Por que é que as roscas das dobradiças fundidas por pressão se danificam durante a montagem
Análise de Falhas e Controlo da Montagem
A perda de rosca nas dobradiças fundidas sob pressão surge frequentemente como um simples erro de montagem: o parafuso gira, a cabeça deixa de avançar e a junta não suporta o binário. A falha real pode ter tido início muito antes — na geometria do ressalto, na porosidade da peça fundida, na profundidade da rosca, no comprimento do parafuso, na acumulação de revestimento, na configuração da chave de aperto, no estado do lubrificante ou na decisão de utilizar uma rosca direta num caso em que a manutenção repetida exigia uma pastilha.
Este guia explica como diagnosticar o desgaste da rosca de uma dobradiça fundida, sem confundir este problema com o enroscamento incorreto, danos no parafuso, encosto no fundo de um orifício cego ou desgaste das roscas na estrutura do armário. Em seguida, mostra como os engenheiros e as equipas de qualidade podem corrigir o desenho, as instruções de montagem e o plano de validação de amostras antes que a mesma falha chegue à produção.
Diagnóstico rápido: O que costuma danificar a rosca de uma dobradiça fundida sob pressão?
A rosca de uma dobradiça fundida sob pressão danifica-se quando a rosca interna não consegue suportar a carga axial gerada durante o aperto. As causas mais comuns são um encaixe efetivo insuficiente, uma carga de fixação excessiva resultante das condições reais de binário e atrito, um ressalto fraco ou mal apoiado, roscas incompletas ou danificadas, um parafuso que atinge o fundo antes de fixar e montagens repetidas que desgastam progressivamente a peça fundida.
Não resolva o problema reduzindo o binário de forma indiscriminada. Uma configuração mais baixa da chave de aperto pode ocultar a falha, mantendo, ao mesmo tempo, uma carga de aperto inadequada. A medida correta consiste em identificar se a junta falhou devido à geometria, ao material, à qualidade de fabrico, à seleção dos elementos de fixação, ao atrito durante a montagem, à frequência de utilização ou a uma combinação dessas condições.
Confirmar qual o thread ou a interface que realmente falhou
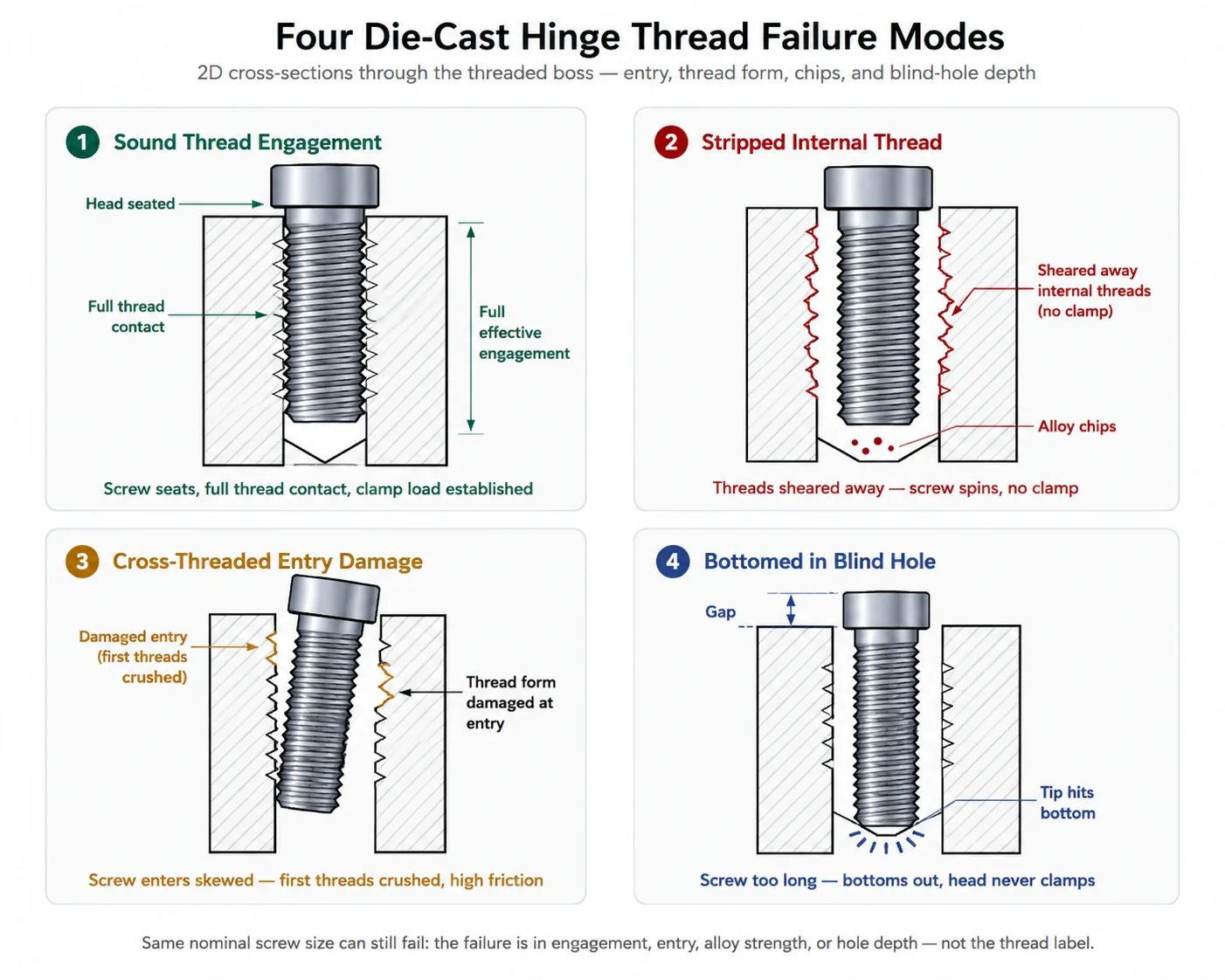
O parafuso pode rodar sem exercer qualquer força de fixação, mas esse sintoma não prova que a rosca interna fundida por pressão se tenha danificado. Guarde os componentes avariados e determine qual a superfície que sofreu alterações.
