
¿Por qué se estropean las roscas de las bisagras de fundición a presión durante el montaje?
Análisis de fallos y control de montaje
El desgaste de la rosca de una bisagra de fundición a presión suele parecer un simple error de montaje: el tornillo gira, la cabeza deja de avanzar y la unión no aguanta el par de apriete. El fallo real puede haber tenido su origen mucho antes: en la geometría del saliente, la porosidad de la pieza fundida, la profundidad de la rosca, la longitud del tornillo, la acumulación de recubrimiento, el ajuste del destornillador, el estado del lubricante o la decisión de utilizar una rosca directa cuando un uso repetido requería un inserto.
Esta guía explica cómo diagnosticar el desgaste de la rosca de una bisagra de fundición a presión sin confundirlo con un enroscado cruzado, daños en el tornillo, el toque de fondo en un orificio ciego o el desgaste de las roscas del marco del armario. A continuación, muestra cómo los ingenieros y los equipos de calidad pueden corregir el plano, las instrucciones de montaje y el plan de validación de muestras antes de que el mismo fallo llegue a la fase de producción.
Diagnóstico rápido: ¿Qué suele estropear la rosca de una bisagra de fundición a presión?
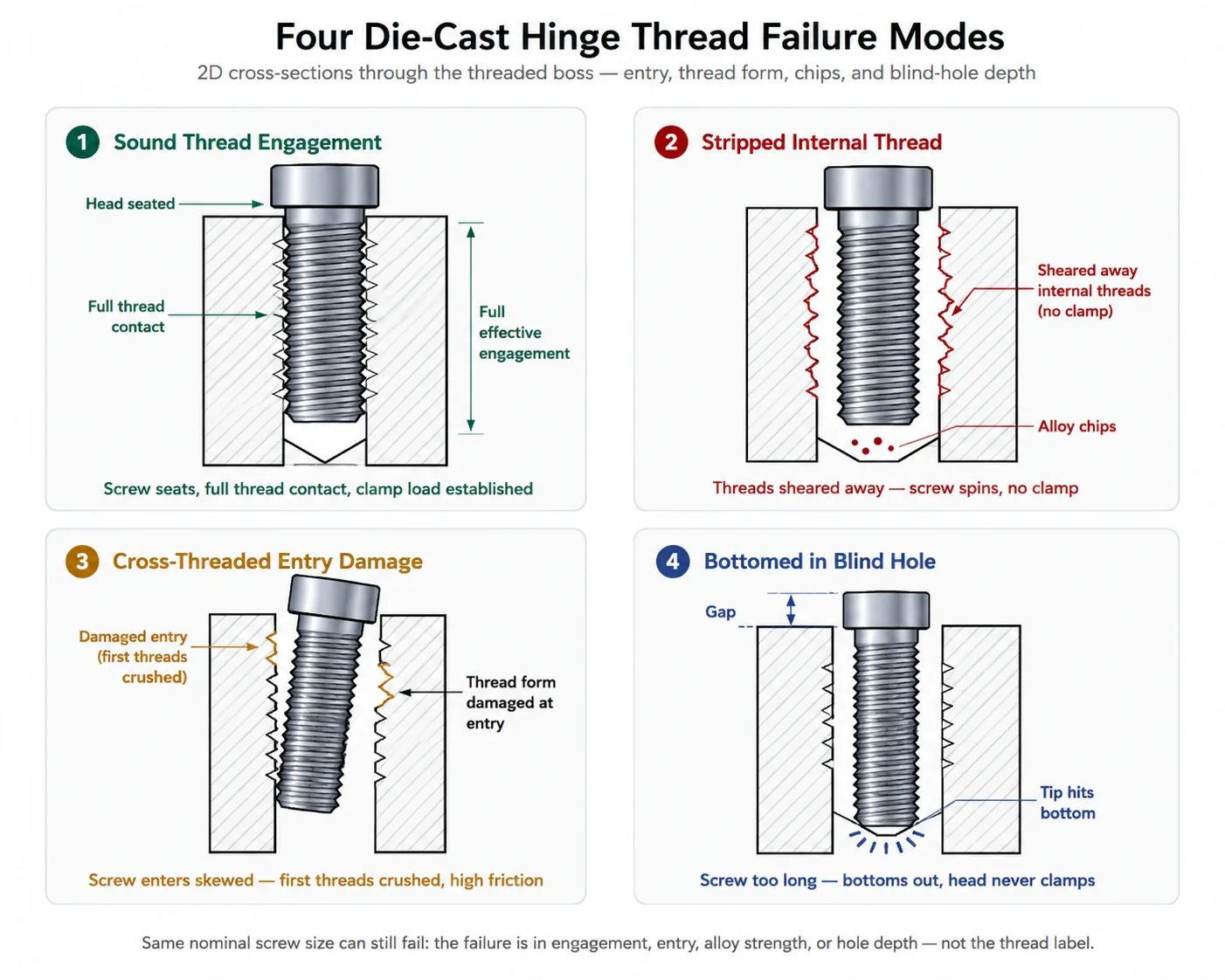
La rosca de una bisagra de fundición a presión se desgasta cuando la rosca interna no puede soportar la carga axial generada durante el apriete. Las causas más habituales son un acoplamiento efectivo insuficiente, una carga de sujeción excesiva derivada de las condiciones reales de par y fricción, un saliente débil o mal apoyado, roscas incompletas o dañadas, un tornillo que toca fondo antes de la sujeción y montajes repetidos que desgastan progresivamente la pieza fundida.
