Liga de zinco vs. liga de alumínio para dobradiças fundidas sob pressão
A escolha entre uma liga de zinco e uma liga de alumínio para uma dobradiça fundida sob pressão não é uma simples substituição de material por razões estéticas. Essa escolha altera a massa da peça, a estratégia de secção das paredes, o comportamento dos ressaltos roscados, a resposta térmica, o acabamento superficial, a rentabilidade do ferramentas e a forma como as cargas se transmitem da porta para a moldura. Um desenho que funciona em zinco pode necessitar de secções mais espessas, raios maiores, saliências diferentes ou um padrão de montagem revisto antes de ser aprovado para produção em alumínio.
Este guia ajuda os engenheiros e os compradores de fabricantes de equipamento original (OEM) a tomar essa decisão antes de se avançar com a produção das ferramentas. Centra-se no corpo ou na caixa da dobradiça — e não no pino, no conjunto de fricção, no rolamento ou nos elementos de fixação — e indica o que deve ser recalculado, redesenhado e verificado ao comparar dobradiças de liga de zinco com dobradiças de liga de alumínio.
Limite de decisão: quando o zinco ou o alumínio é o melhor ponto de partida
Comece com uma liga de zinco quando a dobradiça requer uma geometria compacta, características de fundição finas ou altamente detalhadas, definição estética nítida, saliências pequenas mas resistentes, galvanização fiável e produção em grande volume num intervalo de temperatura controlado. Comece com uma liga de alumínio quando a redução da massa é um requisito fundamental do projeto, a dobradiça funciona a uma temperatura sustentada mais elevada, ou o produto permite a utilização de secções de maiores dimensões e de um sistema de acabamento desenvolvido especificamente para a liga de alumínio fundido selecionada.
Nenhum dos materiais se destaca automaticamente em termos de capacidade de carga ou resistência à corrosão. A escolha correta depende da liga específica, da geometria, do acabamento, da interface com os elementos de fixação, da temperatura, da duração da carga, do objetivo do ciclo e do método de aceitação. Lavagens intensas, exposição a cloretos, requisitos de higiene ou cargas elevadas e prolongadas podem levar o projeto a afastar-se das ligas fundidas e a optar pelo aço inoxidável ou por um projeto com materiais mistos.

A primeira verificação: está a comparar o mesmo envelope ou o mesmo desempenho?
As comparações entre materiais tornam-se enganadoras quando a questão se resume apenas a: «Qual é o metal mais resistente?» Um projetista de dobradiças enfrenta normalmente uma de duas restrições diferentes:
- Envelope fixo: A dobradiça deve adaptar-se a uma porta, a um caixilho, a um padrão de furos e a um espaço livre já existentes.
- Desempenho corrigido: A dobradiça tem de cumprir os requisitos em termos de carga, rigidez, vida útil e temperatura, mas a geometria da peça fundida pode variar.
Dentro de um limite de massa fixo, o alumínio permite uma redução significativa da massa, mas o seu módulo de elasticidade mais baixo e o seu comportamento de fundição diferente podem exigir uma análise cuidadosa da rigidez das nervuras, do apoio dos ressaltos, das transições das paredes e da geometria dos batentes. Com um objetivo de desempenho fixo, o alumínio permite frequentemente utilizar um maior volume de secção, mantendo-se ainda assim mais leve do que o zinco. Essa liberdade de conceção pode resultar numa dobradiça maior, mas com menor massa.
Por conseguinte, um fornecedor não deve apresentar uma proposta do tipo «mesmo desenho, alumínio em vez de zinco» sem uma revisão do projeto. A comparação correta é ou a mesma geometria com alterações de desempenho claramente especificadas, ou dois projetos específicos para cada material, destinados a satisfazer o mesmo requisito.
Como a densidade altera a massa das dobradiças e o sistema da porta
A densidade nominal típica é de aproximadamente 6,6 g/cm³ para as ligas comuns de zinco ZAMAK para fundição sob pressão e de aproximadamente 2,7 g/cm³ para as ligas comuns de alumínio para fundição sob pressão. Estes são valores de referência gerais de engenharia, não substituindo a ficha técnica da liga selecionada.
