Почему резьба на литых шарнирах срывается при сборке
Анализ отказов и контроль сборки
Срыв резьбы на литых шарнирах часто выглядит как простая ошибка при сборке: винт вращается, головка перестает продвигаться, и соединение не выдерживает крутящего момента. На самом деле причина неисправности могла кроться в гораздо более ранних факторах — в геометрии выступления, пористости литья, глубине резьбы, длине винта, наслоении покрытия, настройках отвертки, состоянии смазки или решении использовать прямую резьбу там, где при многократном использовании требовалась вставка.
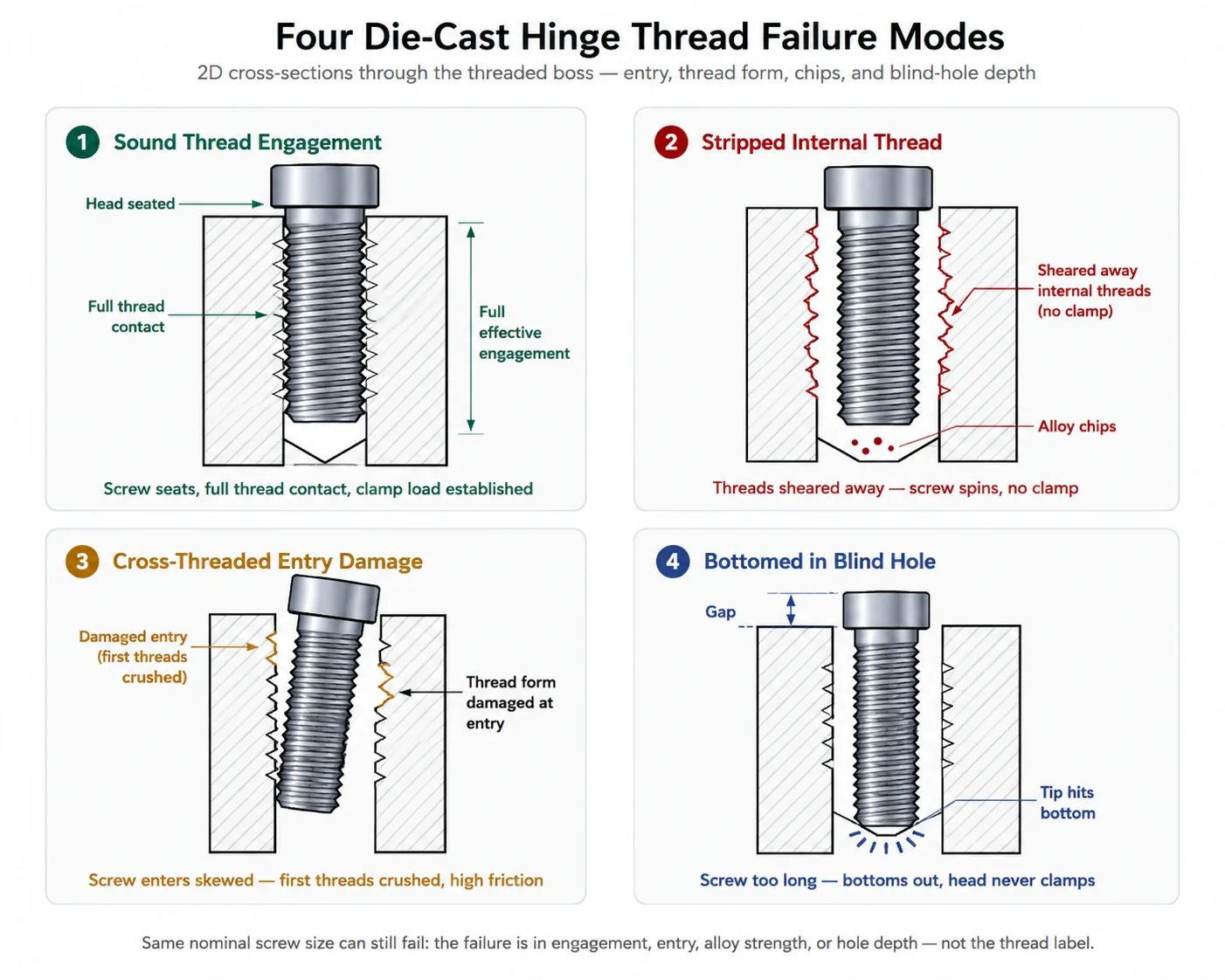
В данном руководстве объясняется, как диагностировать срыв резьбы на литых петлях, не путая его с перекосом резьбы, повреждением винта, упиранием в дно глухого отверстия или срывом резьбы в каркасе шкафа. Затем в нем показано, как инженеры и специалисты по качеству могут внести исправления в чертеж, инструкцию по сборке и план проверки образцов, прежде чем аналогичная неисправность проникнет в серийное производство.
Быстрая диагностика: что обычно приводит к срыву резьбы на литой петле?
Резьба литой петли срывается, когда внутренняя резьба не выдерживает осевой нагрузки, возникающей при затяжке. Наиболее распространёнными причинами являются: недостаточная эффективная зацепка, чрезмерная зажимная нагрузка, обусловленная фактическими условиями крутящего момента и трения, слабый или плохо закреплённый выступ, неполная или повреждённая резьба, винт, упирающийся в дно ещё до затяжки, а также многократная сборка, приводящая к постепенному износу литого изделия.
