают или трутся о раму. Дверь может неравномерно провисать или сопротивляться работе.
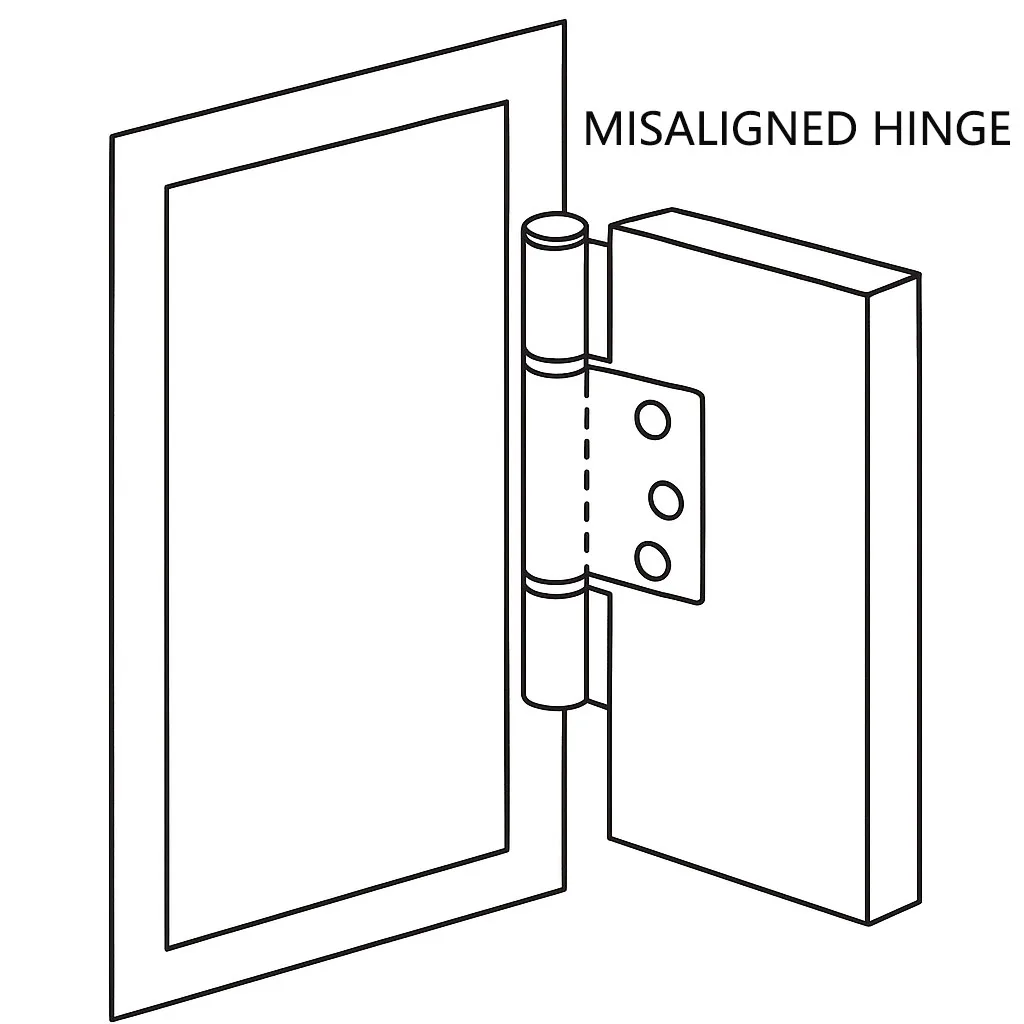
Установка сварных петель с перекосом
Причины: Обычно виновником является несоосность при сварке. К распространенным причинам относятся неточная разметка или измерение, неиспользование уровня или зажимов, а также неровная или деформированная дверная коробка или панель. Эти факторы вызывают отклонения высоты или угла наклона петель.
Воздействие: Перекос создает неравномерную нагрузку на петли, увеличивая трение и напряжение. Это ускоряет износ, сокращает срок службы шарниров и даже может привести к их провисанию или отсоединению.
Решения:
- Используйте лазерный уровень или спиртовой уровень с зажимами, чтобы зафиксировать положение шарниров и точно отметить точки.
- Перед окончательной сваркой выполните пробную сборку: закрепите петли небольшими прихватками, проверьте движение двери и при необходимости отрегулируйте.