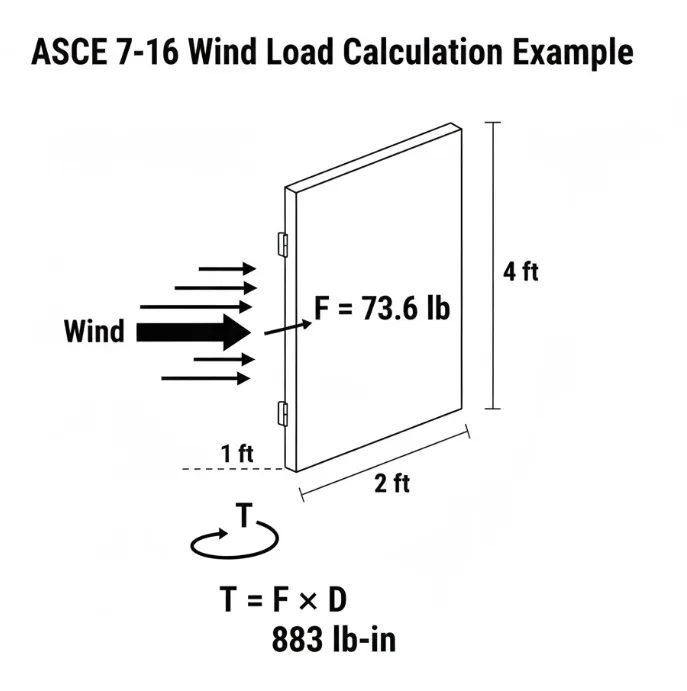
Cálculo geral: Para um volume de fundição igual, a massa é proporcional à densidade: m = ρV. Utilizando os valores nominais acima, um corpo de dobradiça em zinco com o mesmo volume tem aproximadamente 2,4 vezes a massa de um corpo em alumínio. A diferença real no conjunto é menor quando os pinos, os elementos de fixação, as peças de fricção e as inserções continuam a ser de aço.
O corpo da dobradiça é, normalmente, apenas uma parte da massa da porta, mas essa diferença é importante em equipamentos leves, sistemas portáteis, interiores de veículos, ecrãs de comando, dispositivos de diagnóstico e produtos com várias dobradiças. Também afeta a massa de transporte e o momento gerado quando a própria dobradiça se encontra afastada da estrutura de suporte.
No caso de um armário industrial fixo, a redução de peso pode ter pouca importância quando comparada com a geometria compacta e os custos de fabrico. No caso de um produto móvel ou transportável à mão, essa mesma diferença pode justificar uma reformulação do projeto com alumínio, mesmo que os custos de ferramentas e de maquinagem sejam mais elevados.
Detalhes da fundição, secções das paredes e estratégia de ferramentas
O zinco é normalmente processado por fundição sob pressão em câmara quente, enquanto o alumínio é normalmente processado por fundição sob pressão em câmara fria. A temperatura de fundição mais baixa do zinco e a sua elevada fluidez permitem a obtenção de detalhes finos, secções finas, saliências pequenas e uma definição nítida da forma final. O alumínio opera a uma temperatura de fusão mais elevada e impõe exigências térmicas diferentes à matriz, ao sistema de alimentação e ao ciclo.