Не пытайтесь устранить проблему, слепо снижая крутящий момент. Уменьшение настроек привода может скрыть неисправность, при этом оставляя недостаточное усилие зажима. Правильным действием будет выяснить, произошел ли отказ соединения из-за геометрии, материала, качества изготовления, выбора крепежа, трения при сборке, частоты эксплуатации или сочетания этих факторов.
Уточните, какой именно поток или интерфейс вышел из строя
Винт может вращаться, не создавая зажимного усилия, однако этот признак не свидетельствует о том, что литая внутренняя резьба сорвалась. Сохраните неисправные детали и определите, какая поверхность изменилась.
| Наблюдаемое состояние | Более вероятный провал | Данные, подлежащие проверке |
|---|---|---|
| Мягкий литейный материал заполняет резьбу винта | Удаление резьбы на внутренних литых деталях | Срезанные боковые поверхности резьбы, повреждение первых зацепляющихся витков, уменьшение объема материала буртика |
| Вершины резьбы винта сплющены или разорваны, тогда как выступ выглядит неповрежденным | Повреждение наружной резьбы | Класс крепежа, поврежденная входная резьба, неправильная форма резьбы или шаг резьбы |
| Винт входит под углом и быстро заклинивает | Перекрестная резьба или несовпадение оси отверстия | Повреждение при вводе, асимметричный контакт резьбы, зажимное устройство или угол доступа |
| Винт затягивается, но петля по-прежнему болтается | Доведение до дна глухого отверстия | Длина винта, полезная глубина резьбы, наличие мусора или покрытия на дне отверстия |
| Винт не закручивается вручную | Неправильный шаг резьбы, повреждение входной резьбы, накопление нагара, стружка или неполное нарезание резьбы | Резьбовой калибр, контрольный винт, проверка чистоты внутреннего отверстия |
| Корпус петли остаётся целым, но резьба на панели шкафа вырвана | Отказ монтажной основы | Толщина панели, несущая конструкция, вставка или монтажная пластина |
| Соединительные зажимы сначала плотно затянуты, но после эксплуатации ослабляются | Потеря предварительной нагрузки, оседание, ослабление вследствие вибрации, ползучесть или заглубление опорной поверхности | Контрольные отметки, удерживаемый крутящий момент, вмятины на поверхности, смещение соединения |
Храните неисправный винт, петлю, шайбу и протокол сборки вместе. Очистка винта перед фиксацией данных о перенесенном материале отливки может привести к утрате важнейших следов срыва резьбы. Зафиксируйте тип отвертки, значение момента затяжки, партию крепежа, смазку или фиксатор резьбы, длину винта, количество предыдущих сборок, а также укажите, достиг ли винт дна отверстия.
Если поврежденная резьба находится на дверной панели или раме оборудования, а не на литой детали петли, воспользуйтесь отдельным руководством, чтобы крепежные пластины для петель и усиление рамы. На этой странице рассматриваются такие вопросы, как вырывание подложки, деформация тонких панелей и выбор опорной пластины.
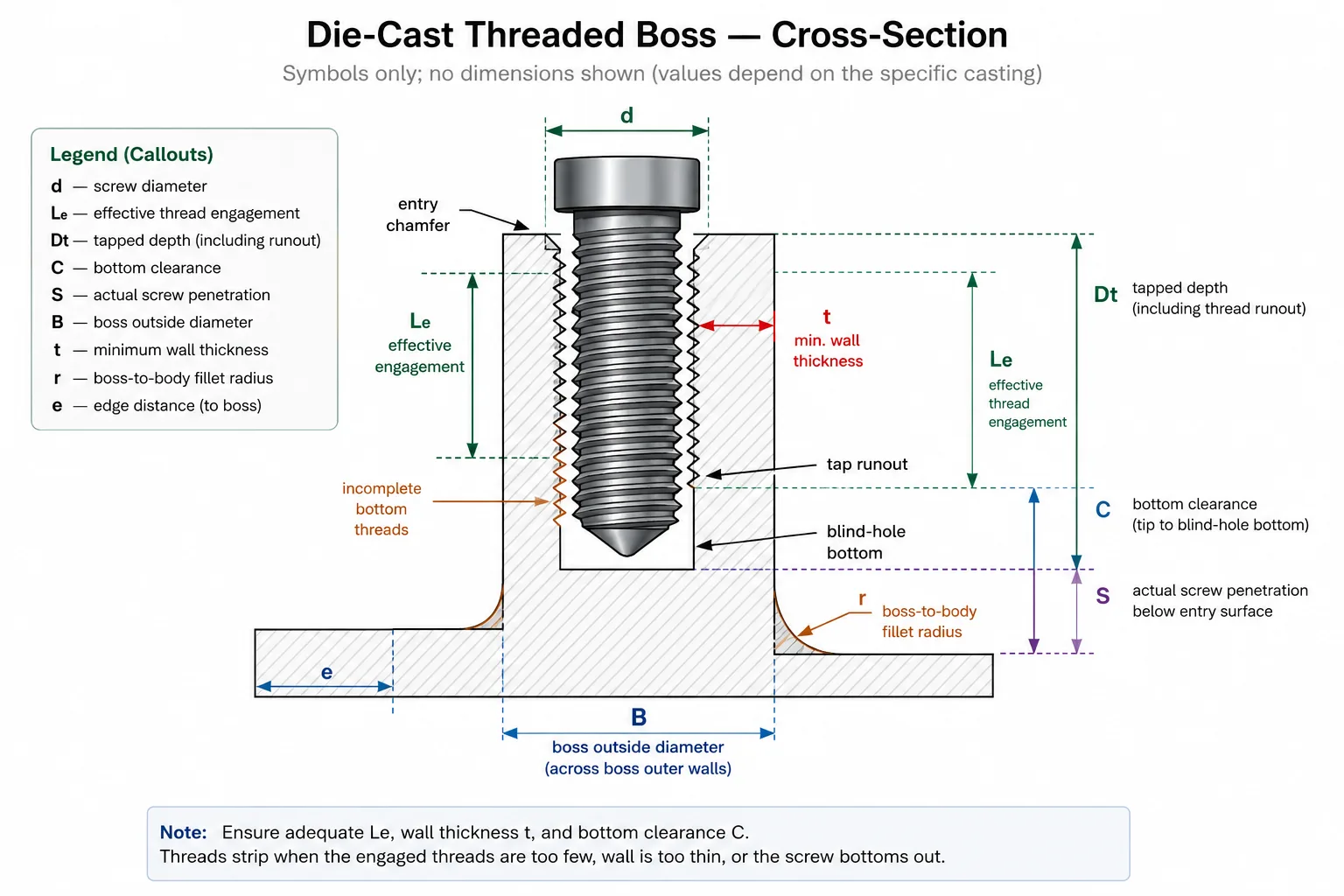
Эффективное зацепление резьбы — это не то же самое, что глубина отверстия