| Condição observada | Maior probabilidade de falha | Elementos a verificar |
|---|---|---|
| O material de moldagem macio é introduzido nas roscas do parafuso | Remoção interna de roscas em peças fundidas sob pressão | Flancos das roscas cortados, primeiras roscas de engate danificadas, material do ressalto reduzido |
| As cristas das roscas estão achatadas ou rasgadas, enquanto o ressalto parece intacto | Danos na rosca exterior | Qualidade do elemento de fixação, rosca de entrada danificada, forma ou passo incorreto da rosca |
| O parafuso entra em ângulo e fica preso logo no início | Desalinhamento da rosca ou do eixo do orifício | Danos na entrada, contacto assimétrico da rosca, dispositivo de fixação ou ângulo de acesso |
| O parafuso fica apertado, mas a dobradiça continua solta | Alcançar o fundo de um furo cego | Comprimento do parafuso, profundidade útil da rosca, resíduos ou revestimento no fundo do orifício |
| O parafuso não gira quando se tenta apertá-lo à mão | Passo incorreto, rosca danificada, acumulação de resíduos, lascas ou rosqueamento incompleto | Calibre de rosca, parafuso de ajuste, inspeção do furo limpo |
| O corpo da dobradiça continua em bom estado, mas a rosca do painel do armário está a soltar-se | Falha do substrato de montagem | Espessura do painel, estrutura de suporte, inserção ou placa de montagem |
| As braçadeiras de articulação ficam bem apertadas no início, mas acabam por ficar soltas após a operação | Perda de pré-carga, assentamento, afrouxamento devido à vibração, fluência ou encaixe na superfície do rolamento | Marcas de referência, binário de aperto, indentação na superfície, movimento da junta |
Guarde em conjunto o parafuso, a dobradiça, a anilha e o registo da montagem que apresentaram falha. A limpeza do parafuso antes de documentar o material de fundição transferido pode eliminar a melhor prova do cisalhamento da rosca. Registe a chave de aperto, o valor de binário, o lote do elemento de fixação, o lubrificante ou o fixador de roscas, o comprimento do parafuso, o número de montagens anteriores e se o parafuso atingiu o fundo do orifício.
Se a roscas danificada pertencer ao painel da porta ou à estrutura do equipamento, e não à peça fundida da dobradiça, utilize o guia separado para placas de fixação das dobradiças e reforço da estrutura. Essa página aborda a retirada do substrato, a deformação de painéis finos e a seleção da placa de suporte.