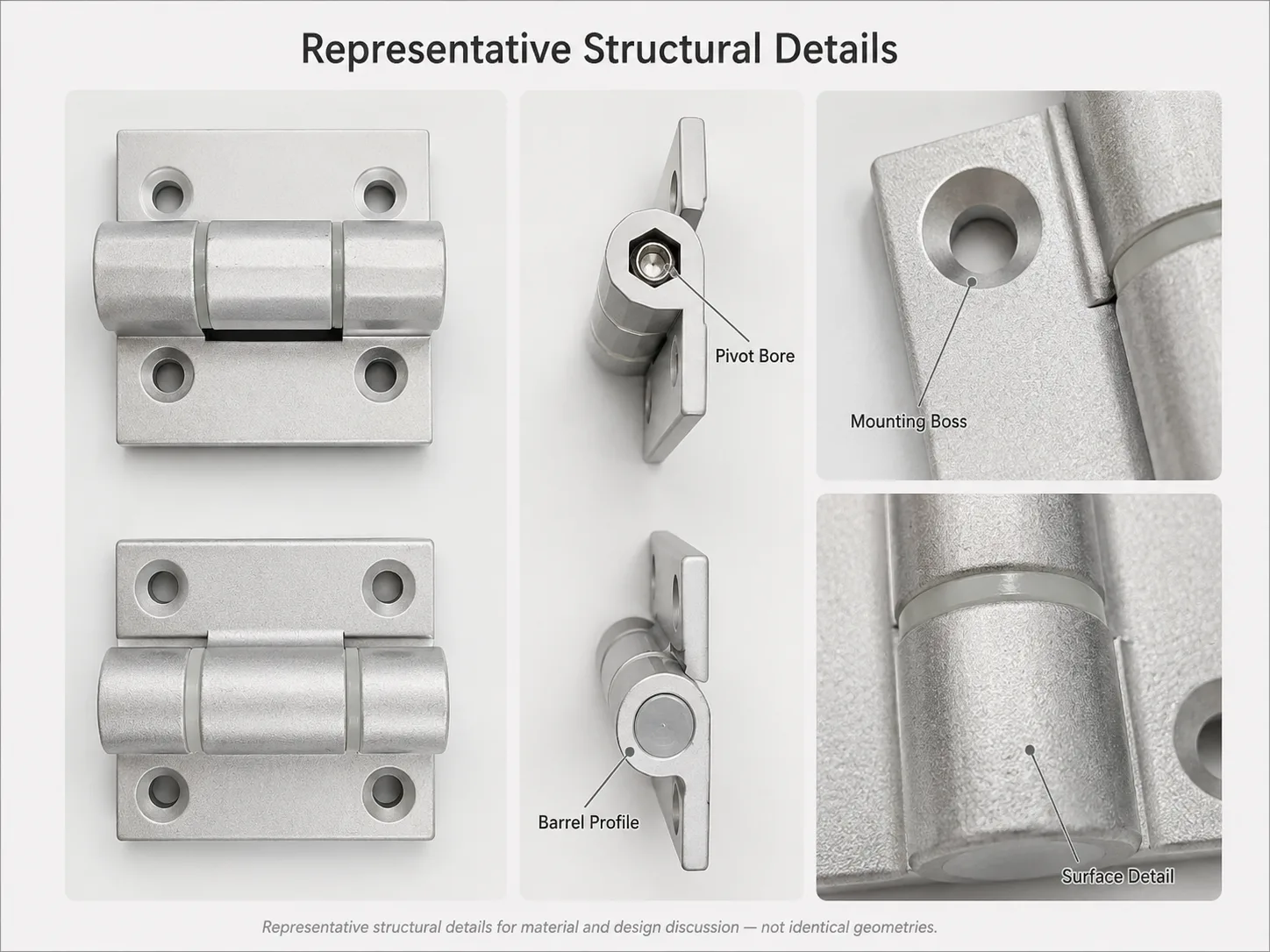
No que diz respeito ao design das dobradiças, a diferença prática reside nos detalhes em torno do eixo de rotação e do sistema de fixação:
| Funcionalidade do Hinge | Ponto de partida da liga de zinco | Ponto de partida da liga de alumínio | O que é necessário confirmar |
|---|---|---|---|
| Parede cosmética fina | Frequentemente adequado para detalhes finos e formas compactas | Talvez seja necessário incluir uma secção mais conservadora | Capacidade de fundição do fornecedor e percurso de enchimento local |
| Pequena saliência de montagem | Permite obter detalhes compactos e uma boa formação do fio | Pode ser necessário mais material de enchimento ou um inserto | Diâmetro do corpo, comprimento de engate, ensaio de extração |
| Nervura de suporte do pivô | Uma costela compacta pode ser viável | Pode ser ampliado com um impacto mínimo na massa | Rigidez, fadiga, concentração de tensão local |
| Batente mecânico | A geometria detalhada do batente é prática, mas é necessário verificar a deslizagem e o impacto | Uma área de contacto maior poderá ser adequada | Carga de paragem, velocidade de impacto, deformação permanente |
| Furo maquinado | Bom potencial dimensional; a margem de usinagem continua a ser importante | Frequentemente submetido a usinagem quando o alinhamento ou o ajuste do rolamento são fundamentais | Exposição da porosidade, posição do furo, acabamento da superfície |
| Superfície decorativa | Ideal para diversos tipos de acabamentos galvanizados | O acabamento final depende em grande medida da liga e do aspeto pretendido | Amostra de acabamento aprovada na liga de produção |
A relação completa entre fundição, maquinagem, montagem e calibração é explicada em Como são fabricadas as dobradiças de torque. No que diz respeito à presente decisão, o ponto fundamental é que uma alteração material pode exigir um projeto diferente do molde, em vez de apenas uma especificação diferente do material.