- Проверьте плоскость дверной коробки и панели, поддерживая их в ровном положении во время установки, чтобы минимизировать сдвигающие усилия.
- При установке приварных петель избегайте создания горизонтальных плоскостей на полотне петли, где может скапливаться вода. Слегка наклоните полотно, чтобы облегчить слив воды, и избегайте сварки в низких местах дверных коробок, где может скапливаться вода. Правильная конфигурация позволяет дождевой воде быстро стекать, уменьшая длительный контакт с водой в местах соединения.
- Установите дренажные отверстия или небольшие зазоры в критических точках на петлях или дверных панелях, чтобы облегчить естественный отвод влаги. В местах, подверженных воздействию дождя, установите дождеприемники или аналогичные защитные устройства.
После выравнивания сосредоточьтесь на качестве сварки.
Проблема 2: Недостаточная или неравномерная прочность сварного шва
Симптомы: Петли ослабевают во время использования, в местах сварки появляются трещины, или петли не выдерживают ожидаемых нагрузок.

Иллюстрация трещин или дефектов сварных соединений
Причины: Слабые сварные швы возникают в результате:
- Выбор неправильного метода сварки.
- Неправильная подготовка поверхности, например, остатки масла, ржавчины или краски на поверхности.
- Плохой контроль параметров сварки или ограниченный опыт оператора.
Воздействие: Слабые сварные швы представляют собой серьезную угрозу безопасности. Петли могут ослабнуть или сломаться, что чревато обрушением двери. Эта проблема особенно опасна для постоянно прикрепленных сварных петель, поскольку их нельзя легко снять и закрепить заново, как болтовые альтернативы.
Решения:
- Выберите подходящий метод сварки, например, MIG для толстой стали и TIG для нержавеющей стали или тонких материалов.
- Перед сваркой тщательно очистите поверхности, удалив масло, ржавчину и покрытия. Отшлифуйте поверхность до гладкости и убедитесь, что она не загрязнена, чтобы способствовать полному сплавлению металла шва и основного материала.
- Для тяжелых дверей используйте многопроходную сварку, чтобы уменьшить напряжение и повысить прочность.
- Положитесь на опытных сварщиков, тщательно контролируя силу тока, напряжение и скорость. Проверяйте сварные швы визуально или с помощью неразрушающего контроля.
Для OEM-проектов, требующих официальной проверки метода сварки, основного материала, допусков и последовательности производства, см. наш раздел Промышленные петли под приварку Руководство производителя.
Послесварочная защита зон сварки
Сам процесс сварки создает уязвимость к коррозии. Высокая температура изменяет кристаллическую структуру металла и разрушает пассивирующий слой, который обычно защищает нержавеющую сталь. Зона термического воздействия вокруг сварных швов становится химически обедненной хромом, ключевым элементом, обеспечивающим коррозионную стойкость, что делает ее очагом коррозии в петле. Это объясняет, почему даже сварные петли из нержавеющей стали могут ржаветь по швам, несмотря на их общую коррозионную стойкость.
Для эффективной защиты зон сварки:
- Сразу после сварки отшлифуйте сварной шов, чтобы удалить брызги и окалину, а затем тщательно очистите поверхность шва.
- Сразу после очистки нанесите антикоррозийную грунтовку и как следует ее затвердейте. При необходимости дополнительно загерметизируйте сварной шов, нанеся по краям герметик или антикоррозийное масло.
- Для сварных швов из нержавеющей стали травление и пассивация помогут восстановить коррозионностойкую пассивную пленку.
Даже при наличии прочных сварных швов и надлежащей послесварочной обработки воздействие окружающей среды создает еще одну проблему - коррозию.
Проблема 3: Коррозия и накопление ржавчины
Симптомы: Появляются пятна ржавчины, петли работают туго, скрипят, теряют визуальную привлекательность и функциональность.

Ржавчина на металлических поверхностях
Почему ржавеют сварные петли
Если петли не имеют защитных покрытий, окисление ускоряется под открытым небом. Обычная углеродистая сталь быстро корродирует, а зоны нагрева при сварке или небольшие трещины в швах становятся точками зарождения ржавчины. Пренебрежение чисткой и смазкой усугубляет коррозию. Некоторые факторы окружающей среды ускоряют этот процесс:
- Постоянное воздействие влаги и кислорода: Постоянная влажность или осадки ускоряют реакции электрохимической коррозии.