No corrijas el problema reduciendo el par de apriete a ciegas. Un ajuste más bajo del atornillador puede ocultar el fallo y dejar una carga de sujeción insuficiente. Lo correcto es determinar si la unión ha fallado debido a la geometría, el material, la calidad de fabricación, la selección de los elementos de fijación, la fricción durante el montaje, la frecuencia de uso o una combinación de todas estas condiciones.
Confirmar qué subproceso o interfaz ha fallado realmente
Es posible que el tornillo gire sin que se genere carga de sujeción, pero ese síntoma no demuestra que la rosca interna fundida a presión se haya estropeado. Conserva los componentes defectuosos y determina qué superficie ha sufrido alteraciones.
| Condición observada | Mayor probabilidad de fracaso | Documentación que hay que comprobar |
|---|---|---|
| Se introduce material de fundición blando en las roscas del tornillo | Desenroscado interno de roscas en piezas de fundición a presión | Flancos de rosca cortados, primeras roscas de acoplamiento dañadas, reducción del material del saliente |
| Las crestas de la rosca están aplanadas o desgarradas, mientras que el saliente parece intacto | Daños en la rosca exterior | Calidad del elemento de fijación, rosca de entrada dañada, forma o paso de rosca incorrectos |
| El tornillo entra en ángulo y se atasca enseguida | Desalineación de la rosca o del eje del orificio | Daños en la entrada, contacto asimétrico de la rosca, fijación o ángulo de acceso |
| El tornillo queda bien apretado, pero la bisagra sigue suelta | Alcance del fondo de un agujero ciego | Longitud del tornillo, profundidad útil de la rosca, residuos o recubrimiento en el fondo del orificio |
| El tornillo no gira al girarlo con la mano | Paso incorrecto, rosca principal dañada, acumulación de residuos, astillas o roscado incompleto | Calibre de rosca, tornillo de ajuste, inspección del interior del orificio |
| El cuerpo de la bisagra sigue en buen estado, pero la rosca del panel del armario se ha salido | Fallo del sustrato de montaje | Espesor del panel, estructura de soporte, inserto o placa de montaje |
| Las abrazaderas de unión quedan bien ajustadas al principio, pero se aflojan tras la operación. | Pérdida de precarga, asentamiento, aflojamiento por vibraciones, fluencia o incrustación en la superficie del cojinete | Marcas de referencia, par de apriete aplicado, hendiduras en la superficie, movimiento de la unión |
Guarda juntos el tornillo defectuoso, la bisagra, la arandela y el registro del montaje. Limpiar el tornillo antes de documentar el material de fundición transferido puede eliminar la mejor prueba del cizallamiento de la rosca. Anota el tipo de llave, el valor de par, el lote del elemento de fijación, el lubricante o fijador de roscas, la longitud del tornillo, el número de montajes anteriores y si el tornillo llegó al fondo del orificio.
Si la rosca defectuosa pertenece al panel de la puerta o al bastidor del equipo, y no a la pieza fundida de la bisagra, utilice la guía independiente para placas de fijación de bisagras y refuerzo del marco. En esa página se tratan la extracción del sustrato, la deformación de los paneles finos y la selección de la placa de soporte.