A capacidade de carga depende do percurso da carga, e não de um único valor de resistência
Um corpo de dobradiça fundido por injeção suporta normalmente várias cargas locais em simultâneo: pressão de apoio em torno do pivô, flexão nos braços ou nos suportes do cilindro, carga de fixação, tração nos ressaltos de montagem e tensão de contacto em qualquer batente de abertura. Estas cargas não respondem da mesma forma à substituição do material.
As ligas de zinco fundidas sob pressão podem proporcionar resistência, rigidez, ductilidade, comportamento de rolamento e desempenho das roscas adequados em peças mecânicas compactas. As ligas de alumínio para fundição sob pressão apresentam uma densidade muito inferior e podem proporcionar um desempenho elevado quando a secção é concebida para a liga em questão. O erro de engenharia consiste em comparar a resistência à tração indicada no catálogo e assumir que toda a dobradiça se comporta diretamente de acordo com esse valor.
Verifique estes pontos de tensão específicos das dobradiças
- Furo do pivô: pressão local no rolamento, ovalização do furo e espessura residual da parede após a maquinagem.
- Transição do barril para a folha: flexão e fadiga na secção mais estreita ou num raio acentuado.
- Saliência de montagem: arrancamento do elemento de fixação, fissuração do ressalto e relaxamento da carga da braçadeira.
- Paragem inicial: impacto concentrado ou carga de contacto prolongada.
- Braço do lado da porta: deformação que altere a folga da porta, a compressão da vedação ou o alinhamento do fecho.
A escolha final do material deve basear-se num cálculo ao nível da secção, numa análise por elementos finitos, quando justificado, e em ensaios de amostras com o espaçamento real entre as dobradiças e o momento da porta. Uma recomendação preliminar baseada na família de materiais não constitui uma aprovação da amostra.
A temperatura e a carga prolongada podem reverter a escolha inicial
A resistência à temperatura ambiente não é suficiente quando uma dobradiça suporta a carga de uma porta de forma contínua. As ligas padrão de zinco fundido sob pressão podem tornar-se cada vez mais sensíveis à fluência e ao relaxamento de tensão à medida que a temperatura e a tensão sustentada aumentam. Isto é importante nos braços sob carga, nos ressaltos, nos batentes e em qualquer elemento que mantenha o alinhamento através de fixação ou flexão contínuas.
As ligas de alumínio fundidas sob pressão são frequentemente a melhor opção inicial quando a caixa deve manter a sua função mecânica a uma temperatura de funcionamento sustentada mais elevada. Isso não significa que todas as dobradiças de alumínio sejam adequadas para o calor. O tipo de liga, a qualidade da fundição, o estado de têmpera (quando aplicável), o sistema de fixação, o lubrificante, o material da inserção e a expansão térmica do conjunto circundante continuam a exigir uma análise.
| Pergunta sobre a temperatura | Por que é que isso altera a decisão relativa ao material | Provas necessárias |
|---|---|---|
| Temperatura máxima contínua da caixa | Controla a resistência a longo prazo e o risco de fluência | Perfil de temperatura específico do projeto |
| Temperatura máxima e duração | Um pico de curta duração é diferente de uma exposição contínua | Requisito de tempo-temperatura |
| Carga aplicada durante o aquecimento | A deformação lenta depende tanto da tensão como da temperatura | Momento da porta e pré-carga do elemento de fixação |
| Ciclagem térmica | Alterações nas folgas, nos espaços livres e na tensão do revestimento | Intervalo do ciclo e condições de permanência |
| Fonte de calor adjacente | A temperatura no interior da habitação pode exceder a temperatura ambiente | Temperatura da dobradiça medida ou calculada |
Limites de engenharia: Não se deve publicar uma «temperatura máxima» universal para dobradiças de zinco ou alumínio. O limite depende da liga específica, da geometria, do estado de tensão, do acabamento, do mecanismo interno, do lubrificante e do critério de aceitação.
