Charnières industrielles à souder : Le guide OEM des spécifications pour les charges élevées
Les boulons se desserrent, les soudures résistent. Dans les environnements industriels à fortes vibrations et à haute sécurité, Charnières industrielles à souder sont la seule solution technique viable. Ce guide présente la dynamique des charges, la compatibilité métallurgique et les spécifications critiques pour une fiabilité "installer et oublier".
Qu'est-ce qu'une charnière industrielle à souder ?
Il est essentiel de définir le champ d'application de l'ingénierie avant de rédiger les spécifications d'approvisionnement. La compréhension des mécanismes spécifiques du matériel soudé influence directement les calculs de charge et les attentes en matière de durée de vie.
Définition et structure de base
A Charnière à souder-souvent catalogué comme un Charnière Bullet, Charnière de barilou Pivot à souder-est un connecteur robuste conçu sans trous de montage pré-percés. L'objectif principal de la conception est soudage par fusionLes charnières peuvent être fixées directement sur les supports métalliques de l'huisserie et du vantail de la porte.
Cette méthode de montage élimine les faiblesses structurelles associées aux fixations. En supprimant la nécessité de percer les plaques porteuses, elle préserve la stabilité de la structure. intégrité transversale du métal et crée une liaison permanente et très résistante, supérieure à celle des rivets ou des vis mécaniques.
Types de structures courantes
Adhérer à BHMA (Builders Hardware Manufacturers Association) les principales configurations de soudage sont les suivantes :
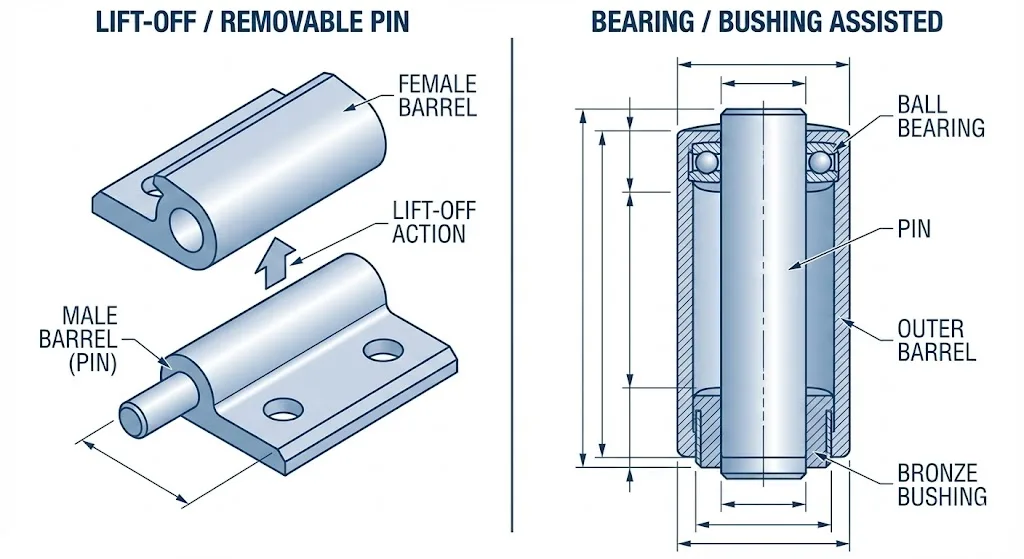
- Goupille détachable / amovible (charnières de drapeau) :
- Configuration : Comprend un canon mâle (avec goupille) et un canon femelle (avec alésage) qui se détachent facilement.
- Avantage opérationnel : Facilite le retrait rapide de la porte sans meulage des soudures. Il s'agit d'une spécification obligatoire pour boîtiers d'équipement et Panneaux d'accès aux systèmes de chauffage, de ventilation et de climatisation nécessitant un entretien de routine dans des espaces confinés.
- Graissable (raccord Zerk intégré) :
- Configuration : L'assemblage du canon comprend un graisseur à pression.
- Défense contre la corrosion : Idéal pour ISO 12944 environnements C4/C5. Une lubrification régulière agit comme un "mécanisme de purge", chassant la graisse contaminée (qui peut se transformer en pâte abrasive) et reconstituant le film protecteur, évitant ainsi le grippage.