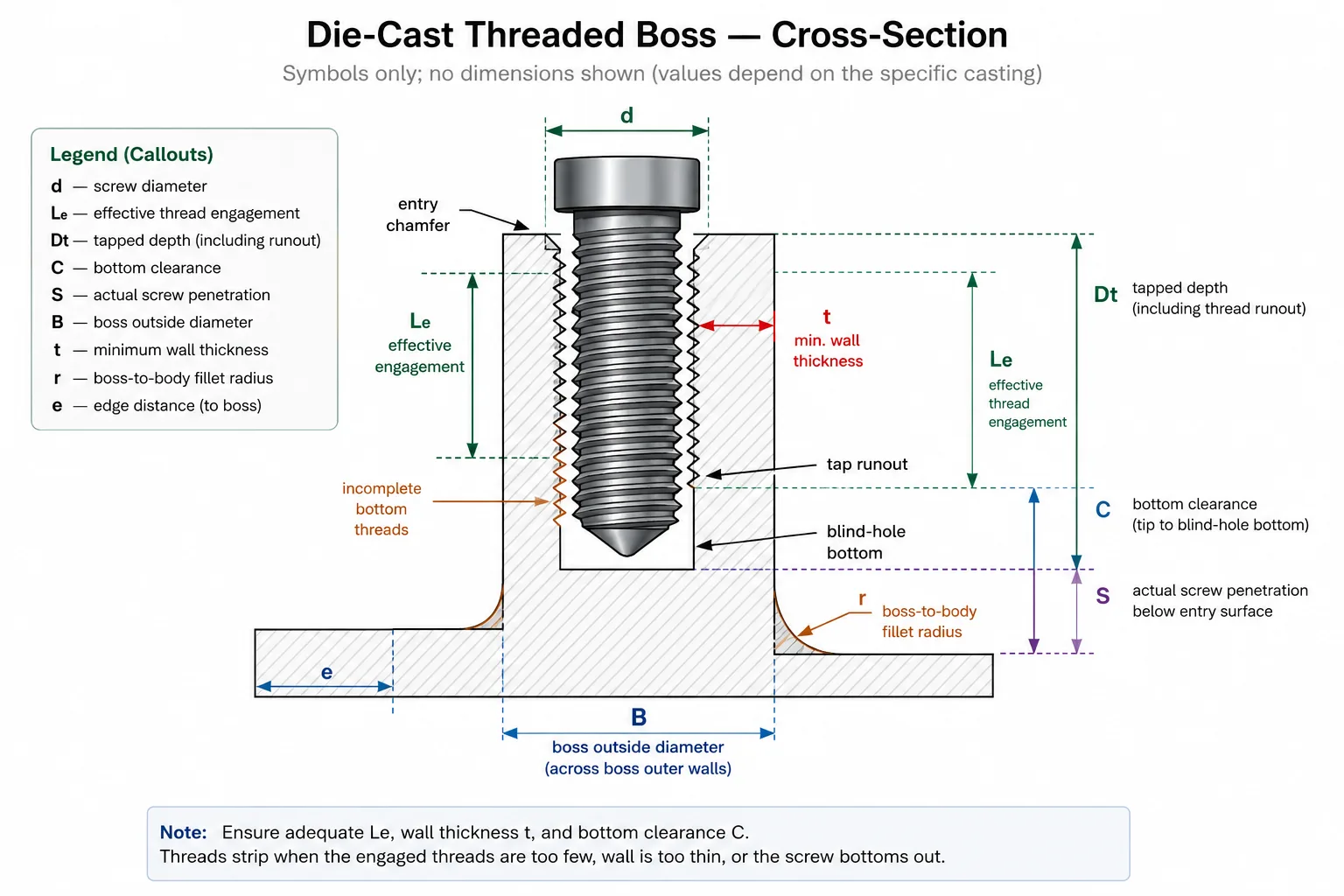
El acoplamiento efectivo de la rosca no es lo mismo que la profundidad del orificio
Un orificio ciego puede parecer lo suficientemente profundo en el plano, pero ofrecer un acoplamiento útil mucho menor. El paso de rosca del tornillo, las roscas inferiores incompletas, la desviación del macho de roscar, el avellanado, el recubrimiento, los residuos y el espacio libre necesario en la parte inferior reducen la longitud que realmente soporta la carga.
A modo de razonamiento preliminar, el área de corte de la rosca interna aumenta con la circunferencia efectiva en contacto y la longitud de contacto. Una relación simplificada es la siguiente:
Relación de cribado: La resistencia al desgarro de la rosca interna suele aumentar con π × dm × Le × τpermitirdonde dm es el diámetro efectivo de la rosca, Le es una participación efectiva, y τpermitir es la tensión de cizallamiento admisible específica del proyecto para la pieza fundida en cuestión. No se trata de una ecuación definitiva para el diseño de la rosca.
Esta relación explica por qué la profundidad nominal del orificio por sí sola no es suficiente. Un orificio más largo no mejora la resistencia cuando esa longitud adicional contiene roscas incompletas o cuando el tornillo no llega hasta ella. Por el contrario, aumentar el acoplamiento sin aumentar el apoyo del saliente puede hacer que la rotura se produzca en la pared del saliente o en la pieza de fundición circundante.