A resistência à corrosão é um sistema que envolve o material e o acabamento
Tanto o zinco como o alumínio formam óxidos, mas nenhum deles deve ser selecionado apenas com base no nome do metal de base. Uma dobradiça inclui orifícios maquinados, arestas vivas, assentos recuados para fixadores, superfícies de contacto e interfaces entre metais diferentes. O acabamento selecionado deve proteger a geometria que está efetivamente exposta à humidade, à condensação, aos líquidos de limpeza ou ao sal.
Considerações sobre o acabamento em liga de zinco
As peças fundidas por injeção de zinco são compatíveis com diversos sistemas decorativos e de proteção, incluindo galvanização, tratamentos de conversão, pintura e revestimento em pó. A aderência do acabamento e o desempenho face à corrosão dependem da pureza da liga, da preparação da superfície, do agente desmoldante residual, da porosidade, do estado das arestas e do controlo do processo. Uma amostra com acabamento de galvanização, por si só, não garante proteção a longo prazo em áreas maquinadas ou recuadas.
Considerações sobre o acabamento das ligas de alumínio
As peças fundidas de alumínio podem utilizar revestimentos de conversão, tinta, revestimento em pó ou processos de anodização específicos para cada liga. As ligas de fundição com elevado teor de silício podem comportar-se de forma diferente do alumínio forjado, pelo que um acabamento especificado apenas como «alumínio anodizado» é incompleto. O fornecedor deve confirmar a liga de fundição, o pré-tratamento, a norma de aspeto, a espessura do revestimento, quando relevante, e se as superfícies maquinadas são acabadas antes ou depois da maquinação.
A norma ASTM B117 define o equipamento, o procedimento e as condições utilizadas para criar um ambiente de névoa salina. Não define o tempo de exposição correto, a amostra de ensaio, o limite de aceitabilidade da corrosão, nem se uma dobradiça é adequada para a aplicação real. Esses requisitos devem ser definidos pelo responsável pelo projeto e confirmados com base na liga, no acabamento e na geometria da dobradiça em questão.

A qualidade da preparação é abordada separadamente em qualidade das dobradiças antes do tratamento de superfície. Se o projeto envolver um ambiente altamente corrosivo, com requisitos de higiene, rico em cloretos ou sujeito a lavagens repetidas, compare ambos os materiais de fundição com o respectivo Guia de dobradiça oculta em zinco fundido por injeção vs. aço inoxidável em vez de obrigar a uma escolha entre zinco e alumínio.
Os elementos de fixação, as roscas e os insertos requerem um projeto específico para cada material
Muitas dobradiças fundidas por injeção utilizam orifícios roscados, saliências fundidas, assentos de montagem escareados ou parafusos de ajuste retidos. Estas características podem ser mais sensíveis à escolha do material do que o braço visível da dobradiça.
O zinco permite a criação de saliências detalhadas e um engate útil das roscas em peças compactas, mas o projeto deve, ainda assim, ter em conta a carga de fixação sustentada, o uso repetido, a temperatura elevada e a espessura local da parede. O alumínio também pode proporcionar roscas fiáveis, mas uma substituição direta do material poderá exigir um comprimento de engate maior, uma saliência maior, uma inserção de aço ou uma especificação de aperto revista.
| Condição de fixação | Resposta de projeto preferida | Verificação |
|---|---|---|
| Montagem única na fábrica | A fundição por perfuração direta pode ser aceitável | Binário de montagem e ensaio de arrancamento |
| Remoção repetida de campos | Considere utilizar um inserto de aço ou de latão | Teste de montagem repetido |
| Elevada carga de fixação sustentada | Aumentar a área de apoio e rever o relaxamento | Retenção da braçadeira após exposição à temperatura |
| Parede circundante fina | Aumentar o apoio dos responsáveis ou mudar o tópico de localização | Análise da secção e ensaio destrutivo de arrancamento |
| Interface húmida entre o aço inoxidável e o elemento de fixação | Analisar o isolamento galvânico e a drenagem | Ensaio de corrosão específico do projeto |
| Parafuso de ajuste que suporta a carga da dobradiça | Utilize uma inserção definida ou um elemento de contacto endurecido, quando necessário | Teste de vida útil de ajuste e de desgaste da rosca |
O desenho deve indicar a rosca, o engate mínimo, as especificações do inserto, quando utilizado, o binário de montagem, o lubrificante ou o fixador de roscas permitido e se o elemento de fixação é instalado uma única vez ou sujeito a manutenção repetida. A simples menção de «orifício roscado M5» não define, por si só, uma junta fiável.
