Промышленные петли Weld-On: Руководство для OEM-производителей по спецификациям для высоких нагрузок
Болты ослабевают, а сварные швы выдерживают. В промышленных условиях с высокой вибрацией и повышенной безопасностью, Приварные промышленные петли являются единственным жизнеспособным инженерным решением. В этом руководстве рассматриваются динамика нагрузок, металлургическая совместимость и критические характеристики для обеспечения надежности "установи и забудь".
Что такое промышленные петли под приварку?
Определение объема инженерных работ имеет решающее значение перед составлением спецификаций на закупку. Понимание специфической механики приварного оборудования напрямую влияет на расчеты нагрузок и ожидаемый срок службы.
Определение и основная структура
A Приварная петля-часто каталогизируется как Пулевая петля, Петля для ствола, или Приварной шарнир-Это сверхмощный соединитель, разработанный без предварительно просверленных монтажных отверстий. Основная идея конструкции заключается в следующем сварка плавлением: приклеивание материала петли непосредственно к металлической основе дверной коробки и полотна.
Этот метод крепления устраняет конструктивные недостатки, связанные с крепежом. Благодаря отсутствию необходимости сверлить несущие плиты, он сохраняет целостность поперечного сечения металла и создает постоянное, высокопрочное соединение, превосходящее механические заклепки или винты.
Распространенные типы конструкций
Придерживаясь BHMA (Ассоциация производителей строительной фурнитуры) классификации, основные конфигурации сварных соединений включают:
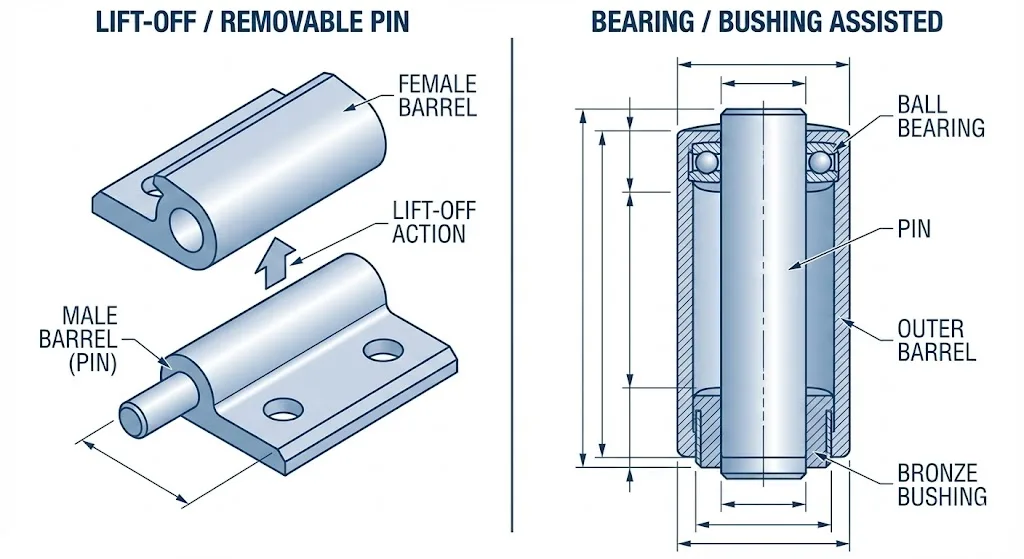
- Подъемный / съемный штырь (петли для флага):
- Конфигурация: Имеет легко отсоединяемый ствол (со штифтом) и ствол (с отверстием).
- Операционное преимущество: Обеспечивает быстрое снятие двери без шлифовки сварных швов. Это обязательная спецификация для корпуса для оборудования и Панели доступа к системам отопления, вентиляции и кондиционирования воздуха требующие регулярного обслуживания в замкнутом пространстве.
- Возможность смазки (встроенный фитинг Zerk):
- Конфигурация: Узел ствола включает в себя пресс-масленку.
- Защита от коррозии: Идеально подходит для Среды ISO 12944 C4/C5. Регулярная смазка действует как "продувочный механизм", вытесняя загрязненную смазку (которая может превратиться в абразивную пасту) и пополняя защитную пленку, тем самым предотвращая заедание.