| Dimensión o condición | Qué controla | Error típico en las especificaciones |
|---|---|---|
| Profundidad nominal de rosca Dt | Profundidad total indicada para la operación de roscado | Se considera que equivale a una participación plena y efectiva |
| Participación efectiva Le | Longitud del contacto total entre la rosca interna y la externa | No se calcula tras la entrada, la salida y la holgura inferior |
| Enganche del tornillo Ls | Longitud del tornillo que penetra realmente en toda la rosca interna | El tornillo corto solo utiliza las primeras roscas |
| Distancia al suelo C | Evita que el tornillo toque fondo antes de que se alcance la carga de sujeción | No se tiene en cuenta la geometría de la viruta, el recubrimiento ni la punta |
| Chaflán o avellanado de entrada | Facilita el montaje y elimina los bordes afilados del plomo | Una entrada de tamaño excesivo elimina demasiadas roscas portantes |
| Excentricidad de la rosca R | Transición a roscas inferiores incompletas | Incluido como interacción válida |
El par de montaje genera una fuerza de sujeción mediante la fricción
El tornillo aplica un par, pero la rosca cede debido a las cargas de contacto axiales y locales producidas por ese par. Solo una parte del par aplicado se convierte en precarga útil. El resto se consume por la fricción en las roscas y bajo la cabeza del tornillo o la arandela.
Una relación preliminar habitual es:
Relación preliminar de par: F ≈ T / (K × d)donde F es la precarga estimada, T es el par de apriete de montaje, d es el diámetro nominal del tornillo, y K es un factor relacionado con la fricción. El valor de K no es universal y varía en función del acabado, el lubricante, el fijador de roscas, la arandela, la contaminación y el estado de la superficie.
Por eso, un par de apriete que funcionaba con un tornillo galvanizado en seco puede sobrecargar esa misma rosca fundida cuando el elemento de fijación está lubricado o presenta un recubrimiento diferente. Una menor fricción puede generar una precarga mayor con el mismo par de apriete indicado. Una mayor fricción puede provocar el problema contrario: el atornillador alcanza el par de apriete ajustado antes de que se desarrolle la carga de sujeción adecuada.
ISO 16047 especifica las condiciones para los ensayos de par y fuerza de sujeción de los elementos de fijación roscados y sus componentes. Ayuda a definir cómo se miden el par y la fuerza de sujeción, pero no establece un par de montaje correcto para un saliente de bisagra fundido a presión, ni define la porosidad aceptable de la pieza fundida, ni demuestra que una junta de bisagra concreta sea adecuada para la producción. Esos límites siguen dependiendo de cada proyecto concreto.
| Modificación del montaje | Posible efecto con la misma configuración del controlador | Respuesta obligatoria |
|---|---|---|
| El tornillo lubricado sustituye al tornillo seco | Mayor precarga y mayor riesgo de desprendimiento | Comprueba de nuevo el par de apriete y el estado de las abrazaderas |
| Se ha añadido fijador de roscas | Fricción y variación del par de apriete nominal | Comprueba el producto exacto y las condiciones de curado |
| Se ha retirado o cambiado la arandela | Fricción del rodamiento y variación de la presión superficial | Comprueba tanto la precarga como los daños en el asiento de la bisagra |
| Cambios en el recubrimiento de los elementos de fijación | Cambios en la relación entre par y tensión | Comprobar el acabado de los elementos de fijación aprobados |
| El atornillador de impacto sustituye al destornillador de control manual | Los picos dinámicos y el sobreimpulso pueden aumentar | Utiliza una herramienta validada y un método de revisión |
| Aumentos automáticos de la velocidad del conductor | La temperatura, el comportamiento de los asientos y el sobreimpulso de cierre pueden variar | Comprobar la velocidad y las prestaciones de la herramienta |
La geometría del patrón determina si la rosca es compatible
Una rosca puede tener un acoplamiento adecuado sobre el papel y, aun así, desgastarse porque el saliente circundante no puede soportarla. El diámetro exterior del saliente, el espesor de la pared, el radio de redondeo, la distancia hasta un borde libre, la conexión con la nervadura y la sección local de fundición determinan cómo se transmite la carga de la rosca al cuerpo de la bisagra.
Entre los fallos geométricos más comunes se incluyen un saliente estrecho que se expande o se agrieta durante el apriete, una rosca situada demasiado cerca de un borde, una transición brusca entre el saliente y el cuerpo, una rosca profunda rodeada por una pared delgada o un saliente unido a la hoja de la bisagra a través de una sección plana sin soporte. Los asientos de tornillos avellanados pueden suponer otra vía de fallo, ya que la cabeza cónica genera una expansión radial además de la carga de sujeción axial.