O custo da peça não é o mesmo que o preço do material
O zinco é mais denso, pelo que uma peça fundida de volume igual contém mais metal. O alumínio pode ter uma temperatura de processamento mais elevada, requisitos de maquinagem diferentes e características económicas distintas no que diz respeito à vida útil da matriz e ao tempo de ciclo. Por conseguinte, o preço mais baixo da matéria-prima por quilograma não corresponde necessariamente ao custo mais baixo da dobradiça acabada.
| Fator de custo | Por que razão o zinco pode ser benéfico | Por que razão o alumínio pode ser benéfico |
|---|---|---|
| Detalhe da forma final | Pode reduzir a usinagem e a montagem secundária | A geometria pode ser simplificada para se obter um design leve |
| Massa da carga | As secções compactas podem limitar o volume do material | Uma densidade mais baixa reduz a massa da peça |
| Ciclo e vida útil da matriz | Uma temperatura de fundição mais baixa contribui frequentemente para uma rentabilidade favorável da produção | Depende da máquina, da liga, do tamanho e da capacidade do fornecedor |
| Maquinação secundária | Os detalhes finos da fundição podem eliminar algumas operações | Pode ser necessário efetuar usinagem nos furos, nas faces e nas pastilhas |
| Acabamento da superfície | Existem muitos processos consagrados de galvanoplastia e revestimento | A via de conversão e revestimento permite adaptar-se a caixas de equipamento de maiores dimensões |
| Carga e massa do produto | Normalmente menos importante no caso de equipamento fixo | Pode ser importante para produtos móveis e grandes volumes |
| Alterações ao design | O uso de ferramentas já comprovadas para o zinco pode reduzir o risco do projeto | Um novo projeto em alumínio poderá reduzir o peso do sistema o suficiente para justificar o investimento em ferramentas |
Uma cotação útil deve incluir os custos de ferramentas, fundição, desbaste, maquinagem, insertos, acabamento, inspeção, embalagem e o volume anual previsto. A decisão comercial deve basear-se na comparação de peças acabadas e aprovadas — e não apenas no preço da liga, isoladamente.
Matriz de seleção baseada nas candidaturas
| Condições de aplicação | Ponto de partida preliminar | Motivo | Confirmação necessária |
|---|---|---|---|
| Dobradiça compacta para armários de interior com geometria detalhada | Liga de zinco | Detalhes finos de fundição e saliências compactas | Carga da porta, acabamento, temperatura, arrancamento da rosca |
| Dispositivo portátil, monitor ou equipamento móvel | Liga de alumínio | A redução da massa pode justificar uma secção maior | Rigidez, fadiga, furo e conceção do ressalto |
| Ferragens decorativas em grandes quantidades | Liga de zinco | Definição da forma final e flexibilidade no acabamento | Amostra aprovada de aspeto e corrosão |
| Temperatura mais elevada e sustentada na habitação | Liga de alumínio | Muitas vezes, um ponto de partida mais seguro para a retenção da temperatura | Dados de carga-temperatura específicos para cada liga |
| Saliências roscadas muito pequenas e mecanismos de ajuste compactos | Liga de zinco | Uma análise detalhada do comportamento da fundição e da rosca pode revelar-se vantajosa | Binário de montagem e ciclos de manutenção |
| Montagem ao ar livre em ambiente húmido com fixadores em aço inoxidável | Específico do projeto | As interfaces de acabamento e galvânicas podem vir a dominar | Drenagem, isolamento, ensaio de corrosão com geometria real |
| Aplicação em ambientes sujeitos a lavagem, costeiros, químicos ou que exijam condições de higiene | Reconsidere ambas as opções | O aço inoxidável ou outro material de construção pode reduzir o risco | Especificações ambientais e de limpeza |
| Porta resistente e robusta com profundidade de secção limitada | É necessária uma revisão técnica | O deslizamento, a carga do eixo principal e a rigidez do braço são os fatores predominantes | Cálculo da trajetória de carga e ensaio com amostra representativa |
Esta matriz apresenta uma recomendação preliminar, não uma regra universal. A relação mais ampla entre o peso da porta, o ângulo de abertura, a vedação, o espaço de instalação e o tipo de dobradiça é abordada no guia de seleção de dobradiças para armários industriais.