- Подшипник / втулка в сборе:
- Конфигурация: Между секциями ствола установлены латунные/бронзовые втулки или упорные шарикоподшипники из закаленной стали.
- Управление нагрузкой: Необходим для уменьшения коэффициент трения. Это позволяет тяжелым воротам (>500 кг) соответствовать ADA требования к усилию открывания. Модели подшипников премиум-класса рассчитаны на работу в условиях высокой интенсивности эксплуатации, превышающей EN 1935 Класс 14 стандартов (200 000+ циклов).
Материальная и металлургическая совместимость
Выбор правильного сплава имеет первостепенное значение для свариваемость и устойчивость к воздействию окружающей среды.
- Углеродистая сталь (мягкая сталь):
- Градусы: Как правило, AISI 1035 или 1045.
- Плюсы: Отличные плавящиеся свойства, высокая прочность на разрыв, экономичность.
- Защита: Сварка повреждает поверхность. Немедленное нанесение грунтовка с высоким содержанием цинка или порошковое покрытие необходимо для защиты Зона теплового воздействия (ЗТВ) от ржавчины.
- Нержавеющая сталь:
- Градусы: AISI 304 (стандарт) или AISI 316 (морской класс).
- Плюсы: Превосходная устойчивость к точечной и щелевой коррозии. Степень 316 является промышленным стандартом для морских, прибрежных и химических предприятий.
- Протокол сварки: Требуются специальные присадочные прутки (например, ER316L) для сохранения аустенитной структуры и предотвращения межкристаллитной коррозии.
- Алюминий:
- Применение: Легкий транспорт (прицепы, аэрокосмическая промышленность). Требуется Сварка TIG профессионализм и совместимые сплавы серии 6000.
Почему промышленность предпочитает сварные конструкции? (Основные преимущества машиностроения)
Промышленные приложения требуют долговечности, намного превышающей прочность бытовой фурнитуры. Для инженеров и специалистов по закупкам переход на сварные соединения оправдан шестью важнейшими показателями эффективности.
Превосходная прочность конструкции и распределение нагрузки
Болтовое оборудование полностью полагается на Прочность на сдвиг крепежного элемента и стенки отверстия. При динамических нагрузках отверстия под болты часто подвергаются удлинению (овальности), что приводит к нарушению центровки.
- Преимущество Fusion: Сварка создает монолитная конструкцияМеханическое напряжение равномерно распределяется по всей длине шва, а не концентрируется в точках сверления.
- Данные о производительности: Приварные петли, как правило, имеют Предельная грузоподъемность 30-50% выше, чем у болтовых аналогов схожих физических размеров. Усиленные варианты могут выдерживать радиальные нагрузки, превышающие 3,000 фунтов (1.36 тонн) за пару.
- Соответствие: Правильно выполненный сварной шов с полным проплавлением соответствует Структурные нормы AWS D1.1При этом часто образуется соединение, более прочное, чем сам основной металл.
Устойчивость к вибрации и ослаблению
Машины, генераторные установки и тяжелые транспортные средства подвержены постоянной гармонической вибрации.
- Резьбовое отверстие: Сайт Вибрационные испытания Junker Доказано, что резьбовые крепежные элементы естественным образом теряют предварительный натяг при поперечной вибрации, что приводит к самоотвинчиванию или усталостному разрушению.
- Сварное решение: Сросшийся сустав жесткий и статичный. Для горное оборудование или вибрационные экраныСварка - единственный метод, гарантирующий соединение, не требующее обслуживания и не рассыхающееся со временем.
Высокая степень защиты и устойчивость к взлому
В таких объектах, как пенитенциарные учреждения, арсеналы и центры обработки данных, приоритетом является физический отказ в доступе.
- Уязвимость: Открытые шестигранные головки или винты Phillips - слабые места, которые можно использовать с помощью простых ручных инструментов.