| Característica «Boss» | Riesgo de fallo en caso de insuficiencia | Revisión del diseño |
|---|---|---|
| Diámetro exterior B | Expansión, división o cizallamiento local | Revisa el material restante alrededor de la raíz del hilo |
| Espesor de la pared t | Aparición de grietas o deformaciones antes de alcanzar la carga máxima de sujeción | Comprueba la sección local más delgada, no solo el diámetro nominal del saliente. |
| Radio del chaflán r | Elevada tensión en la transición entre el vástago y el cuerpo | Utiliza una transición moldeable y comprueba el acceso de las herramientas |
| Distancia al borde e | Salida hacia un borde o una cavidad cercana | Revisa la dirección real de la carga y el riesgo de porosidad |
| Soporte para las costillas | Inclinación o flexión del husillo bajo la precarga del tornillo | Conecta el casquillo a una sección estructural sin crear puntos de mayor espesor |
| Geometría del avellanado | Expansión radial y aplastamiento local | Comprueba el ángulo de la dirección, el contacto del sillín, la profundidad y el apoyo del eje |
| Espesor de la base del orificio ciego | Grietas o roturas en la parte inferior | Mantén el material específico del proyecto por debajo del orificio taladrado o roscado |
El diseño adecuado de la cabeza de tornillo depende del material. Las piezas fundidas de zinc y aluminio difieren en cuanto a las propiedades de la aleación, el comportamiento durante la fundición, la capacidad para reproducir detalles compactos, la respuesta a la temperatura y la geometría necesaria en torno a las roscas. Esas consideraciones generales deben tenerse en cuenta en el Guía de bisagras de fundición a presión de aleación de zinc frente a aleación de aluminio.
Los defectos de fundición y roscado pueden reducir la longitud útil de la rosca
Es posible que el plano sea correcto, pero que el saliente resultante no lo sea. Los poros debidos a la fundición a presión, las imperfecciones de soldadura en frío, los huecos debidos a la contracción, las películas de óxido, las inclusiones localizadas, las desviaciones de taladrado, los machos desgastados, una profundidad de roscado incorrecta, las virutas y las roscas de guía dañadas pueden reducir la cantidad de material sano que soporta la carga del tornillo.
Porosidad cerca de la raíz de la rosca
La superficie externa visible no revela el estado interno en torno al orificio roscado. La porosidad que atraviesa la raíz de la rosca reduce la trayectoria de cizallamiento continua y puede dar lugar a una superficie de rotura irregular. Cuando las roturas se agrupan por cavidad, lote, ubicación del saliente o lote de mecanizado, puede estar justificado realizar un corte transversal u otro método de inspección interna aprobado para el proyecto.
Alineación del taladrado y el roscado
Un orificio taladrado fuera del eje provoca una profundidad de rosca irregular en toda la circunferencia. Es posible que el calibre de rosca entre, pero el lado más delgado del saliente tiene menos material. La desalineación también puede hacer que el tornillo de montaje entre en ángulo cuando la bisagra se ensambla contra una pieza de acoplamiento rígida.
Roscas incompletas y desgaste de la rosca
El desgaste del macho de roscar puede alterar la forma de la rosca, la calidad de la superficie y el tamaño efectivo. Una entrada dañada puede favorecer que la rosca se desalinee, mientras que las virutas que quedan en un agujero ciego pueden provocar un asentamiento incorrecto o que el macho toque fondo. El proveedor debe definir cómo se controlan el tamaño de la rosca, la profundidad útil, la limpieza y el estado del macho de roscar para el saliente crítico.
La relación general entre la fundición, el desbarbado, el mecanizado, la preparación de componentes y el montaje controlado se trata en Cómo se fabrican las bisagras de torsión. Este artículo se limita a la característica roscada y a su fallo de montaje.
Los cambios repetidos en el montaje modifican la elección correcta del diseño
Una pieza fundida con rosca directa puede funcionar correctamente en un montaje único y controlado en fábrica, pero fallar tras repetidos desmontajes. Cada ciclo de servicio puede dañar la rosca principal, transferir residuos, desgastar los flancos, alterar la lubricación o provocar que el tornillo comience a girar fuera del eje.
| Condiciones del servicio | Dirección de salida preferida | Se requiere validación |
|---|---|---|
| Una instalación industrial controlada | La fundición con toma directa podría ser aceptable | Margen de par, función de sujeción y pruebas destructivas de muestras |
| Mantenimiento programado ocasional | Rosca directa o inserto, en función del margen del saliente y del acceso | Prueba de montaje repetido definida utilizando el tornillo y la herramienta reales |
| Eliminación frecuente de campos | Considera la posibilidad de utilizar un inserto de acero, acero inoxidable o latón | Repasa el inserto, el tornillo, el método de fijación y el procedimiento de mantenimiento |
| Elevada capacidad de sujeción en un saliente compacto | Inserto, saliente más grande, elemento de fijación revisado o perno pasante | Ensayos de sujeción y rotura a nivel de las uniones |
| Temperatura elevada y constante | Revisar la relajación de la rosca directa y la compatibilidad de los insertos | Retención de la abrazadera tras la exposición a la temperatura del proyecto |
| Herramientas de campo no controladas | Reducir la dependencia de la «sensación» del instalador; utilizar una arquitectura de retención sólida | Herramienta de mantenimiento, control del par y revisión de usos indebidos |
Un inserto no es una solución automática. La pieza fundida debe seguir sujetando el inserto, y el proceso de inserción puede partir o deformar un saliente débil. Los insertos roscados a presión, autorroscantes, integrados en la pieza fundida e instalados posteriormente generan diferentes cargas radiales, requisitos de instalación y comportamientos en servicio. El tipo de inserto, la profundidad de instalación, la resistencia a la extracción o al par de apriete y la política de sustitución deben adaptarse específicamente a cada proyecto.