Cenário de engenharia de compósitos: Redesenho de uma dobradiça de zinco para um ecrã de dispositivo móvel
Trata-se de um cenário de engenharia hipotético criado para explicar a lógica de seleção. Não se trata de um registo de projeto de um cliente nem de uma declaração relativa a testes de produtos.
Um fabricante de equipamento original (OEM) dispõe de uma dobradiça comprovada, fabricada por fundição sob pressão de zinco, utilizada num painel de comando fixo. Uma nova versão portátil do produto tem um objetivo de massa rigoroso, pelo que a equipa do projeto solicita ao fornecedor que apresente um orçamento para o mesmo desenho em alumínio.
A primeira análise revela que o corpo em alumínio reduziria substancialmente a massa, mas o projeto original utiliza saliências roscadas compactas, um suporte fino do cano e um batente de abertura pequeno. A adoção da mesma geometria preservaria o espaço de montagem, mas não garantiria a mesma rigidez, resistência à extração da rosca, durabilidade do batente ou alinhamento do furo.
- Modelo de massa: calcular a massa prevista do conjunto utilizando a densidade específica da liga e o volume real da peça fundida.
- Revisão de geometria: aumentar a profundidade das nervuras e o apoio local das saliências, mantendo simultaneamente o espaço de instalação externo.
- Estratégia de threads: Compare as roscas diretas de alumínio com uma inserção de aço para utilização repetida.
- Análise final: aprovar a liga de alumínio de produção e o acabamento com base numa amostra real, e não num cupão anodizado genérico.
- Verificação: rigidez, arrancamento dos elementos de fixação, carga de bloqueio da abertura, ciclos de teste e estabilidade dimensional à temperatura do projeto.
O projeto ainda pode optar pelo alumínio, mas a solução aprovada é uma dobradiça de alumínio redesenhada — e não uma substituição do material no desenho do zinco. Essa distinção constitui a principal lição de engenharia que se retira desta comparação.
Lista de verificação de desenhos e amostras específicos do material
Utilize esta lista de verificação antes de aprovar o equipamento de moldagem ou de considerar dois materiais de fundição como equivalentes.
| Verificar | O que o registo do desenho ou da amostra deve indicar | Estado em caso de desaparecimento |
|---|---|---|
| Designação exata da liga | Tipo de liga de zinco ou de alumínio, e não apenas «ZDC» ou «ADC» | É necessária a confirmação do fornecedor |
| Geometria específica do material | Paredes, nervuras, saliências, filetes, batentes e margem de usinagem | É necessária uma revisão técnica |
| Alvo de massa | Massa da peça fundida e massa total do conjunto da dobradiça | Específico do projeto |
| Caminho de carga crítica | Suporte de articulação, secção do braço, saliência de fixação, contacto de paragem | É necessária uma revisão técnica |
| Conceção de roscas e inserções | Engate, tipo de inserção, binário de montagem, frequência de manutenção | A confirmar |
| Perfil de temperatura | Valores contínuos, de pico, de duração e de carga durante a exposição | Específico do projeto |
| Sistema de acabamento | Pré-tratamento, revestimento ou galvanização, cor e espessura, quando aplicável | É necessária a confirmação do fornecedor |
| Interfaces entre metais diferentes | Material de fixação, método de isolamento, drenagem e vedação | Específico do projeto |
| Dimensões críticas | Diâmetro do furo, posição do eixo, ponto de referência de montagem, dimensões do ressalto e do batente | É necessário um relatório de inspeção |
| Verificação mecânica | Ensaio de deflexão, ensaio de arrancamento, ensaio de carga de paragem, ensaio de ciclos ou ensaio de fadiga, conforme necessário | Específico do projeto |
| Sinais de corrosão | Geometria real da dobradiça, liga utilizada na produção, acabamento, duração, critérios de aceitação | A confirmar |
| Identidade da amostra aprovada | Número da amostra, lote da liga, lote do acabamento, revisão do desenho, registo de ensaio | É necessária a aprovação da produção |
Uma recomendação preliminar relativa aos materiais reduz as opções. A análise técnica confirma a geometria e as interfaces propostas. A aprovação da amostra aplica-se apenas à configuração testada. A aprovação para produção exige que o fornecedor reproduza a liga, o processo, o acabamento e os resultados da inspeção aprovados.