- Кислотные дожди и промышленные загрязнители: Слабокислая дождевая вода может ускорить окисление необработанных стальных поверхностей.
- Соленые брызги и прибрежная среда: Хлориды разрушают защитные пленки и способствуют образованию питтинга даже на некоторых нержавеющих сталях.
- Пыль, грязь и задержанная влага: Поверхностные загрязнения задерживают воду и создают локальные очаги коррозии.
- Колебания температуры и циклы замораживания-оттаивания: Конденсат и микротрещины могут со временем ускорить углубление коррозии.
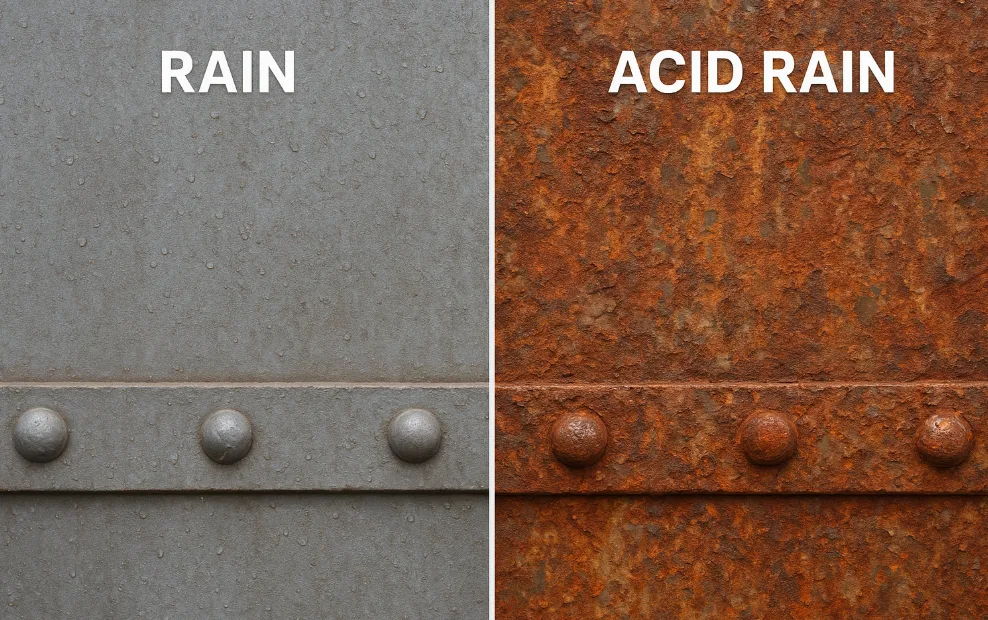
Сравнительное изображение коррозии поверхности металла, вызванной кислотными дождями в промышленных районах
Воздействие: Ржавчина препятствует вращению шарниров, повреждает сварные швы и может ослабить окружающую конструкцию.
Выбор материалов, устойчивых к ржавчине
Выбор правильного материала - это первая линия защиты от коррозии:
- Нержавеющая сталь (304, 316): По своей природе устойчива к ржавчине. Молибденсодержащая нержавеющая сталь 316 предпочтительна для использования в прибрежных районах или в условиях повышенной влажности.
- Углеродистая сталь + антикоррозийное покрытие: Обеспечивает высокую прочность и низкую стоимость для тяжелых условий эксплуатации, но требует оцинковки или порошкового покрытия.
- Оцинкованная сталь: Используется цинковый слой для повышения коррозионной стойкости, особенно при эксплуатации на открытом воздухе.
- Алюминиевый сплав: Легкие и устойчивые к коррозии, но, как правило, менее пригодные для тяжелых структурных нагрузок.
Обработка поверхности имеет такое же значение, как и основной металл. Порошковая окраска, грунтовки с высоким содержанием цинка и многослойные лакокрасочные системы - все это продлевает срок службы сварных петель, используемых на открытом воздухе.