O engate efetivo da rosca não é o mesmo que a profundidade do orifício
Um furo cego pode parecer suficientemente profundo no desenho, mas proporcionar um encaixe útil muito menor. O passo do parafuso, as roscas inferiores incompletas, o desvio do macho, o rebaixamento, o revestimento, os resíduos e a folga inferior necessária reduzem, todos eles, o comprimento que suporta efetivamente a carga.
A título de raciocínio preliminar, a área de cisalhamento da rosca interna aumenta com a circunferência efetiva de engate e o comprimento de engate. Uma relação simplificada é a seguinte:
Relação de triagem: A resistência ao desgaste da rosca interna aumenta geralmente com π × dm × Le × τpermitir, em que dm é o diâmetro efetivo da rosca, Le é um envolvimento eficaz, e τpermitir é a tensão de cisalhamento admissível, específica do projeto, da peça fundida em questão. Esta não é uma equação definitiva para o dimensionamento da rosca.
Esta relação explica por que razão a profundidade nominal do furo, por si só, é insuficiente. Um furo mais comprido não melhora a resistência quando o comprimento adicional contém roscas incompletas ou quando o parafuso não chega até esse ponto. Por outro lado, aumentar o encaixe sem aumentar o apoio do ressalto pode fazer com que a falha se desloque para a parede do ressalto ou para a peça fundida circundante.
| Dimensão ou condição | O que controla | Erro típico nas especificações |
|---|---|---|
| Profundidade nominal da rosca Dt | Profundidade total indicada para a operação de rosqueamento | Considera-se que corresponde ao envolvimento total utilizável |
| Envolvimento eficaz Le | Comprimento do contacto total entre a rosca interna e a rosca externa | Não calculado após a entrada, o desvio e a folga inferior |
| Engate do parafuso Ls | Comprimento do parafuso que penetra efetivamente na rosca interna completa | O parafuso curto utiliza apenas as primeiras roscas |
| Distância ao solo C | Impede que o parafuso atinja o fundo antes de se desenvolver a carga de fixação | Não se tem em conta a geometria da pastilha, do revestimento ou da ponta |
| Chanfro ou escareamento de entrada | Facilita a montagem e elimina uma aresta viva | Uma entrada com dimensões excessivas retira demasiadas roscas de suporte de carga |
| Desvio da rosca R | Transição para fios inferiores incompletos | Incluído como interação válida |
O binário de montagem gera uma força de fixação através do atrito
O condutor aplica binário, mas a rosca cede devido às cargas de contacto axiais e locais produzidas por esse binário. Apenas uma parte do binário aplicado se transforma em pré-carga útil. O restante é consumido pelo atrito nas roscas e sob a cabeça do parafuso ou a anilha.
Uma relação preliminar comum é:
Relação preliminar de binário: F ≈ T / (K × d), em que F é a pré-carga estimada, T é o binário de montagem, d é o diâmetro nominal do parafuso, e K é um fator relacionado com o atrito. O valor de K não é universal e varia consoante o acabamento, o lubrificante, o fixador de roscas, a anilha, a contaminação e o estado da superfície.
É por isso que um binário que funcionava com um parafuso zincado a seco pode sobrecarregar a mesma rosca fundida quando o elemento de fixação é lubrificado ou possui um revestimento diferente. Um atrito mais baixo pode criar uma pré-carga mais elevada com o mesmo binário indicado. Um atrito mais elevado pode causar o problema oposto: a chave atinge o seu valor de binário definido antes de se desenvolver uma carga de fixação adequada.
ISO 16047 especifica as condições para os ensaios de binário/força de fixação de elementos de fixação roscados e peças relacionadas. Ajuda a definir como se medem o binário e a força de fixação, mas não fornece um valor único de binário de instalação correto para um ressalto de dobradiça fundido por injeção, nem define a porosidade aceitável da peça fundida, nem comprova que uma articulação de dobradiça específica seja adequada para produção. Esses limites continuam a ser específicos de cada projeto.