Corregid juntos el plano y las instrucciones de montaje
Un plano en el que solo figure la indicación «Orificio roscado M5» deja sin definir varias condiciones críticas para el fallo. El plano del producto, la especificación de los elementos de fijación y las instrucciones de montaje deben coincidir en lo que respecta a dicha unión.
| Campo de control | Qué hay que especificar | Por qué es importante |
|---|---|---|
| Rosca interior | Tamaño, paso, clase o tolerancia, y requisito de rosca completa | Evita que la forma de la rosca sea incorrecta o incompleta |
| Participación efectiva | L mínimoe con el tornillo homologado | Define la longitud efectiva de carga |
| Profundidad útil del orificio | Profundidad total de la rosca más holgura inferior | Evita el contacto con el fondo y el par de apriete erróneo |
| Geometría del jefe | B, t, r, e, nervaduras locales y espesor mínimo de la base | Sujeta la rosca y transmite la precarga al cuerpo de la bisagra |
| Elemento de fijación | Material, clase de propiedad (si procede), acabado, punto y fuente autorizada | Controla la resistencia, la fricción y la compatibilidad de las roscas |
| Interfaz de arandela o cojinete | Tipo de arandela, forma de la cabeza, diámetro de la superficie de asiento y avellanado permitido | Controla la fricción de los cojinetes y la presión local |
| Lubricante o fijador de roscas | Producto exacto, lugar de aplicación, cantidad y condiciones de curado | Controla la fricción y la repetibilidad del montaje |
| Par de apriete de montaje | Valor aprobado para el proyecto, tolerancia de la herramienta, velocidad y método de desbaste | Controla la precarga y el sobreimpulso |
| Reutilización de servicios | Número de conjuntos permitidos y requisitos de sustitución | Evita el uso repetido sin validar |
| Insertar cuando se utilice | Tipo, material, proceso de instalación, profundidad y aceptación | Evita la sustitución de insertos no autorizados |
No copies un valor de par de una tabla genérica sin confirmar el material de la rosca interna, la geometría del saliente, el acabado del tornillo, el lubricante, la arandela y la carga de sujeción necesaria. Las tablas genéricas suelen partir de la base de que se utiliza una tuerca de acero o de unas condiciones de fricción diferentes. La rosca interna de fundición a presión puede ser el elemento más débil de la unión.
Validar la unión revisada en las condiciones reales de montaje
Un calibre de rosca confirma el tamaño de la rosca. No garantiza que el saliente resista el proceso de producción, genere la fuerza de sujeción necesaria, tolere un uso repetido o se mantenga en buen estado tras la exposición a la temperatura. La validación debe reproducir la pieza fundida real, el acabado, el elemento de fijación, la arandela, las condiciones químicas, la herramienta, el ángulo de acceso y el componente de acoplamiento.
- Identifica la muestra exacta: Anota el modelo de bisagra, la aleación de fundición, la cavidad o el lote (si se dispone de esta información), el acabado, la revisión del mecanizado, el estado del inserto y las especificaciones de la rosca.
- Comprueba la geometría: medir la profundidad útil de la rosca, el acoplamiento efectivo del tornillo, las dimensiones del saliente, el juego inferior, la longitud del tornillo y el estado de asentamiento.
- Comprueba la rosca: Utiliza el calibre de rosca homologado e inspecciona el paso de rosca, las virutas, el recubrimiento y el fondo del orificio ciego.
- Montaje de reproducción: utiliza el tornillo de producción, la arandela, el lubricante o el fijador de roscas, la llave, la velocidad, el dispositivo de sujeción y el ángulo de acceso.
- Comportamiento del par de giro registrado: Recopilar información sobre el funcionamiento y la parada, siempre que el equipo lo permita; investigar cualquier aumento anormal y prematuro del par o cualquier sobrepaso.
- Comprueba el funcionamiento de la abrazadera: Comprueba que la bisagra encaje completamente y que se consiga el funcionamiento requerido de la articulación sin que se produzcan daños en el saliente local.
- Establecer el margen: Utilizar un método destructivo o de ensayo homologado por el proyecto en muestras independientes para comprender el modo de fallo y el margen disponible.