Глухое отверстие может казаться достаточно глубоким на чертеже, но при этом обеспечивать гораздо меньшую полезную длину зацепления. Шаг резьбы винта, неполная резьба на дне, биение метчика, зенковка, покрытие, загрязнения и необходимый зазор на дне — все эти факторы сокращают длину, которая фактически несет нагрузку.
В качестве предварительного обоснования можно отметить, что площадь сдвига при внутренней резьбе увеличивается с ростом эффективной окружности зацепления и длины зацепления. Упрощенная зависимость выглядит следующим образом:
Связь при скрининге: Устойчивость внутренней резьбы к срыву, как правило, увеличивается с π × dm × Le × τразрешить, где dm — это эффективный диаметр резьбы, Le это эффективное взаимодействие, и τразрешить — это допустимое для данного проекта напряжение сдвига фактического литого изделия. Это не является окончательным уравнением для расчета резьбы.
Эта зависимость объясняет, почему одной лишь номинальной глубины отверстия недостаточно. Более длинное отверстие не повышает прочность, если на дополнительном участке резьба не до конца сформирована или винт не доходит до него. И наоборот, увеличение глубины зацепления без увеличения опоры на буртике может привести к тому, что место разрушения сместится в стенку буртика или окружающее литье.
| Параметр или условие | Что он контролирует | Типичная ошибка в технических характеристиках |
|---|---|---|
| Номинальная глубина резьбы Dt | Общая глубина, указанная для операции нарезания резьбы | Предполагается, что этот показатель равен полной эффективности взаимодействия |
| Эффективное взаимодействие Le | Длина полного контакта внутренней и наружной резьбы | Не рассчитывается с учетом зазора при входе, зазора при выходе и зазора в нижней части |
| Зацепление винта Lс | Длина винта, фактически входящая в полную внутреннюю резьбу | В коротком винте используются только первые несколько витков резьбы |
| Зазор внизу C | Предотвращает добегание винта до упора до того, как сформируется усилие зажима | Не учитываются особенности геометрии стружки, покрытия или наконечника |
| Фаска или зенковка отверстия | Обеспечивает сборку и устраняет острый передний край | Слишком большой вход удаляет слишком много несущих нитей |
| Биение резьбы R | Переход к неполным нижним нитям | Включено в качестве эффективного взаимодействия |
Момент затяжки создает усилие зажима за счет трения
Водитель прикладывает крутящий момент, но резьба разрушается под действием осевых и локальных контактных нагрузок, возникающих в результате этого крутящего момента. Только часть приложенного крутящего момента превращается в полезное предварительное усилие. Остальная часть расходуется на трение в резьбе, а также под головкой винта или шайбой.
Распространенным предварительным соотношением является:
Предварительная зависимость момента затяжки: F ≈ T / (K × d), где F — это расчетная предварительная нагрузка, T — это момент затяжки, d — это номинальный диаметр винта, а K является фактором, связанным с трением. Значение коэффициента K не является универсальным и зависит от вида отделки, смазочного материала, резьбового фиксатора, шайбы, загрязнений и состояния поверхности.