| Alteração da montagem | Efeito possível com a mesma configuração do controlador | Resposta obrigatória |
|---|---|---|
| O parafuso lubrificado substitui o parafuso seco | Maior pré-carga e risco acrescido de descascamento | Verificar novamente o binário e o estado da braçadeira |
| Adicionado fixador de roscas | Atrito e variação do binário predominante | Teste o produto específico e as condições de cura |
| Arruela removida ou substituída | Atrito do rolamento e variação da pressão superficial | Verifique tanto a pré-carga como os danos na sede da dobradiça |
| Alterações no revestimento dos elementos de fixação | Alterações na relação torque-tensão | Controlar o acabamento dos elementos de fixação aprovados |
| A chave de impacto substitui a chave de fendas de controlo | Os picos dinâmicos e o overshoot podem aumentar | Utilize uma ferramenta validada e um método de verificação |
| Aumentos automáticos da velocidade do condutor | A temperatura, o comportamento dos assentos e o excesso de desligamento podem sofrer alterações | Verificar a velocidade e a capacidade da ferramenta |
A geometria do mandril determina se a rosca é compatível
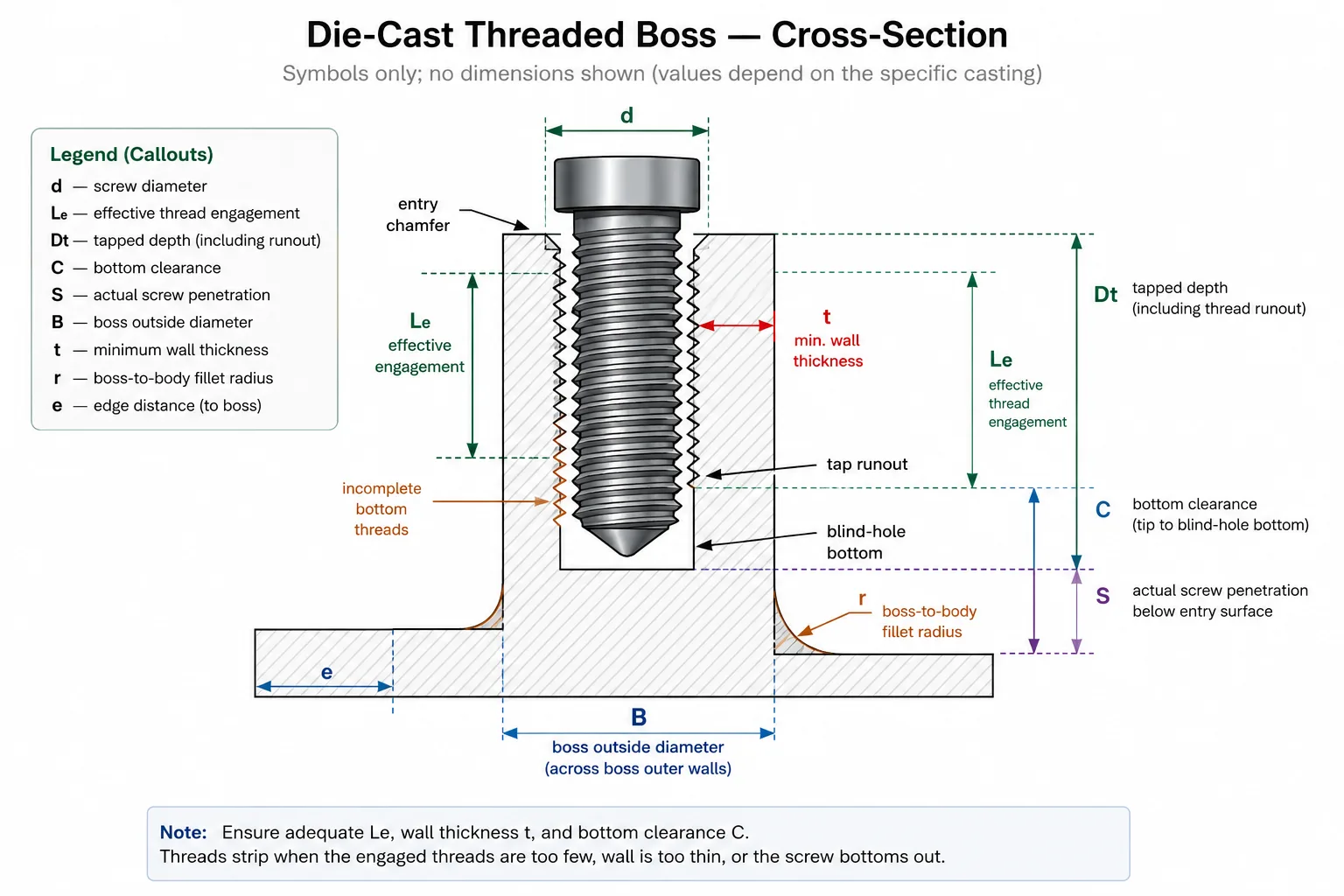
Uma rosca pode ter um encaixe adequado em teoria e, mesmo assim, danificar-se porque a saliência circundante não consegue suportá-la. O diâmetro exterior da saliência, a espessura da parede, o raio de transição, a distância até uma aresta livre, a ligação da nervura e a secção local da peça fundida determinam a forma como a carga da rosca se transmite ao corpo da dobradiça.