Рекомендации по предотвращению ржавчины в зависимости от условий окружающей среды
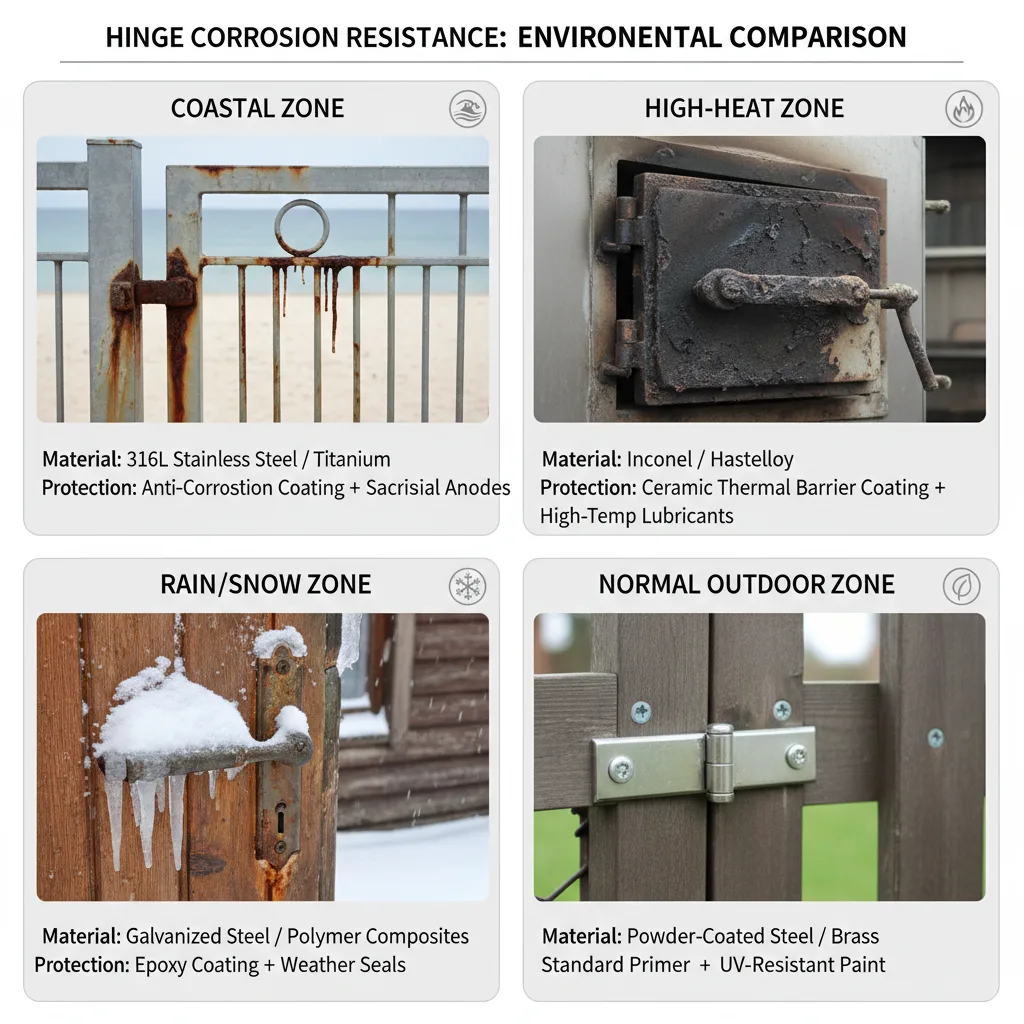
Рекомендации по предотвращению ржавчины в различных условиях
- Прибрежные районы: Отдайте предпочтение нержавеющей стали 316, герметичным сварным швам и регулярной смазке.
- Высокотемпературные среды: Используйте термостойкие материалы или покрытия и избегайте стандартного цинкования при сильной жаре.
- Дождливые и снежные регионы: Сочетайте оцинковку с надежной системой покрытия и периодическим контролем.
- Наружные ограждения и ворота: Обеспечьте качественную сварку и нанесите прочное защитное покрытие с надлежащим дренажным зазором.
Коррозия - не единственная причина выхода из строя шарниров. Неправильная грузоподъемность также приводит к серьезным проблемам.
Проблема 4: несоответствие мощности нагрузки
Симптомы: Большие или тяжелые двери провисают, открываются с трудом или приводят к поломке петель.
Причины: Использование петель недостаточного размера, неправильный расчет веса двери или установка слишком малого количества петель. Двух петель часто бывает недостаточно для высоких или тяжелых дверей, что приводит к неравномерному распределению нагрузки.
Воздействие: Чрезмерное напряжение вызывает трещины в петлях, разрушение сварного шва и небезопасное провисание двери.
Решения:
- Рассчитайте вес двери и выберите петли, отвечающие требованиям по нагрузке. В качестве отправной точки используйте не менее одной петли на 30 дюймов (около 75 см) высоты двери.