Именно поэтому момент затяжки, который подходил для сухого винта с цинковым покрытием, может привести к перегрузке той же литой резьбы, если крепежный элемент смазан или имеет другое покрытие. Более низкое трение может привести к более высокой предварительной нагрузке при том же указанном моменте затяжки. Более высокое трение может вызвать противоположную проблему: динамометрический ключ достигнет заданного момента затяжки до того, как сформируется достаточная зажимная нагрузка.
ISO 16047 определяет условия испытаний на крутящий момент и усилие зажима резьбовых крепежных элементов и сопутствующих деталей. Данный стандарт помогает определить порядок измерения крутящего момента и усилия зажима, однако он не устанавливает единого правильного значения монтажного крутящего момента для литого под давлением втулки петли, не определяет допустимую пористость отливки и не подтверждает пригодность конкретного шарнирного соединения для серийного производства. Эти пределы остаются индивидуальными для каждого конкретного проекта.
| Изменение сборки | Возможный эффект при одинаковых настройках динамика | Обязательный ответ |
|---|---|---|
| Смазываемый винт заменяет винт, работающий без смазки | Более высокая предварительная нагрузка и повышенный риск отрыва | Проверить момент затяжки и состояние зажимов |
| Добавлен фиксатор резьбы | Изменение коэффициента трения и преобладающего крутящего момента | Проверить конкретный продукт и условия отверждения |
| Шайба снята или заменена | Трение в подшипниках и изменение поверхностного давления | Проверьте как предварительную нагрузку, так и повреждения седла шарнира |
| Изменения в покрытии крепежных элементов | Изменения в зависимости «крутящий момент — растяжение» | Контроль соответствия отделки крепежных элементов утвержденным требованиям |
| Ударная отвертка заменяет регулируемую отвертку | Могут увеличиться динамические пики и перерегулирование | Используйте проверенный инструмент и отработанную методику |
| Автоматическое увеличение скорости водителя | Могут измениться температурный режим, поведение сидений и перерегулирование при отключении | Проверить скорость и возможности инструмента |
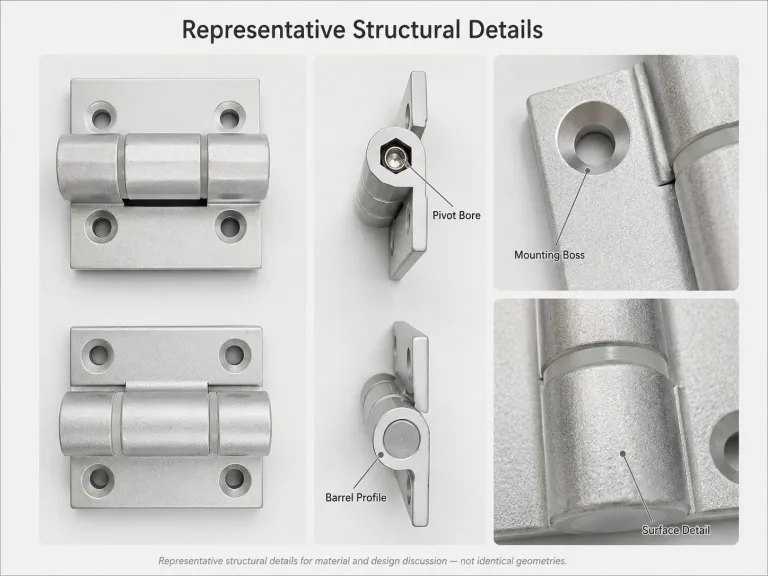
Геометрия втулки определяет, поддерживается ли резьба
Резьба может иметь достаточную зацепку на чертеже, но при этом все равно сорваться из-за того, что окружающий выступ не способен обеспечить ей опору. На то, как нагрузка на резьбу передается на корпус шарнира, влияют следующие параметры выступа: наружный диаметр, толщина стенки, радиус скругления, расстояние до свободного края, соединение с ребром жесткости и локальное сечение литья.
К типичным геометрическим дефектам относятся: узкий выступ, который растягивается или трескается при затяжке; резьба, расположенная слишком близко к краю; резкий переход от выступа к корпусу; глубокая резьба, окруженная тонкой стенкой; а также выступ, соединенный со створкой шарнира через неподкрепленный плоский участок. Еще одним источником разрушения могут стать гнезда для винтов с потайной головкой, поскольку коническая головка создает как радиальное расширение, так и осевую зажимную нагрузку.
| Особенность «Босс» | Риск сбоя при недостаточной мощности | Экспертиза проекта |
|---|---|---|
| Наружный диаметр B | Расширение, раскол или локальный сдвиг | Проверьте, не осталось ли материала вокруг основания резьбы |
| Толщина стенки t | Появление трещин или деформация до достижения полной силы зажима | Проверьте самый тонкий участок трубы, а не только номинальный диаметр выпуклости |
| Радиус закругления r | Высокая нагрузка в месте перехода от выступов к корпусу | Используйте переходник для заливки и убедитесь в возможности доступа к инструменту |
| Расстояние до края e | Прорыв к ближайшему краю или карману | Проанализируйте фактическое направление нагрузки и риск пористости |
| Поддержка ребер | Наклон или изгиб опоры под действием предварительной нагрузки винта | Соедините выступ с конструктивным элементом, не создавая зон повышенной толщины |
| Геометрия зенкера | Радиальное расширение и локальное сдавливание | Проверьте угол наклона рулевой колонки, контакт сиденья, глубину посадки и опору на выступ |
| Толщина основания глухого отверстия | Растрескивание или отслоение дна | Оставьте участок материала, относящийся к данному проекту, ниже просверленного или нарезанного резьбой отверстия |
Правильная конструкция резьбового участка зависит от конкретного материала. Цинковые и алюминиевые отливки отличаются по свойствам сплава, поведению при литье, возможности изготовления мелких деталей, температурной чувствительности, а также по геометрии, необходимой в области резьбы. Эти общие компромиссы следует рассматривать в контексте Руководство по петлям, изготовленным методом литья под давлением из цинкового и алюминиевого сплавов.