- Закаливание: Приварные пулевые петли имеют гладкий цилиндрический профиль с отсутствие доступных точек захвата. Для удаления требуются разрушающие режущие инструменты (резаки или угловые шлифовальные машины), удовлетворяющие требованиям протоколов повышенной секретности по времени задержки.
Адаптация к нерегулярным профилям
В промышленных рамах часто используются профили из конструкционной стали (двутавровые балки, С-образные швеллеры) или трубчатые стойки с различной толщиной стенок.
- Вопросы модернизации: Сверление и нарезание резьбы в толстой конструкционной стали (>10 мм) требует больших трудозатрат. Кроме того, стандартные шаблоны отверстий ANSI редко совпадают с индивидуальным изготовлением.
- Гибкость монтажа: Сварка не зависит от формы отверстий. Филе-сварка легко закрепляет петли на круглых трубах, выпуклых поверхностях или профилях кромок, что делает ее стандартом для ворота для ограждений из цепной сетки и нестандартные болларды.

Санитарная герметизация и контроль загрязнений
На сайте пищевая промышленность (F&B) и фармацевтике, в щелях обитают болезнетворные микроорганизмы.
- Гигиеничный дизайн: Болтовые фланцы создают микроскопические зазоры, в которых скапливается жидкость, что приводит к рост бактерий и ржавчина.
- Герметичное уплотнение: Непрерывный сварной шов устраняет зазор между шарниром и рамой. В сочетании с уплотненными подшипниками эта конструкция соответствует Принципы санитарного проектирования NSF/ANSI для моющих средств.
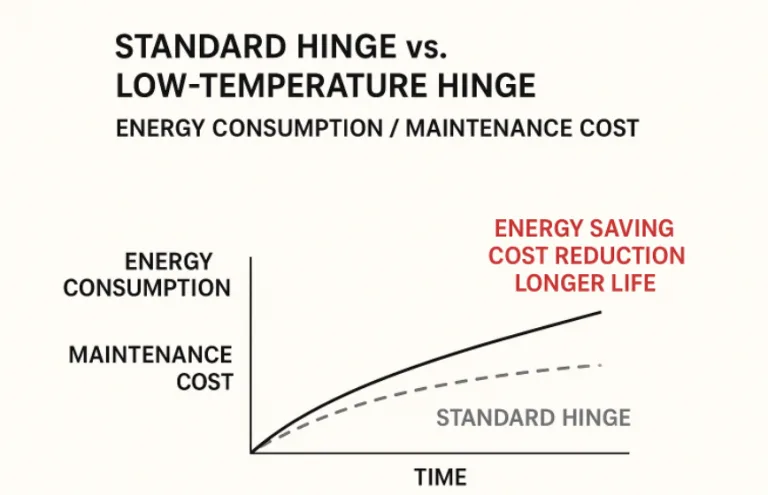
Оптимизированная совокупная стоимость владения (TCO)
Хотя первоначальное изготовление требует квалифицированной рабочей силы, экономичность жизненного цикла говорит в пользу сварки.
- Сокращение операционных расходов: Устраняет трудозатраты, связанные с повторной затяжкой болтов или заменой проржавевших шайб.
- Время работы: Предотвращает катастрофическое отсоединение двери из-за сдвига крепежа. Для автоматизированных линий и логистических парков такая надежность "установил и забыл" максимально повышает эксплуатационную готовность.
Вертикальный анализ применения: Где сварка является обязательной?
В некоторых отраслях промышленности из-за экстремальных условий эксплуатации требуется приварка.
Стальные двери и порталы для тяжелых условий эксплуатации
- Контекст: Взрывостойкие двери, ангары для самолетов, ворота для защиты от радиации.
- Профиль нагрузки: Листья весом более 500 кг создают огромные изгибающие моменты в точке поворота.
- Решение: Высокопрочные пулевые петли из углеродистой стали.
- Лучшая практика: Используйте многоточечная конфигурация (один шарнир через каждые 0,75 м) для линеаризации нагрузки и предотвращения разрыва пластин.
Охрана периметра и консольные ворота
- Контекст: Корпуса подстанций, исправительные учреждения, автоматические ворота для подъездных путей.