As falhas geométricas mais comuns incluem um ressalto estreito que se expande ou racha durante o aperto, uma rosca posicionada demasiado perto de uma aresta, uma transição abrupta entre o ressalto e o corpo, uma rosca profunda rodeada por uma parede fina ou um ressalto ligado à folha da dobradiça através de uma secção plana sem apoio. Os assentos de parafusos escareados podem constituir outra causa de falha, uma vez que a cabeça cónica gera expansão radial, bem como uma carga de fixação axial.
| Funcionalidade «Boss» | Risco de falha em caso de inadequação | Análise do projeto |
|---|---|---|
| Diâmetro exterior B | Expansão de Boss, divisão ou cisalhamento local | Verifique o material remanescente à volta da raiz da rosca |
| Espessura da parede t | Fissuras ou deformações antes de atingir a carga máxima de fixação | Verifique a secção local mais fina, e não apenas o diâmetro nominal do ressalto |
| Raio do filete r | Elevada tensão na transição entre o corpo e a cabeça | Utilize uma transição moldável e verifique o acesso das ferramentas |
| Distância da aresta e | Avanço em direção a uma borda ou cavidade próxima | Analisar a direção real da carga e o risco de porosidade |
| Suporte para as costelas | Inclinação ou deformação do mandril sob a pré-carga do parafuso | Ligue o rebordo a uma secção estrutural sem criar pontos de espessura excessiva |
| Geometria do escareador | Expansão radial e esmagamento local | Verifique o ângulo do tubo de direção, o contacto do selim, a profundidade e o apoio do selim |
| Espessura da base do furo cego | Fissuras ou rupturas na parte inferior | Manter o material específico do projeto por baixo do orifício perfurado ou roscado |
O desenho correto da cabeça depende do material específico. As peças fundidas de zinco e de alumínio diferem nas propriedades da liga, no comportamento da fundição, na capacidade de reprodução de detalhes compactos, na resposta à temperatura e na geometria necessária em torno das roscas. Essas considerações mais gerais devem ser abordadas no Guia sobre dobradiças fundidas por injeção em liga de zinco vs. liga de alumínio.
Os defeitos de fundição e roscagem podem reduzir o comprimento útil da rosca
O desenho pode estar correto, mas a saliência produzida pode não estar. Poros resultantes da fundição sob pressão, falhas de soldadura a frio, vazios relacionados com a contração, películas de óxido, inclusões locais, desvio da broca, machos gastos, profundidade incorreta do macho, limalhas e roscas de guia danificadas podem reduzir a quantidade de material sólido capaz de suportar a carga do parafuso.
Porosidade junto à raiz da rosca
Uma superfície externa visível não revela o estado interno em torno do orifício roscado. A porosidade que atravessa a raiz da rosca reduz o percurso contínuo de cisalhamento e pode produzir uma superfície de falha irregular. Quando as falhas se agrupam por cavidade, lote, localização do ressalto ou lote de maquinagem, pode justificar-se a realização de um corte transversal ou outro método de inspeção interna aprovado pelo projeto.
Alinhamento na perfuração e rosqueamento
Um orifício perfurado fora do eixo cria uma profundidade irregular da rosca ao longo da circunferência. O calibrador de rosca pode entrar, mas o lado mais fino do ressalto apresenta menos material. O desalinhamento também pode fazer com que o parafuso de montagem entre em ângulo quando a dobradiça é montada contra uma peça de encaixe rígida.
Roscas incompletas e desgaste da rosca
O desgaste do macho pode alterar a forma da rosca, a qualidade da superfície e o diâmetro efetivo. Uma entrada danificada pode favorecer o enroscamento incorreto, enquanto as limalhas deixadas num furo cego podem provocar um assentamento incorreto ou o toque no fundo. O fornecedor deve definir como são controlados o diâmetro da rosca, a profundidade útil, a limpeza e o estado do macho para o ressalto crítico.