- Palier / Douille Assisté :
- Configuration : Incorpore des bagues en laiton/bronze ou des roulements à billes en acier trempé entre les sections du canon.
- Gestion de la charge : Indispensable pour réduire la coefficient de frottement. Cela permet aux portails lourds (>500kg) de répondre aux exigences de l'Union européenne. ADA exigences en matière de force d'ouverture. Les modèles de roulements de qualité supérieure sont conçus pour des applications à cycle élevé, dépassant les exigences de la norme ISO. EN 1935 Grade 14 (200 000+ cycles).
Compatibilité matérielle et métallurgique
Le choix de l'alliage adéquat est primordial pour soudabilité et l'endurance environnementale.
- Acier au carbone (acier doux) :
- Les notes : Typiquement AISI 1035 ou 1045.
- Pour : Excellentes propriétés de fusion, haute résistance à la traction, bon rapport qualité-prix.
- Protection : Le soudage compromet la surface. L'application immédiate de apprêt riche en zinc ou un revêtement en poudre est nécessaire pour protéger le Zone affectée thermiquement (HAZ) de la rouille instantanée.
- Acier inoxydable :
- Les notes : AISI 304 (standard) ou AISI 316 (qualité marine).
- Pour : Résistance supérieure à la corrosion par piqûres et par crevasses. Grade 316 est la norme industrielle pour les installations offshore, côtières ou de traitement chimique.
- Protocole de soudage : Nécessite des barres d'apport spécifiques (par exemple, ER316L) pour maintenir la structure austénitique et prévenir la corrosion intergranulaire.
- Aluminium :
- Application : Transport léger (remorques, aérospatiale). Nécessite Soudage TIG et les alliages compatibles de la série 6000.
Pourquoi l'industrie préfère-t-elle les conceptions à souder ? (Avantages de l'ingénierie de base)
Les applications industrielles exigent une durabilité bien supérieure à celle du matériel résidentiel. Pour les ingénieurs et les responsables des achats, le passage aux solutions soudées se justifie par six paramètres de performance essentiels.
Résistance structurelle et répartition des charges supérieures
Le matériel boulonné repose entièrement sur le Résistance au cisaillement de la fixation et de la paroi du trou. Sous l'effet d'une charge dynamique, les trous de boulons souffrent souvent d'une élongation (ovalisation), ce qui entraîne une défaillance de l'alignement.
- L'avantage de la fusion : Le soudage crée une structure monolithiqueL'utilisation d'un système de soudure à l'arc permet de répartir uniformément les contraintes mécaniques sur toute la longueur de la soudure plutôt que de les concentrer sur les points de perçage.
- Données sur les performances : Les charnières à souder présentent généralement une Capacité de charge ultime 30-50% plus élevées que les équivalents boulonnés de dimensions physiques similaires. Les variantes à usage intensif peuvent supporter des charges radiales supérieures à 3 000 livres (1,36 tonne) par paire.
- Conformité : Une soudure à pénétration totale correctement exécutée répond aux exigences suivantes Codes structurels AWS D1.1Le métal de base peut être utilisé pour la fabrication de pièces de rechange, ce qui permet souvent d'obtenir une liaison plus forte que le métal de base lui-même.
Immunité aux vibrations et au relâchement
Les machines, les groupes électrogènes et les véhicules de transport lourd sont soumis à des vibrations harmoniques constantes.
- Défaut fileté : Le Test de vibration Junker prouve que les fixations filetées perdent naturellement leur précontrainte sous l'effet des vibrations transversales, ce qui entraîne un autodesserrage ou une rupture par fatigue.
- La solution soudée : Une articulation fusionnée est rigide et statique. Pour les équipement minier ou écrans vibrantsLe soudage est la seule méthode permettant de garantir une connexion "sans entretien" qui ne se défera pas au fil du temps.
Haute sécurité et résistance aux manipulations
Les installations telles que les pénitenciers, les armureries et les centres de données donnent la priorité à l'interdiction physique d'accès.
- Vulnérabilité : Les têtes hexagonales exposées ou les vis Phillips sont des points faibles exploitables par de simples outils manuels.