- Стрессоры: Высокий ветровые нагрузки, консольные силы и возможное воздействие автотранспорта.
- Решение: Приварные петли подходят для круглых столбов ограждения.
- Обновление: Нанять Регулируемые приварные модули (например, Locinox), чтобы компенсировать оседание бетона после установки или провисание ворот.
Утилизация отходов и интермодальные контейнеры
- Контекст: Рулонные мусорные контейнеры, контейнеры для металлолома, контейнеры для перевозки грузов.
- Окружающая среда: Циклы захоронения с высокой степенью воздействия и воздействие кислотного фильтрата.
- Стандарт: Должен соответствовать ISO 1496 структурные испытания стеллажей.
- Решение: Полностью сварные соединения не подлежат обсуждению. Винты быстро выходят из строя под действием крутящего момента катков. Герметичный штифт Для предотвращения попадания химикатов требуется конструкция.
Коммерческий транспорт (грузовики и прицепы)
- Контекст: Прицепы-самосвалы, задние борта самосвалов, кузова для коммунальных служб.
- Динамика: Постоянные дорожные удары и вибрации с высокой силой тяжести.
- Соответствие: Правила DOT сильно штрафуют за оторвавшиеся дорожные обломки.
- Решение: Предложения по сварке резервирование безопасности. Трещина в сварном шве распространяется медленно (что позволяет ее обнаружить), в то время как срезанный болт вызывает немедленное катастрофическое разрушение.
Горное и сельскохозяйственное оборудование (OEM)
- Контекст: Кабины экскаваторов, капоты тракторов, доступ к камнедробилкам.
- Опасности: Грязь, кварцевая пыль и промывка под высоким давлением.
- Решение: Прочные петли с Смазка Zerks.
- Механизм: Предотвращает "эффект притирки" (смазка + пыль = наждачная бумага), позволяя оператору ежедневно смывать загрязнения с шарнира.
Сварные и болтовые соединения: матрица технических сравнений
Боковая инженерная оценка для принятия решений о выборе поставщиков.
| Характеристика | Приварная петля | Петля на болтах | Идеальное применение |
| Структурная целостность | Superior. Монолитное соединение; высокая амортизация. | Умеренный. Ограничивается прочностью на сдвиг крепежа/отверстия. | Бронированные двери, тяжелые ворота (>200 кг). |
| Установить точность | Высокое мастерство. Постоянное крепление; требуется зажимная оснастка. | Низкий уровень мастерства. Предварительно просверленные с ЧПУ отверстия или пазы для регулировки. | DIY, жилые помещения, легкая модернизация. |
| Защита от вибрации | Абсолют. Механическая резьба не ослабевает. | Низкий. Требуются гайки Nyloc или фиксаторы резьбы. | Генераторные установки, прицепы, оборудование. |
| Устойчивость к взлому | Максимальный. Гладкий ствол, без приводных головок. | Минимум. Уязвимы, если не использовать винты безопасности. | Тюрьмы, клетки для серверов, опасные вещества. |
| Универсальность субстрата | Ограниченный. Металлы должны быть совместимы со сваркой. | Высокий. Дерево, стекловолокно, композиты, бетон. | Сборки из смешанных материалов. |
| Эстетика | Обтекаемый. Минималистичный профиль ствола. | Промышленность. Видимые фланцы и фурнитура. | Архитектурные металлоконструкции. |
| Цикл технического обслуживания | Минимум. Только смазка. | Периодический. Требуется проверка крутящего момента. | Удаленные/недоступные места. |
Руководство по выбору: Выбор правильной приварной петли
Избегайте ошибок при закупках, проверяя эти шесть технических параметров.
Расчет нагрузки и определение размеров
Статический вес - это только одна из переменных.
- Формула: Расчетная нагрузка = (масса двери + фурнитура) × Коэффициент безопасности (SF).
- Промышленный стандарт: Использование SF 1,5 - 2,0.
- Правило интервалов: "Одна петля на 30 дюймов (750 мм) вертикальной высоты".