Regra de Seleção Final
Opte por uma liga de zinco quando os detalhes de fundição compactos, as pequenas características mecânicas, a flexibilidade de acabamento e a produção em grande volume de peças com forma final forem mais importantes do que a massa mínima ou a resistência a temperaturas elevadas. Opte por uma liga de alumínio quando a redução de peso e o desempenho térmico justificarem uma reformulação do projeto específica para o material, com secções maiores, saliências revistas e acabamento validado.
Não aprove o mesmo desenho de dobradiça fundida em ambos os materiais, a menos que o desenho, os cálculos e as amostras comprovem que a substituição preserva o percurso de carga exigido, a integridade da montagem, o controlo dimensional e o comportamento em serviço. Para uma análise específica do projeto, Envie o desenho da dobradiça, a carga da porta, o intervalo de temperatura, os requisitos de acabamento e o volume anual.
Perguntas frequentes
A liga de zinco é mais resistente do que a liga de alumínio para dobradiças fundidas sob pressão?
Não existe uma resposta universal. A resistência depende da liga específica, da qualidade da fundição, da secção da parede, das nervuras, dos ressaltos, do suporte do pivô e da direção da carga. O zinco pode apresentar um bom desempenho em geometrias mecânicas compactas, enquanto o alumínio pode satisfazer o mesmo requisito através de uma secção maior, mas mais leve. Compare o projeto completo da dobradiça, em vez de se basear num único valor de resistência à tração.
Quão mais leve é uma dobradiça de alumínio fundido por injeção do que uma dobradiça de zinco?
Para um volume de fundição igual, a massa é proporcional à densidade. A densidade nominal comum é de cerca de 6,6 g/cm³ para as ligas de zinco ZAMAK e de cerca de 2,7 g/cm³ para as ligas de alumínio para fundição sob pressão, pelo que o corpo de zinco pode ter, aproximadamente, 2,4 vezes a massa do corpo de alumínio. A diferença total na dobradiça é menor quando se incluem pinos de aço, elementos de fixação ou peças de fricção.
É possível utilizar a mesma matriz de dobradiça para o zinco e o alumínio?
Normalmente, não se deve partir do princípio de que a substituição direta do material é possível. O zinco e o alumínio requerem condições de fundição, margens de contração, cargas térmicas, estratégias de alimentação, regras relativas à secção das paredes e requisitos de ferramentas diferentes. Mesmo quando o contorno exterior se mantém o mesmo, pode ser necessário alterar o molde e a geometria local.
Qual é o melhor material para saliências de montagem roscadas?
O zinco permite frequentemente obter detalhes de fundição compactos e um desempenho útil com roscas diretas. O alumínio também pode proporcionar roscas fiáveis, mas o projeto poderá necessitar de um encaixe mais longo, um ressalto de apoio maior, um binário de instalação mais baixo ou uma inserção de aço ou latão. A escolha correta depende do tamanho do elemento de fixação, da carga de fixação, da temperatura de funcionamento, da espessura da parede e da frequência com que o parafuso é removido.
Qual é o melhor material para dobradiças fundidas para utilização no exterior?
Nenhuma destas designações de metais comuns é suficiente para tomar uma decisão. O desempenho em ambientes exteriores depende da liga, do pré-tratamento, do revestimento ou galvanização, das superfícies maquinadas, dos elementos de fixação, da drenagem, das fendas e das interfaces galvânicas. Para lavagens agressivas, ambientes com cloretos, marinhos, químicos ou de higiene, o aço inoxidável ou outro material pode ser mais seguro do que o zinco ou o alumínio.