Дефекты литья и нарезания резьбы могут привести к уменьшению длины резьбы
Чертеж может быть правильным, в то время как изготовленный выступ — нет. Поры, образовавшиеся при литье под давлением, холодные швы, пустоты, связанные с усадкой, оксидные пленки, локальные включения, отклонения при сверлении, изношенные метчики, неправильная глубина нарезания резьбы, стружка и поврежденные вводные витки резьбы могут уменьшить объем исправного материала, принимающего на себя нагрузку от винта.
Пористость вблизи корня резьбы
Видимая внешняя поверхность не позволяет определить внутреннее состояние в области резьбового отверстия. Пористость, пересекающая основание резьбы, сокращает непрерывную линию сдвига и может привести к образованию неравномерной поверхности разрушения. В случаях, когда разрушения группируются по полостям, партиям, расположению выступов или сериям обработки, может быть оправданным проведение распиловки или применение другого метода внутреннего контроля, утвержденного для данного проекта.
Выравнивание при сверлении и нарезании резьбы
Отверстие, просверленное не по оси, приводит к неравномерной глубине резьбы по всей окружности. Резьбовой калибр может войти в отверстие, однако на самой тонкой стороне выступления останется меньше материала. Несоосность также может привести к тому, что крепежный винт будет входить под углом при сборке петли с жесткой сопрягаемой деталью.
Неполные резьбы и износ метчика
Износ метчика может привести к изменению формы резьбы, качества поверхности и эффективного размера. Поврежденный входной участок может способствовать перекосу резьбы, а стружка, оставшаяся в глухом отверстии, — привести к ложному зацеплению или упиранию в дно. Поставщик должен определить, каким образом контролируются размер резьбы, полезная глубина, чистота и состояние метчика для данного критически важного выступа.
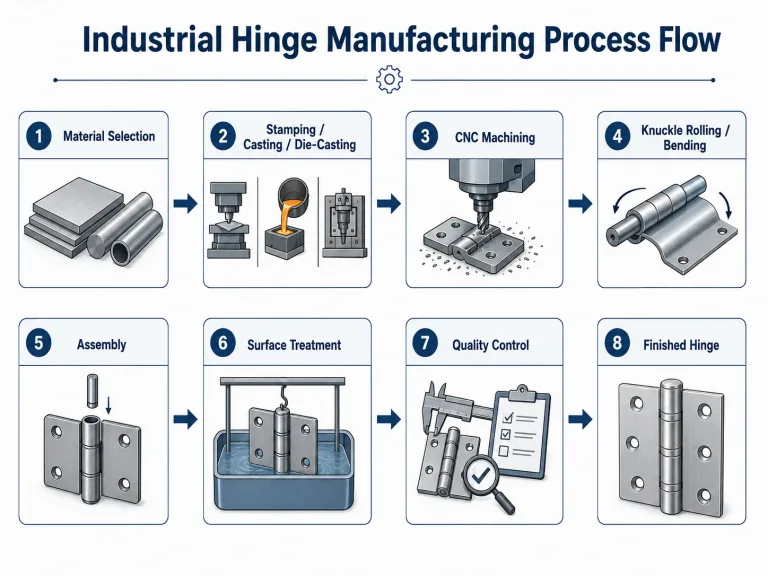
Более обширные взаимосвязи между литьем, обрезкой, механической обработкой, подготовкой деталей и контролируемой сборкой рассматриваются в Как изготавливаются шарниры с крутящим моментом. В данной статье рассматриваются исключительно резьбовые соединения и проблемы, связанные с их монтажом.
Повторные изменения в сборке приводят к изменению правильного проектного решения
Деталь с прямой резьбой может нормально работать при контролируемой однократной заводской сборке, но выйти из строя после многократного демонтажа. Каждый рабочий цикл может привести к повреждению ведущей резьбы, попаданию мусора, износу боковых поверхностей, изменению смазки или смещению винта относительно оси.