- Векторный анализ: Определите, является ли основная сила Радиальный (нисходящая гравитация) или Осевой/натяжной (боковая нагрузка). Широкие двери оказывают экспоненциальное усилие на верхнюю петлю.
Металлургическая совместимость
- Правило: Подберите материал петли к раме (карбон к карбону, нержавейка к нержавейке).
- Гальваническое предупреждение: Для сварки углеродистой стали с нержавеющей сталью требуются специальные переходные наполнители (например, 309L), чтобы избежать хрупкости сварных швов и ускоренной гальванической коррозии. Сварка алюминия со сталью невозможна с металлургической точки зрения без биметаллических переходных вставок.
Технология подшипников
- Низкая нагрузка: Сталь на сталь (стандарт).
- Высокий цикл: Если использование превышает 400 циклов/день, укажите Бронзовые втулки с масляной пропиткой или Игольчатые подшипники.
- Тяжелая нагрузка: Для вертикальных нагрузок >500 кг, Упорные шарикоподшипники обязательны для предотвращения сварки трением и снижения момента открытия.
Архитектура пинов
- Фиксированный штырь: Несъемный для максимальной безопасности.
- Свободный/отсоединяющийся штырь: Позволяет снимать дверь. Примечание по установке: Установите противоположные подъемные петли (одна вверх, другая вниз), чтобы зафиксировать дверь в вертикальном положении и снимать ее только по назначению.
- Штырь с возможностью смазки: Обязательно для наружных/абразивных зон.
Состояние поверхности
- Состояние поставки: Обычно Самоцвет / финишная обработка.
- Подготовка: Бочки с петлями часто поставляются с масляной пленкой, защищающей от ржавчины. Это должны быть обезжирены перед сваркой, чтобы предотвратить пористость и водородное охрупчивание в сварочной ванне.
Требования к сертификации
- Удостоверьтесь в соответствии с NFPA 80 (Противопожарные двери) или EN 1935 (Одноосевые петли) в соответствии с региональными нормами безопасности.
Протокол производства: Установка и предотвращение отказов
Высококлассное оборудование выходит из строя, если процесс сварки несовершенен.
Коллинеарное выравнивание (критическая ось)
- Задача: Оси шарниров должны быть концентрическими.
- Режим отказа: Перекос всего на 1° создает "шарнирное соединение", генерируя внутренние силы, которые в конечном итоге усталость металла или срезать штифт.
- Процесс: Используйте лазерные инструменты для выравнивания или прямые кромки. Прихваточный шов сначала, а затем проверьте дугу качания. Используйте прокладки чтобы исправить незначительные отклонения от плоскости перед укладкой последней бусины.
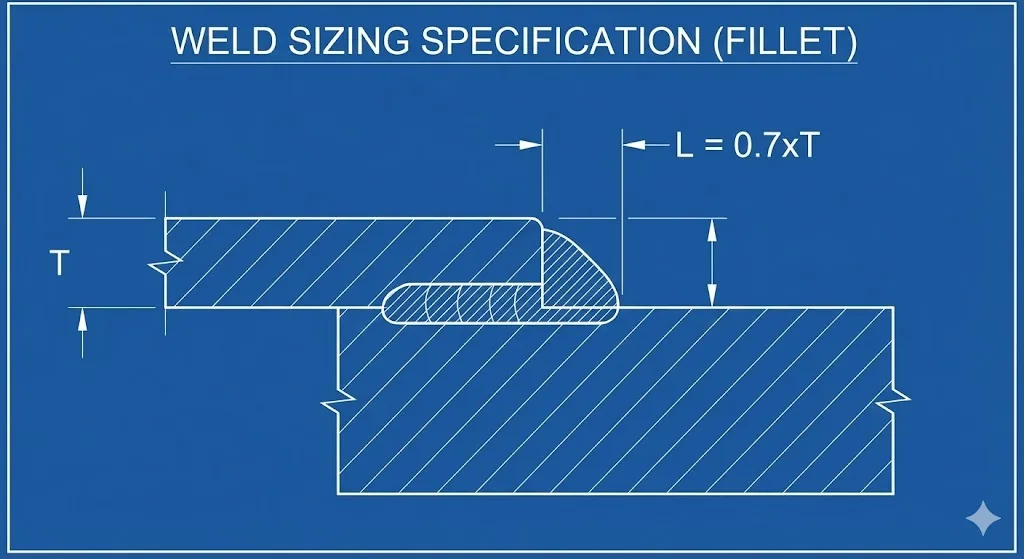
Размер сварного шва и проплавление
- Избегайте: Для обслуживания используются простые прихваточные швы.