- Repite el montaje cuando sea necesario: Comprobar el número autorizado de ciclos de desmontaje y montaje siguiendo el procedimiento de servicio real.
- Inspecciona el saliente sometido a ensayo de resistencia: Indique si el fallo se debió a un cizallamiento de la rosca interna, a una fisura en el saliente, al desprendimiento del inserto, a un fallo del tornillo o a daños en el asiento del cojinete.
- Realizar una nueva prueba tras una exposición relevante: Tenga en cuenta factores como la temperatura, la corrosión, la limpieza o la vibración únicamente cuando puedan afectar a la unión en sí.
Límites de validación: El hecho de que una muestra supere una instalación no implica que esté automáticamente aprobada para su uso repetido en campo. El hecho de que una muestra supere la prueba con un calibre de enchufe no implica que esté automáticamente aprobada para la carga de sujeción especificada. Cada ensayo responde a una pregunta diferente.
Caso práctico de ingeniería de materiales compuestos: el ajuste del par no era el único problema
Se trata de un caso hipotético de ingeniería creado para explicar la lógica de selección. No es un expediente de proyecto de un cliente ni un informe de pruebas de un producto.
Un fabricante de equipos originales (OEM) instala una bisagra de equipo fabricada mediante fundición a presión de aleación de zinc utilizando dos tornillos de máquina. Varias bisagras se montan correctamente, mientras que otras se dan de sí antes de que el atornillador alcance su punto de parada programado. La respuesta inmediata es reducir el par de apriete.
La inspección revela cuatro condiciones que interactúan entre sí. El tornillo homologado es más largo que el prototipo anterior. Las virutas acumuladas en el fondo del orificio ciego reducen el juego disponible. La profundidad útil de la rosca es menor que la profundidad nominal del roscado. Además, uno de los salientes presenta una pared local delgada cerca de una cavidad de fundición. La reducción del par de apriete permite el montaje, pero la bisagra no se asienta de forma consistente contra el bastidor.
- Distinguir entre el fondo y el desmontaje: Compara la longitud del tornillo con la profundidad útil medida y revisa la punta del tornillo.
- Compromiso efectivo y adecuado: Defina la profundidad total de la rosca, el juego inferior y la longitud autorizada del tornillo.
- Revisar la asistencia al jefe: aumentar el material local o desplazar la cavidad cuando la sección sea insuficiente.
- Comprueba el estado del montaje: Especifique el acabado del tornillo, la herramienta, la velocidad y el par de apriete autorizado en función de la unión revisada.
- Comprobar el funcionamiento de la abrazadera y los modos de fallo: Confirmar el ajuste completo, la función de unión requerida y el margen específico del proyecto en muestras independientes.
La corrección final no consiste simplemente en «aplicar menos par». Elimina el par falso que se produce al tocar fondo, restablece el acoplamiento útil, refuerza la trayectoria de carga local y, a continuación, establece un ajuste de montaje para la unión real.
Lista de comprobación para la pérdida de rosca en bisagras de fundición a presión
| Verificar | Pruebas necesarias | Situación en caso de desaparición |
|---|---|---|
| Interfaz fallida | Rosca interna de fundición, rosca de tornillo, inserto, rosca de panel o fondo de agujero ciego | Se requiere un análisis de fallos |
| Aleación de fundición y estado | Aleación, acabado, lote o cavidad exactos, cuando se disponga de dicha información | Se requiere la confirmación del proveedor |
| Rosca interior | Tamaño, paso, tolerancia, resultado del calibre, estado del hilo | Se requiere una actualización del plano o de la inspección |
| Participación efectiva Le | Contacto total de la rosca medido con un tornillo homologado | Se requiere una revisión técnica |
| Profundidad útil del agujero ciego | Roscas completas, excentricidad, holgura inferior, limpieza | Se requiere inspección |
| Especificaciones del tornillo | Longitud, material, clase de propiedad (si procede), punto, acabado, fuente autorizada | Se requiere la confirmación del proveedor |
| Geometría del jefe | B, t, r, e, espesor de la base, relación entre la nervadura y la cavidad | Se requiere revisión del plano |
| Solidez de la fundición | Sección, plano de parcelas o inspección interna aprobada, cuando proceda | Específico del proyecto |
| Química de ensamblaje | Seco, lubricante, fijador de roscas, cantidad y condiciones de curado | Se requiere la confirmación del proceso |
| Estado del conductor | Tipo de herramienta, ajuste, tolerancia, velocidad, broca, ángulo de acceso | Se requiere una instrucción de trabajo |
| Condiciones de los asientos | La bisagra debe quedar completamente encajada antes del cierre, sin que el tornillo toque fondo. | Es necesario realizar una comprobación de funcionamiento |
| Par de apriete de montaje | Valor aprobado para el proyecto basado en ensayos conjuntos reales | Por confirmar |
| Servicio repetido | Número de conjuntos permitidos y política de sustitución | Específico del proyecto |
| Especificación de la inserción | Tipo, material, instalación, profundidad, retención y método de mantenimiento | Obligatorio cuando se utiliza |
| Resultado de la validación | Función de sujeción, margen, modo de fallo y trazabilidad de las muestras | Se requiere la aprobación de la muestra |
Una recomendación preliminar puede identificar las causas probables y la solución más adecuada. La revisión técnica debe confirmar la geometría de la unión y la trayectoria de la carga. La aprobación de la muestra se aplica a la pieza fundida, el tornillo, el acabado, el estado químico y el proceso de montaje sometidos a ensayo. La aprobación de la producción requiere que se reproduzcan esos mismos parámetros controlados.