- Durcissement : Les paumelles à souder présentent un profil lisse et cylindrique avec pas de points de préhension accessibles. Le retrait nécessite des outils de coupe destructeurs (chalumeaux ou meuleuses d'angle), ce qui répond aux exigences de délai des protocoles de haute sécurité.
Adaptabilité aux profils irréguliers
Les cadres industriels utilisent souvent des formes d'acier structurel (poutres en I, profilés en C) ou des poteaux tubulaires dont les parois ont des épaisseurs variables.
- Questions relatives à la modernisation : Le perçage et le taraudage d'acier de construction épais (>10 mm) demandent beaucoup de travail. En outre, les schémas de perçage ANSI standard s'alignent rarement sur les fabrications personnalisées.
- Flexibilité de montage : Le soudage ne dépend pas de la configuration des trous. Les soudures d'angle permettent de fixer facilement les charnières sur des tubes ronds, des surfaces convexes ou des profils d'arêtes, ce qui en fait la norme en matière de barrières de clôture à mailles losangées et des bornes non standard.

Étanchéité sanitaire et contrôle de la contamination
En la transformation des aliments (F&B) et pharmaceutiques, les crevasses abritent des agents pathogènes.
- Conception hygiénique : Les brides boulonnées créent des espaces microscopiques où les liquides s'accumulent, ce qui conduit à croissance bactérienne et la rouille.
- Sceau hermétique : Un cordon de soudure continu élimine l'écart d'interface entre la charnière et le cadre. Associée à des roulements étanches, cette configuration s'aligne sur les normes de l'Union européenne. Principes de conception sanitaire NSF/ANSI pour les environnements de lavage.
Optimisation du coût total de possession (TCO)
Bien que la fabrication initiale nécessite une main-d'œuvre qualifiée, l'économie du cycle de vie favorise le soudage.
- Réduction de l'OPEX : Élimine les coûts de main-d'œuvre associés au resserrage des boulons ou au remplacement des rondelles corrodées.
- Temps de disponibilité : Empêche le détachement catastrophique de la porte dû au cisaillement des attaches. Pour les lignes automatisées et les flottes logistiques, cette fiabilité "installer et oublier" maximise la disponibilité opérationnelle.
Analyse des applications verticales : Où le soudage est-il obligatoire ?
Des secteurs industriels spécifiques exigent des spécifications de soudage en raison de conditions d'utilisation extrêmes.
Portes et portails en acier pour charges lourdes
- Contexte : Portes résistantes aux explosions, hangars d'aviation, barrières de protection contre les radiations.
- Profil de charge : Les feuilles de plus de 500 kg génèrent des émissions massives de gaz à effet de serre. moments de flexion au point de pivot.
- Solution : Charnières à balles en acier au carbone de haute capacité.
- Meilleure pratique : Utiliser un configuration multipoint (une charnière tous les 0,75 m) pour linéariser la charge et éviter le déchirement de la plaque.
Sécurité du périmètre et barrières en porte-à-faux
- Contexte : Enceintes de sous-stations, établissements pénitentiaires, portes d'entrée automatisées.
- Facteurs de stress : Haut les charges de ventles forces en porte-à-faux et l'impact potentiel des véhicules.
- Solution : Charnières à souder adaptables aux poteaux de clôture ronds.
- Mise à niveau : Employer Modules à souder ajustables (par exemple, le style Locinox) pour compenser le tassement du béton après l'installation ou l'affaissement du portail.
Gestion des déchets et conteneurs intermodaux
- Contexte : Bennes roulantes, bennes à ferraille, conteneurs d'expédition.
- L'environnement : Cycles de déversement à fort impact et exposition à des lixiviats acides.
- Standard : Doit se conformer à ISO 1496 les essais de rayonnage structurel.
- Solution : Les connexions entièrement soudées ne sont pas négociables. Les vis cèdent rapidement sous le couple des compacteurs. Goupille scellée sont nécessaires pour empêcher la pénétration de produits chimiques.
Transport commercial (camions et remorques)
- Contexte : Remorques surbaissées, hayons de camions à benne, bennes utilitaires.
- Dynamique : Chocs constants sur la route et vibrations à force G élevée.