| Условия обслуживания | Предпочтительное направление старта | Требуется проверка |
|---|---|---|
| Одна контролируемая заводская установка | Литье с прямым отводом может быть допустимо | Запас крутящего момента, функция зажима и данные разрушающих испытаний образцов |
| Периодическое плановое техническое обслуживание | Прямая резьба или вставка в зависимости от зазора в выступе и возможности доступа | Проведено испытание на многократную сборку с использованием реального винта и инструмента |
| Частое удаление полей | Рассмотрите вариант со стальной, нержавеющей или латунной вставкой | Опишите конструкцию вставки, винта, способ фиксации и порядок технического обслуживания |
| Высокая зажимная сила в компактном выступе | Вставка, увеличенный выступ, модифицированное крепежное устройство или сквозной болт | Испытания зажимов на уровне соединений и испытания на разрушение |
| Высокая постоянная температура | Проверить релаксацию с прямой резьбой и совместимость вставок | Сохранность зажима после воздействия проектной температуры |
| Неконтролируемые полевые инструменты | Следует меньше полагаться на интуицию установщика; использовать надёжную архитектуру удержания данных | Сервисный инструмент, контроль момента затяжки и анализ случаев ненадлежащего использования |
Вставка не является панацеей. Отливка по-прежнему должна удерживать вставку, а процесс установки может привести к расколу или деформации слабого выступа. Впрессованные, саморезьные, влитые в отливку и устанавливаемые дополнительно резьбовые вставки создают различные радиальные нагрузки, предъявляют разные требования к монтажу и отличаются по эксплуатационным характеристикам. Тип вставки, глубина установки, сопротивление вытягиванию или крутящему моменту, а также порядок замены должны определяться с учётом конкретного проекта.
Совместное исправление чертежа и инструкции по сборке
На чертеже, где указано лишь «резьбовое отверстие M5», остаются не определёнными несколько факторов, критичных с точки зрения надежности. Чертеж изделия, технические условия на крепеж и инструкция по сборке должны согласовываться в отношении одного и того же соединения.
| Поле управления | Что указать | Почему это важно |
|---|---|---|
| Внутренняя резьба | Размер, шаг, класс или допуск, а также требование к полной резьбе | Предотвращает формирование неправильной или неполной нити |
| Эффективное взаимодействие | Минимальное Le с утвержденным винтом | Определяет фактическую несущую длину |
| Глубина полезного отверстия | Глубина резьбы плюс зазор на дне | Предотвращает удар о дно и ложный крутящий момент |
| Геометрия босса | B, t, r, e, локальные ребра и минимальная толщина основания | Обеспечивает опору для резьбы и передает предварительную нагрузку на корпус шарнира |
| Крепеж | Материал, класс свойств (если применимо), отделка, точка и утвержденный источник | Контролирует прочность, коэффициент трения и совместимость резьбы |
| Соединение шайбы и подшипника | Тип шайбы, форма головки, диаметр седла и допустимая зенковка | Контроль трения подшипников и локального давления |
| Смазочный материал или фиксатор резьбы | Точное название продукта, место применения, количество и условия отверждения | Обеспечивает контроль трения и повторяемость сборки |
| Момент затяжки | Значение, утвержденное в рамках проекта, допуск инструмента, скорость и метод запуска | Регулировка предварительной нагрузки и перерегулирования |
| Повторное использование сервисов | Допустимое количество узлов и требования к их замене | Предотвращает непроверенное повторное использование |
| Вставить при использовании | Тип, материал, порядок монтажа, глубина и приемка | Предотвращает замену неразрешенных вставок |
Не следует копировать значение момента затяжки из типовых таблиц без уточнения материала внутренней резьбы, геометрии втулки, вида поверхности винта, смазочного материала, шайбы и требуемого зажимного усилия. В типовых таблицах часто предполагается использование стальной гайки или иные условия трения. Внутренняя резьба, изготовленная методом литья под давлением, может оказаться самым слабым элементом соединения.
Проверить переработанную сборку с учетом реальных условий монтажа
Резьбовой калибр позволяет проверить размер резьбы. Однако он не гарантирует, что резьбовой выступ выдержит нагрузки в условиях серийного производства, обеспечит требуемое зажимное усилие, выдержит многократные циклы эксплуатации или сохранит исправность после воздействия температурных нагрузок. При проверке необходимо воспроизвести реальные условия: форму отливки, качество поверхности, тип крепежа, шайбу, химический состав, инструмент, угол доступа и сопрягаемый компонент.
- Определите точный образец: укажите модель шарнира, сплав отливки, номер полости или партии (если известно), вид поверхности, версию механической обработки, состояние вставки и характеристики резьбы.
- Проверьте геометрию: измерить полезную глубину резьбы, эффективную длину зацепления винта, размеры буртика, нижний зазор, длину винта и состояние посадки.
- Проверьте резьбу: Используйте утвержденный резьбовой калибр и проверьте шаг резьбы, стружку, покрытие и дно глухого отверстия.
- Сборка репродукции: используйте производственный винт, шайбу, смазку или фиксатор резьбы, отвертку, скорость, зажимное приспособление и угол доступа.
- Характеристики крутящего момента: собирать данные о ходе работы и отключении, если это позволяет оборудование; выяснять причины аномального раннего роста крутящего момента или его превышения.
- Проверьте работу зажима: Убедитесь, что шарнир полностью входит в гнездо и обеспечивает требуемое функционирование соединения без повреждения местных выступов.
- Установить маржу: применить утвержденный для данного проекта метод разрушающего или неразрушающего контроля к отдельным образцам с целью выяснения характера разрушения и определения имеющегося запаса прочности.
- При необходимости повторите сборку: проверить утверждённое количество циклов демонтажа и повторной установки в ходе реальной эксплуатации.