Norma definitiva: No se debe considerar el desgaste de la rosca como un problema exclusivo del par de apriete
El desgaste de la rosca de una bisagra de fundición a presión constituye un fallo del sistema de unión. La rosca interna, el saliente, la pieza fundida, el tornillo, la arandela, el lubricante, la herramienta, la superficie de contacto y el ciclo de vida útil influyen todos ellos en el resultado. Reducir el par de apriete sin comprobar el funcionamiento de la sujeción puede sustituir un fallo evidente de montaje por una bisagra suelta durante el uso.
En primer lugar, comprueba la interfaz defectuosa. A continuación, define el acoplamiento efectivo en lugar de la profundidad nominal del orificio, comprueba el apoyo del saliente y la calidad de la pieza fundida, controla las condiciones exactas de los elementos de fijación y de fricción, y valida el montaje de producción. Utiliza un inserto roscado o una arquitectura de montaje revisada cuando la fundición directa no pueda proporcionar un margen fiable o una vida útil repetida.
Para una revisión específica del proyecto, Envíe el plano de la bisagra, la aleación de fundición, la sección del saliente, las especificaciones de los tornillos, el par de apriete de montaje, el lubricante o el fijador de roscas, las fotografías de los fallos y las muestras defectuosas..
Preguntas frecuentes
¿Por qué gira un tornillo en una bisagra de fundición a presión sin que se apriete?
Es posible que la rosca interna de la pieza fundida se haya estropeado, pero el tornillo también puede haber tocado fondo en un orificio ciego, haberse atascado en la rosca, tener un paso de rosca incompatible, estar bloqueado por virutas o recubrimiento, o estar dañado. Inspecciona el tornillo, el material de fundición adherido, la profundidad útil del orificio, el estado de la entrada y la rosca de acoplamiento antes de identificar el fallo.
¿Puede evitarse el desgarro de la rosca en piezas de fundición a presión reduciendo el par de apriete durante el montaje?
Puede reducir la carga inmediata, pero también puede dar lugar a una fuerza de sujeción insuficiente. El par de apriete correcto depende de la pieza fundida concreta, el acoplamiento, la geometría del saliente, el acabado del tornillo, la arandela, el lubricante o el fijador de roscas, la llave de apriete y la función requerida de la unión. Corrija el mecanismo de fallo y, a continuación, compruebe el par de apriete revisado en el ensamblaje real.
¿Qué longitud de rosca debe tener una bisagra de fundición a presión?
No existe una relación de acoplamiento universal válida para todas las bisagras de zinc o aluminio fundido a presión. El acoplamiento efectivo necesario depende de la aleación concreta, la calidad del material de fundición, el tamaño de la rosca, la geometría del saliente, la resistencia del tornillo, la carga de sujeción, las condiciones de fricción, la temperatura y los ciclos de servicio. Utilice la longitud total de acoplamiento, no la profundidad nominal del orificio ciego, y compruebe la unión real.
¿Cuándo debe utilizarse un inserto roscado en una bisagra de fundición a presión?
Se debe considerar el uso de un inserto cuando sea necesario retirar el tornillo de fijación repetidamente, cuando la pieza fundida directa tenga un margen de desbarbado limitado, cuando el saliente sea compacto, cuando la carga de sujeción sea elevada o cuando el proceso de montaje in situ no pueda proteger de forma fiable la rosca interna blanda. No obstante, la pieza fundida debe diseñarse y someterse a ensayo para garantizar la retención del inserto seleccionado.
¿Demuestra un calibre de rosca «GO/NO-GO» que la rosca de la bisagra es lo suficientemente resistente?
No. Un calibre de rosca comprueba las dimensiones especificadas de la rosca o las características de aceptación. No garantiza un acoplamiento efectivo adecuado, el espesor de la pared del saliente, la solidez de la pieza fundida, la carga de sujeción, el margen de montaje, la vida útil repetida ni la resistencia a las condiciones exactas de funcionamiento y fricción de la producción. Estos aspectos requieren una validación a nivel de la unión.