- Conformité : Réglementation DOT pénaliser lourdement les débris routiers détachés.
- Solution : Offres de soudage redondance de sécurité. Une soudure fissurée se propage lentement (ce qui permet de la détecter), alors qu'un boulon cisaillé provoque une défaillance catastrophique immédiate.
Machines agricoles et minières (OEM)
- Contexte : Cabines de pelles, capots de tracteurs, accès aux concasseurs.
- Dangers : Boue, poussière de silice et lavage à haute pression.
- Solution : Charnières robustes avec Zerks de graisse.
- Mécanisme : Prévient l'effet de rodage (graisse + poussière = papier de verre) en permettant aux opérateurs d'éliminer quotidiennement les contaminants du pivot.
Weld-On vs. Bolt-On : Matrice de comparaison technique
Une évaluation technique côte à côte pour les décisions d'approvisionnement.
| Fonctionnalité | Charnière à souder | Charnière à boulonner | Application idéale |
| Intégrité structurelle | Supérieure. Liaison monolithique ; forte absorption des chocs. | Modéré. Limité par la résistance au cisaillement de la fixation/du trou. | Portes blindées, portes lourdes (>200kg). |
| Installer la précision | Compétences élevées. Fixation permanente ; nécessite un gabarit/un serrage. | Faible compétence. CNC pré-percé ou fendu pour le réglage. | Bricolage, résidentiel, rénovation légère. |
| Protection contre les vibrations | Absolu. Aucun filetage mécanique à desserrer. | Faible. Nécessite des écrous Nyloc ou des frein-filets. | Groupes électrogènes, remorques, machines. |
| Résistance à l'effraction | Maximum. Canon lisse, pas de têtes d'entraînement. | Minimum. Vulnérable à moins d'utiliser des vis de sécurité. | Prisons, cages de serveurs, Hazmat. |
| Polyvalence des substrats | Limitée. Les métaux doivent être compatibles avec la soudure. | Haut. Bois, fibre de verre, matériaux composites, béton. | Assemblages de matériaux mixtes. |
| Esthétique | Rationalisé. Profil de canon minimaliste. | Industriel. Brides et quincaillerie visibles. | Métallurgie architecturale. |
| Cycle de maintenance | Minime. Lubrification uniquement. | Périodique. Contrôles de couple nécessaires. | Sites éloignés ou inaccessibles. |
Guide de sélection : Spécifier la bonne charnière à souder
Évitez les erreurs de passation de marchés en vérifiant ces six paramètres techniques.
Calcul de la charge et dimensionnement
Le poids statique n'est qu'une variable.
- Formule : Charge de calcul = (masse de la porte + quincaillerie) × Facteur de sécurité (FS).
- Norme industrielle : Utiliser SF 1,5 à 2,0.
- Règle d'espacement : "Une charnière par tranche de 750 mm de hauteur verticale.
- Analyse vectorielle : Déterminer si la force primaire est Radial (gravité descendante) ou Axiale/poussée (charge latérale). Les portes larges exercent un effet de levier exponentiel sur la charnière supérieure.
Compatibilité métallurgique
- Règle : Le matériau des charnières doit correspondre à celui du cadre (carbone contre carbone, inoxydable contre inoxydable).
- Avertissement galvanique : Le soudage de l'acier au carbone à l'acier inoxydable nécessite des charges de transition spécialisées (par exemple, 309L) afin d'éviter les soudures fragiles et la corrosion galvanique accélérée. Le soudage de l'aluminium sur l'acier est métallurgiquement impossible. sans inserts de transition bimétalliques.
Technologie des roulements
- Faible charge : Acier sur acier (standard).
- Cycle élevé : Si l'utilisation dépasse 400 cycles/jour, précisez Bagues en bronze imprégné d'huile ou Roulements à aiguilles.
- Charge lourde : Pour les charges verticales >500kg, Roulements à billes de poussée sont obligatoires pour éviter le soudage par friction et réduire le couple d'ouverture.
Architecture des épingles
- Broche fixe : Inamovible pour une sécurité maximale.
- Broche desserrée/ décollée : Permet d'enlever la porte. Note d'installation : Monter des charnières opposées (une vers le haut, une vers le bas) pour verrouiller la porte verticalement tout en permettant de la retirer uniquement lorsque c'est nécessaire.