- Осмотрите испытанный на прочность выступ: Уточните, произошла ли поломка в результате сдвига внутренней резьбы, растрескивания выступления, вырыва вставки, выхода винта из строя или повреждения седла подшипника.
- Повторное тестирование после соответствующего воздействия: Учитывайте такие факторы, как температура, коррозия, очистка или вибрация, только в том случае, если они могут повлиять на состояние самого соединения.
Границы валидации: Образец, выдержавший одну установку, не считается автоматически пригодным для повторного использования в эксплуатационных условиях. Образец, прошедший проверку с помощью пробника, не считается автоматически пригодным для указанного зажимного усилия. Каждое испытание дает ответ на свой вопрос.
Пример из практики проектирования композитных материалов: проблема заключалась не только в настройке крутящего момента
Это смотанный инженерный сценарий, созданный для объяснения логики выбора. Он не является документацией по проекту заказчика или заявлением о результатах испытаний продукции.
Производитель оригинального оборудования (OEM) устанавливает шарнир для оборудования, изготовленный методом литья под давлением из цинкового сплава, с помощью двух машинных винтов. Некоторые шарниры собираются правильно, в то время как у других резьба срывается до того, как привод достигает запрограммированного предела остановки. Немедленным решением проблемы становится уменьшение крутящего момента.
Осмотр выявил четыре взаимосвязанных фактора. Утвержденный винт длиннее, чем винт предыдущего прототипа. Стружка на дне глухого отверстия уменьшает доступный зазор. Полезная глубина резьбы меньше номинальной глубины резьбового отверстия. Кроме того, у одного из выступов имеется участок с тонкой стенкой вблизи литникового кармана. Уменьшение крутящего момента позволяет выполнить сборку, однако шарнир не всегда плотно прилегает к раме.
- Разделение процессов осаждения и отмывки: Сравните длину винта с измеренной рабочей глубиной и осмотрите наконечник винта.
- Правильное эффективное взаимодействие: Определить полную глубину резьбы, зазор на дне и допустимую длину резьбы.
- Обзор поддержки боссов: увеличить объем местного материала или переместить карман в том месте, где его толщина недостаточна.
- Проверьте состояние сборки: Укажите тип резьбы, инструмент, скорость и допустимый момент затяжки с учетом измененной конструкции соединения.
- Проверка работы зажима и определение режима отказа: проверить полную посадку, требуемую совместную работу и запас прочности, специфичный для данного проекта, на отдельных образцах.
Окончательная корректировка заключается не просто в том, чтобы «уменьшить крутящий момент». Она устраняет ложный крутящий момент, возникающий при упирании, восстанавливает рабочее сцепление, укрепляет локальный путь передачи нагрузки и затем устанавливает параметры сборки для реального соединения.
Контрольный список по срыву резьбы на литых шарнирах
| Проверить | Необходимые доказательства | Статус «Пропавший без вести» |
|---|---|---|
| Неисправный интерфейс | Внутренняя литая резьба, винтовая резьба, вставка, панельная резьба или дно глухого отверстия | Требуется анализ неисправности |
| Литейный сплав и состояние | Точный состав сплава, вид отделки, партия или форма (при наличии данных) | Требуется подтверждение от поставщика |
| Внутренняя резьба | Размер, шаг, допуск, результат измерения, состояние резьбы | Требуется обновление чертежа или результатов проверки |
| Эффективное взаимодействие Le | Измеренный контакт по всей длине резьбы с утвержденным винтом | Требуется техническая экспертиза |
| Полезная глубина глухого отверстия | Целостность резьбы, биение, зазор в нижней части, чистота | Требуется проверка |
| Технические характеристики винтов | Длина, материал, класс свойств (если применимо), точка, отделка, утвержденный источник | Требуется подтверждение от поставщика |
| Геометрия босса | B, t, r, e, толщина основания, соотношение ребер и углублений | Требуется проверка чертежа |
| Качество литья | Раздел, схема участка или утвержденный внутренний осмотр, если это обосновано | Связанные с конкретным проектом |
| Химия сборки | Сухость, смазка, резьбовой фиксатор, количество и условия отверждения | Требуется подтверждение процесса |
| Состояние водителя | Тип инструмента, настройка, допуск, скорость, сверло, угол доступа | Требуется рабочая инструкция |
| Состояние сидений | Петля полностью входит в гнездо перед закрытием, не упираясь винтом в дно | Требуется проверка работоспособности |
| Момент затяжки | Значение, утвержденное в рамках проекта на основе результатов фактических совместных испытаний | Будет подтверждено |
| Повторное обслуживание | Допустимое количество сборок и правила замены | Связанные с конкретным проектом |
| Вставить технические характеристики | Тип, материал, способ монтажа, глубина, фиксация и способ обслуживания | Обязательно при использовании |
| Результат проверки | Функция зажима, допуск, режим отказа и прослеживаемость образца | Требуется утверждение образца |
В предварительной рекомендации могут быть указаны вероятные причины и предпочтительные меры по устранению неисправностей. В ходе инженерной экспертизы необходимо подтвердить геометрию соединения и путь передачи нагрузки. Сертификация образца распространяется на испытанное литье, винт, качество поверхности, химическое состояние и процесс сборки. Для получения разрешения на серийное производство необходимо обеспечить воспроизведение тех же контролируемых исходных параметров.