- Увеличьте количество петель для тяжелых или высоких дверей. Добавление третьей или четвертой петли распределяет вес более равномерно.
- Проконсультируйтесь с поставщиками или инженерами по петлям для точного выбора в зависимости от материала, размера и частоты использования. Понимание Приварные и болтовые петли также помогут вам определить, какой тип лучше всего подходит для вашего веса и требований к эксплуатации ворот.
Если речь идет о больших стальных воротах, толстых дверях для оборудования или многократном циклическом воздействии высоких нагрузок, ознакомьтесь с нашими рекомендациями. направляющая для шарниров повышенной прочности перед окончательным выбором петли.
Даже если петли правильно подобраны, их производительность будет снижаться без надлежащего ухода.
Проблема 5: Отсутствие регулярного технического обслуживания
Симптомы: После длительного использования петли становятся шумными, вялыми или даже выходят из строя.
Причины:
- Отсутствие смазки, вызывающее износ металла о металл.
- Ослабленные крепежные элементы или места сварки.
- Скопление пыли и влаги на открытом воздухе.
Воздействие: Небрежное отношение ускоряет износ, коррозию и усталость, сокращая срок службы и создавая угрозу безопасности.
Регулярный осмотр и очистка
Периодически проверяйте поверхности шарниров на наличие ржавых пятен, трещин или отслаивающихся покрытий. Используйте нейтральное чистящее средство и мягкую ткань или щетку для удаления пыли, солевых отложений и других загрязнений. При небольших пятнах ржавчины слегка отшлифуйте поверхность мелкозернистой наждачной бумагой или проволочной щеткой, а затем протрите сухой тканью. После очистки нанесите ингибитор ржавчины или антикоррозийное масло, чтобы сохранить тонкую защитную пленку на металле. На участках с отслаивающимися покрытиями или локальными потерями краски следует незамедлительно нанести антикоррозийную краску, чтобы предотвратить распространение коррозии.
Смазка и уход за антикоррозийным маслом
Осматривайте и смазывайте петли раз в квартал или раз в полгода, каждые 3-6 месяцев в промышленных условиях. В условиях повышенной влажности или интенсивного использования частоту следует увеличить. Используйте водостойкие синтетические смазочные материалы, такие как литиевая смазка или спреи, содержащие ПТФЭ. Они образуют прочный барьер от влаги на штифтах и контактных зонах. Вытирайте излишки смазки после смазывания, чтобы избежать налипания пыли.
Методы удаления ржавчины
Для удаления поверхностных пятен ржавчины используйте следующие методы в зависимости от степени их выраженности:
- Легкая поверхностная ржавчина: Используйте мелкозернистую наждачную бумагу или проволочную щетку для удаления коррозии, затем загрунтуйте и заново покрасьте участок.
- Умеренная ржавчина: Используйте роторный инструмент или угловую шлифовальную машину с диском, затем нанесите грунтовку с высоким содержанием цинка перед повторным окрашиванием.
- Сильная или глубокая ржавчина: Если коррозия нарушила целостность конструкции, срежьте петлю, заново подготовьте монтажную поверхность и приварите новую петлю.
Предотвращение появления ржавчины после обработки
Удаление ржавчины - это только половина дела. Не менее важно предотвратить ее возвращение:
- Никогда не оставляйте голый металл открытым после удаления ржавчины. Нанесите грунтовку в течение нескольких часов.
- Используйте многослойную систему покрытия: грунтовка, препятствующая образованию ржавчины, промежуточное барьерное покрытие и верхнее покрытие, устойчивое к УФ-излучению.
- Нанесите антикоррозийное масло или воск на штифты петель и точки поворота в качестве дополнительного барьера от влаги.
- Запланируйте последующие осмотры через 30 и 90 дней после обработки, чтобы убедиться, что ремонт держится.