- Goupille graissable : Obligatoire pour les zones extérieures/abrasives.
État de surface
- État de l'offre : Généralement Autocouleur / Finition en usine.
- Préparer : Les barils de charnières sont souvent expédiés avec un film d'huile antirouille. Ce film doit être dégraissé avant le soudage afin d'éviter porosité et la fragilisation par l'hydrogène dans le cordon de soudure.
Exigences en matière de certification
- Valider la conformité avec NFPA 80 (Portes coupe-feu) ou EN 1935 (charnières à axe unique) en fonction des codes de sécurité régionaux.
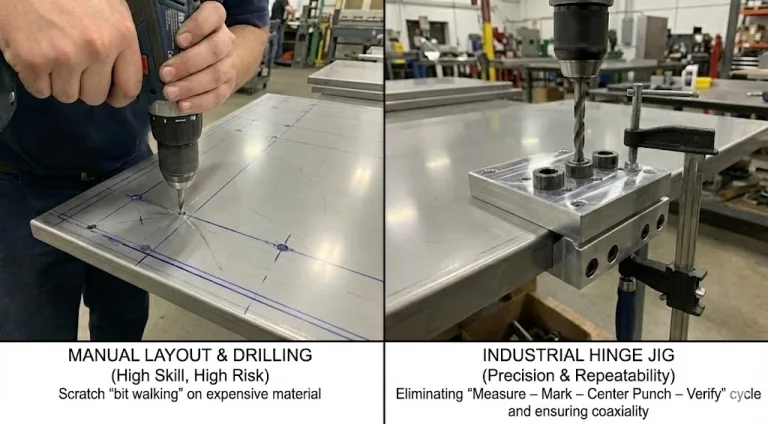
Protocole de fabrication : Installation et prévention des défaillances
Le matériel de haut niveau tombe en panne si le processus de soudage est défectueux.
L'alignement colinéaire (l'axe critique)
- Le défi : Les axes des charnières doivent être concentriques.
- Mode de défaillance : Un désalignement de seulement 1° crée un "blocage de la charnière", générant des forces internes qui finiront par se répercuter sur les autres membres de la famille. fatiguer le métal ou de cisailler la goupille.
- Processus : Utiliser des outils d'alignement laser ou des bords droits. Soudure par points d'abord, puis tester l'arc d'oscillation. Utiliser cales pour corriger les petites déviations planaires avant de poser le dernier cordon.
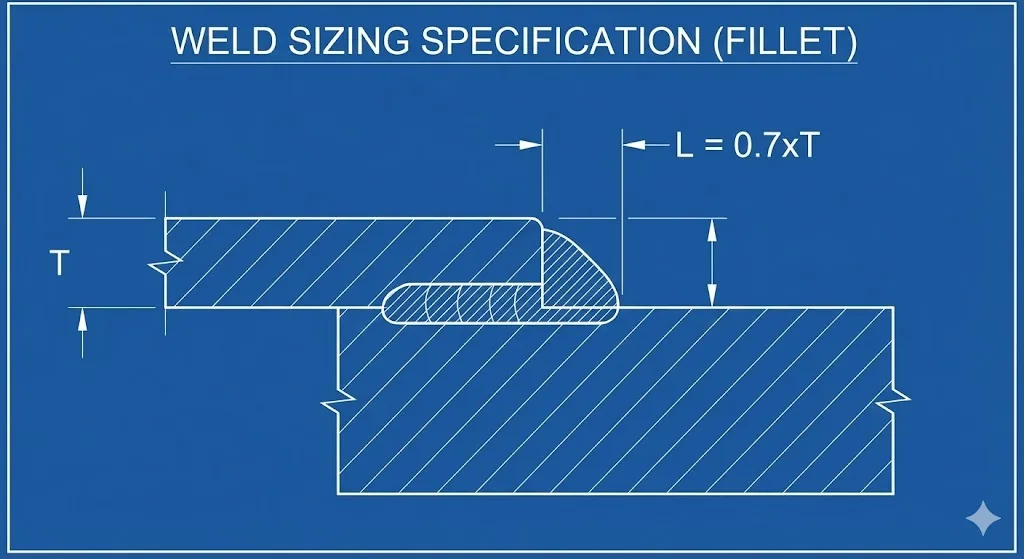
Dimensionnement et pénétration des soudures
- Éviter : L'entretien est assuré par de simples soudures par points.