Окончательное правило: не следует рассматривать срыв резьбы исключительно как проблему, связанную с усилием затяжки
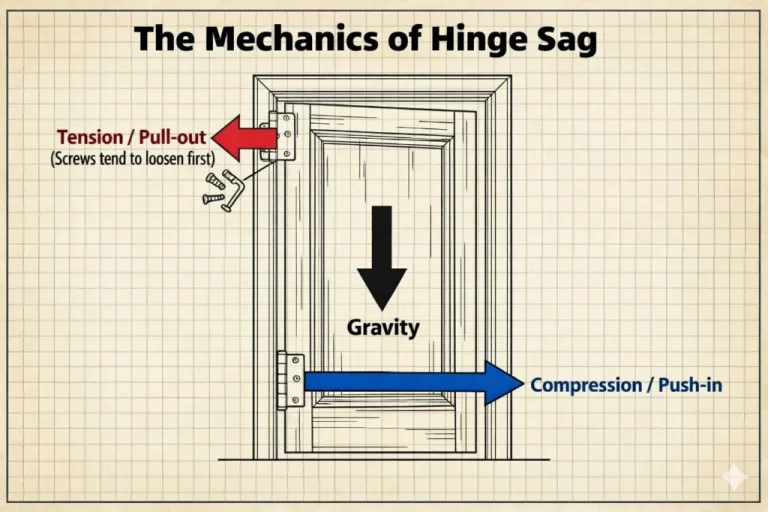
Срыв резьбы на литых шарнирах является неисправностью соединительной системы. На результат влияют внутреннее резьбовое соединение, выступ, отливка, винт, шайба, смазочный материал, инструмент, соприкасающиеся поверхности и цикл эксплуатации. Снижение момента затяжки без проверки надежности зажима может привести к тому, что очевидная неисправность сборки в процессе эксплуатации проявится в виде ослабления шарнира.
Сначала определите неисправный элемент. Затем определите фактическую глубину зацепления, а не номинальную глубину отверстия, проверьте опору выступов и качество литья, проконтролируйте точное положение крепежа и условия трения, а также проведите проверку серийной сборки. Используйте резьбовую вставку или доработанную конструкцию крепления, если прямое литье не может обеспечить надежный запас прочности или повторяемый срок службы.
Для обзора конкретного проекта, прислать чертеж шарнира, информацию о литейном сплаве, сечение втулки, технические характеристики винтов, момент затяжки при сборке, информацию о смазочном материале или фиксаторе резьбы, фотографии повреждений и образцы поврежденных деталей.
Вопросы и ответы
Почему винт в литой петле вращается, не затягиваясь?
Возможно, резьба на литом изделии сорвалась, однако винт также мог упереться в глухое отверстие, попасть в перекрестную резьбу, не совпадать по шагу, заблокироваться стружкой или покрытием либо быть поврежденным сам по себе. Перед определением причины неисправности необходимо осмотреть винт, следы попадания материала отливки, пригодную глубину отверстия, состояние входной части и сопрягаемую резьбу.
Может ли снижение момента затяжки сборки предотвратить срыв резьбы на литых деталях?
Это может снизить мгновенную нагрузку, но при этом может привести к недостаточному усилию зажима. Правильное значение момента затяжки зависит от конкретного отливка, типа соединения, геометрии выступ, поверхности винта, шайбы, смазочного материала или фиксатора резьбы, инструмента для затяжки, а также от требуемой функциональности соединения. Устраните причину неисправности, а затем проверьте правильность выбранного значения момента затяжки на реальной сборке.
Какой шаг резьбы необходим для литой петли?
Универсального коэффициента зацепления, применимого ко всем петлям, изготовленным методом литья под давлением из цинка или алюминия, не существует. Требуемая эффективная длина зацепления зависит от конкретного сплава, качества материала отливки, размера резьбы, геометрии выступ, прочности винта, зажимной нагрузки, условий трения, температуры и количества рабочих циклов. Следует использовать полную длину зацепления, а не номинальную глубину глухого отверстия, и проверить фактическое соединение.
В каких случаях в литой под давлением петле следует использовать резьбовую вставку?
Следует рассмотреть возможность использования вставки в тех случаях, когда крепежный винт приходится неоднократно извлекать, у детали, изготовленной методом прямого литья, ограничен запас на снятие, выступ имеет компактную форму, усилие зажима высокое или процесс сборки на месте не позволяет надежно защитить мягкую внутреннюю резьбу. При этом деталь, изготовленная методом литья, должна быть спроектирована и испытана таким образом, чтобы удерживать выбранную вставку.
Достаточно ли проверки резьбовым щупом GO/NO-GO, чтобы убедиться в прочности резьбы петли?
Нет. Резьбовой калибр проверяет соответствие резьбы заданному размеру или допускам. Он не подтверждает достаточное эффективное зацепление, толщину стенки втулки, качество литья, зажимное усилие, зазор при сборке, ресурс многократного использования или устойчивость к конкретным производственным нагрузкам и условиям трения. Эти параметры требуют проверки на уровне соединения.