Рекомендуемый график технического обслуживания
Постоянный уход предотвращает большинство случаев поломки шарниров. Следуйте этому графику в зависимости от условий эксплуатации:
| Задание | Крытый / умеренный климат | Открытый / влажный / прибрежный | Промышленность / тяжелые условия эксплуатации |
|---|---|---|---|
| Визуальный осмотр | Каждые 12 месяцев | Каждые 6 месяцев | Каждые 3 месяца |
| Смазка | Каждые 12 месяцев | Каждые 6 месяцев | Каждые 3 месяца |
| Уборка (пыль, соль, мусор) | Каждые 12 месяцев | Каждые 6 месяцев | Каждые 3 месяца |
| Проверка и нанесение покрытия | Каждые 24 месяца | Каждые 12 месяцев | Каждые 6 месяцев |
| Полная перекраска / повторное покрытие | Каждые 5-7 лет | Каждые 3-5 лет | Каждые 2-3 года |
| Контроль сварных соединений | Каждые 24 месяца | Каждые 12 месяцев | Каждые 6 месяцев |
При использовании оборудования с повторяющимися циклами открывания следует также проверить планирование технического обслуживания с учетом Испытание промышленных петель на долговечность требования.
Краткая справка: 5 распространенных проблем в кратком изложении
| Выпуск | Основная причина | Ключевое решение |
|---|---|---|
| Плохое выравнивание | Неточные измерения или неровная рама | Используйте лазерный уровень, сначала выполните прихватку, проверьте перед окончательной сваркой. |
| Слабые сварные швы | Неправильный метод, грязная поверхность, плохая техника | Подбирайте метод сварки в соответствии с материалом, очищайте поверхности, используйте квалифицированных сварщиков |
| Коррозия / ржавчина | Влажность, соль, химическое воздействие | Выбирайте коррозионностойкие материалы, наносите защитные покрытия, регулярно проводите техническое обслуживание |
| Несоответствие нагрузки | Недостаточный размер или слишком малое количество петель | Рассчитайте вес двери, увеличьте количество петель, проконсультируйтесь с поставщиком |
| Отсутствие технического обслуживания | Отсутствие смазки, отсутствие процедуры осмотра | Выполнение запланированных работ по смазке, очистке и нанесению покрытий |
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
Как исправить перекос приварной петли, не снимая ее?
Если несоосность незначительна, можно зашлифовать существующий сварной шов, немного изменить положение петли с помощью зажимов и уровня и приварить заново. При сильном смещении безопаснее полностью срезать петлю, заново подготовить поверхность и приварить новую петлю в правильном положении.
Какой тип смазки лучше всего подходит для наружных приварных петель?
Используйте водостойкие синтетические смазочные материалы, такие как литиевая смазка или аэрозольные смазки, содержащие PTFE (тефлон). Они образуют прочную защитную пленку, которая противостоит влаге, солевому туману и пыли, обеспечивая бесперебойную работу шарнира в промежутках между техническими обслуживаниями.
Сколько приварных петель нужно для тяжелых стальных ворот?
Общая рекомендация - одна петля на 30 дюймов (примерно 75 см) высоты двери. Для дверей весом более 200 фунтов (около 90 кг) используйте как минимум три петли повышенной прочности. Всегда сверяйтесь с данными производителя петель о допустимой нагрузке и учитывайте такие факторы, как толщина двери, частота использования и ветровая нагрузка.
Можно ли приварить петли из нержавеющей стали к раме из углеродистой стали?
Да, но это требует особого внимания. Используйте соответствующие присадочные металлы (например, сварочный пруток из нержавеющей стали 309L), предназначенные для соединений разнородных металлов. Помните, что стык между нержавеющей и углеродистой сталью подвержен гальванической коррозии, поэтому после установки нанесите на зону сварки защитные покрытия или герметик.
Как часто следует проверять приварные петли в прибрежной зоне?
В прибрежных районах или в условиях повышенной влажности проверяйте петли каждые 6 месяцев. Проверьте наличие пятен ржавчины, повреждений покрытия, трещин в сварных швах и состояние смазки. Немедленно устраняйте любые повреждения покрытия и смазывайте все движущиеся части при каждом осмотре.
Заключение
Большинство проблем с приварными петлями, включая несоосность, слабые сварные швы, коррозию, несоответствие нагрузки и пренебрежение техническим обслуживанием, можно предотвратить при правильном подходе. Точная установка, правильная техника сварки, коррозионностойкие материалы, правильные расчеты нагрузки и постоянный график технического обслуживания обеспечат надежную работу петель на долгие годы.
Главный вывод прост: лучше потратить время на правильную установку и текущий уход, чем потом заниматься дорогостоящим ремонтом или заменой. Если вы не уверены в выборе материала, требованиях к нагрузке или методах установки для вашего конкретного проекта, свяжитесь с нашей командой инженеров для индивидуального руководства.