- Recommandation de l'AWS : La longueur effective de la soudure doit couvrir au moins 80% de la longueur du canon.
- Taille des filets : Le soudure d'angle taille de la jambe doit correspondre à ~0,7x l'épaisseur de la plaque d'articulation pour maximiser la résistance au cisaillement.
Gestion thermique et distorsion
- Risque : La chaleur de soudage se propage rapidement dans le canon.
- Dommages : Une chaleur excessive peut faire fondre les rondelles en nylonLes roulements trempés ne doivent pas être endommagés, leur graisse ne doit pas être liquéfiée ou ils ne doivent pas être recuits.
- Atténuation :
- Dissipateur thermique : Enveloppez le canon dans un chiffon humide.
- Démontage : En cas d'utilisation de modèles à décollage, souder les moitiés séparées et les réassembler après le refroidissement.
- Technique : Utilisation Soudage par points (soudures intermittentes) pour limiter l'apport thermique.
Passivation après soudage
- Restauration : La chaleur élevée crée une couche d'oxydation propice à la rouille.
- Finition : Broyer mécaniquement les scories. Appliquer immédiatement composé de galvanisation à froid ou un apprêt époxy. Pour l'inox 316, utiliser pâte de saumure pour restaurer la couche passive d'oxyde de chrome.
FAQ (Technique & Sourcing)
Q1 : La charge nominale d'une charnière soudée est-elle définitivement plus élevée que celle d'une charnière boulonnée ?
R : Oui. En utilisant toute la longueur de contact pour la fusion, les charnières à souder éliminent les sources de tension que l'on trouve dans les trous percés. Une soudure qualifiée offre une continuité structurelle équivalente au métal de base.
Q2 : Le remplacement est-il possible pour les opérations de maintenance, de réparation et d'exploitation ?
R : C'est possible, mais cela demande beaucoup de travail. Il faut scarifier (gouger) l'ancienne soudure et meuler la surface à ras. Nous recommandons de surdimensionner la charnière (SF 2.0+) pendant la phase de conception afin d'obtenir une installation "à vie".
Q3 : Quelle est la meilleure spécification pour les environnements marins ?
A : Acier inoxydable AISI 316 (EN 1.4401). La passivation après soudage est essentielle, sinon le cordon de soudure se corrodera plus rapidement que le corps de la charnière.
Q4 : Comment contrôler la distorsion thermique sur les portes minces ?
R : Employer le soudage par points (saut de soudure) plutôt que le soudage en continu. Souder du centre vers l'extérieur. Le serrage de la porte avec un léger "pré-cambrage" peut contrer le rétrécissement dû au refroidissement.
Q5 : Quand les modèles à roulements assistés sont-ils nécessaires ?
R : Spécifiez des roulements si la porte dépasse 150 kg ou fonctionne plus de 10 fois par jour. Les roulements convertissent le frottement de glissement en frottement de roulement, ce qui réduit l'usure et l'effort de l'opérateur.
Conclusion : Les arguments techniques en faveur des charnières à souder
La prédominance des conceptions soudées dans les secteurs industriels est une décision d'ingénierie calculée, et non une simple tradition.
- Intégrité structurelle : Le soudage permet de s'assurer que le matériel fait partie intégrante du châssis, capable de résister à de lourdes charges statiques et à des impacts dynamiques.
- Fiabilité opérationnelle : C'est la seule méthode de fixation qui reste imperméable à l'eau. les effets de la vibration sur le relâchement.
- Protection des actifs : Offre des profils de sécurité supérieurs pour les infrastructures sensibles.
Conseils aux équipes chargées de la passation des marchés :
Allez au-delà des comparaisons de prix unitaires. Évaluez la masse totale de la porte, la fréquence des cycles et la catégorie de corrosivité. Investir dans des charnières à souder de haute qualité, équipées de roulements, permet de minimiser le coût total de possession en éliminant les temps d'arrêt liés à la défaillance des fixations.