- Рекомендация AWS: Эффективная длина сварного шва должна охватывать не менее 80% длины ствола.
- Размер филе: Сайт размер ножки для филейной сварки должна быть равна ~0,7x толщине пластины шарнира, чтобы максимизировать сопротивление сдвигу.
Тепловое управление и искажения
- Риск: Сварочное тепло быстро проходит через ствол.
- Повреждения: Чрезмерный нагрев может привести к расплавлению внутренних деталей нейлоновые шайбыразжижать смазку или отжигать закаленные подшипники.
- Смягчение последствий:
- Теплоотвод: Заверните ствол во влажную тряпку.
- Разборка: При использовании моделей с подъемным механизмом сваривайте отдельные половинки и собирайте их после охлаждения.
- Техника: Используйте Сварка швов (прерывистые сварные швы) для ограничения теплового воздействия.
Послесварочная пассивация
- Реставрация: Под воздействием высокой температуры образуется окислительный налет, склонный к образованию ржавчины.
- Отделка: Механически измельчите шлак. Немедленно нанести состав для холодного цинкования или эпоксидной грунтовкой. Для нержавеющей стали 316 используйте маринадная паста для восстановления пассивного слоя оксида хрома.
Часто задаваемые вопросы (технические и по поиску поставщиков)
Вопрос 1: Является ли номинальная нагрузка на сварной шарнир однозначно выше, чем на болтовой?
О: Да. Используя всю длину контакта для сплавления, приварные петли устраняют очаги напряжения, возникающие при сверлении отверстий. Квалифицированный сварной шов обеспечивает структурную целостность, эквивалентную основному металлу.
Q2: Возможна ли замена для ТОиР (техническое обслуживание, ремонт, эксплуатация)?
О: Выполнимо, но трудоемко. Для этого требуется зачистка старого сварного шва и шлифовка поверхности заподлицо. Мы рекомендуем увеличить размер петли (SF 2.0+) на этапе проектирования, чтобы добиться установки "на весь срок службы".
Q3: Что представляет собой лучшая спецификация для морской среды?
A: Нержавеющая сталь AISI 316 (EN 1.4401). Послесварочная пассивация очень важна; в противном случае сварной шов будет корродировать быстрее, чем корпус петли.
Q4: Как мы контролируем тепловые деформации на тонких дверях?
О: Используйте сварку швом (сварку с пропуском), а не непрерывную. Сваривайте от центра наружу. Зажим двери с небольшой "предварительной камерой" может противодействовать усадке при охлаждении.
Q5: Когда требуются модели с опорой на подшипники?
О: Укажите подшипники, если вес ворот превышает 150 кг или они работают >10 раз в день. Подшипники преобразуют трение скольжения в трение качения, снижая износ и усилия оператора.
Заключение: Инженерное обоснование приварных петель
Преобладание сварных конструкций в промышленных секторах - это продуманное инженерное решение, а не просто традиция.
- Структурная целостность: Благодаря сварке оборудование становится неотъемлемой частью шасси, способной выдерживать большие статические нагрузки и динамические удары.
- Эксплуатационная надежность: Это единственный метод крепления, который остается непроницаемым для ослабляющее воздействие вибрации.
- Защита активов: Предлагает превосходные профили безопасности для чувствительной инфраструктуры.
Руководство для специалистов по закупкам:
Не ограничивайтесь сравнением цен за единицу продукции. Оцените общую массу двери, частоту циклов и категорию коррозионной активности. Инвестиции в высококачественные приварные петли, оснащенные подшипниками, минимизируют совокупную стоимость владения за счет исключения простоев, связанных с поломкой крепежа.