A relação mais ampla entre fundição, desbaste, maquinagem, preparação de componentes e montagem controlada é abordada em Como são fabricadas as dobradiças de torque. Este artigo limita-se à característica roscada e à sua falha de montagem.
Alterações repetidas na montagem alteram a escolha correta do projeto
Uma peça fundida com rosca direta pode funcionar adequadamente numa montagem única e controlada em fábrica, mas falhar após remoções repetidas. Cada ciclo de manutenção pode danificar a rosca principal, transferir resíduos, desgastar os flancos, alterar a lubrificação ou fazer com que o parafuso comece a ficar desalinhado em relação ao eixo.
| Condições de prestação do serviço | Direção de partida preferida | É necessária validação |
|---|---|---|
| Uma instalação fabril controlada | A fundição por perfuração direta pode ser aceitável | Margem de binário, função de fixação e provas por amostragem destrutiva |
| Manutenção planeada ocasional | Rosca direta ou inserção, dependendo da margem do ressalto e do acesso | Teste de montagem repetida definido utilizando o parafuso e a ferramenta reais |
| Remoção frequente do campo | Considere uma inserção em aço, aço inoxidável ou latão | Ciclo do inserto, parafuso, método de fixação e procedimento de manutenção |
| Elevada capacidade de fixação num suporte compacto | Inserção, saliência maior, elemento de fixação revisto ou parafuso de passagem | Ensaios de fixação e de falha ao nível das juntas |
| Temperatura elevada e prolongada | Analisar o relaxamento da rosca direta e a compatibilidade das inserções | Retenção da braçadeira após exposição à temperatura do projeto |
| Ferramentas de campo não controladas | Reduzir a dependência da «intuição» do instalador; utilizar uma arquitetura de retenção robusta | Ferramenta de manutenção, controlo do binário e análise de utilizações indevidas |
Uma inserção não é uma solução automática. A peça fundida tem de continuar a reter a inserção, e o processo de inserção pode rachar ou deformar uma saliência frágil. As inserções roscadas de encaixe por pressão, auto-roscantes, moldadas e instaladas posteriormente geram diferentes cargas radiais, requisitos de instalação e comportamento em serviço. O tipo de inserção, a profundidade de instalação, a resistência à extração ou ao binário e a política de substituição devem ser específicos para cada projeto.
Corrija o desenho e as instruções de montagem em conjunto
Um desenho que indique apenas «orifício roscado M5» deixa por definir várias condições críticas para a falha. O desenho do produto, a especificação dos elementos de fixação e as instruções de montagem devem estar em conformidade relativamente à mesma junta.
| Campo de controlo | O que indicar | Porque é que é importante |
|---|---|---|
| Rosca interna | Tamanho, passo, classe ou tolerância e requisito de rosca completa | Evita que o formulário seja preenchido de forma incorreta ou incompleta |
| Envolvimento eficaz | L mínimoe com o parafuso aprovado | Define o comprimento efetivo de suporte de carga |
| Profundidade útil do orifício | Profundidade total da rosca mais folga inferior | Evita o toque no fundo e o binário falso |
| Geometria do chefe | B, t, r, e, nervuras locais e espessura mínima da base | Apoia a rosca e transfere a pré-carga para o corpo da dobradiça |
| Elemento de fixação | Material, classe de propriedade (se aplicável), acabamento, ponto e fonte aprovada | Controla a resistência, o atrito e a compatibilidade das roscas |
| Interface da anilha ou do rolamento | Tipo de anilha, formato da cabeça, diâmetro da sede e rebaixamento permitido | Controla o atrito nos rolamentos e a pressão local |
| Lubrificante ou fixador de roscas | Produto exato, local de aplicação, quantidade e condições de cura | Controla o atrito e a repetibilidade da montagem |
| Binário de montagem | Valor aprovado para o projeto, tolerância da ferramenta, velocidade e método de desbaste | Controla a pré-carga e o overshoot |
| Reutilização de serviços | Número permitido de conjuntos e requisitos de substituição | Impede a utilização repetida não validada |
| Inserir quando utilizado | Tipo, material, processo de instalação, profundidade e aceitação | Impede a substituição de insertos não aprovados |
Não copie um valor de binário de uma tabela genérica sem confirmar o material da rosca interna, a geometria do saliente, o acabamento do parafuso, o lubrificante, a anilha e a carga de fixação necessária. As tabelas genéricas partem frequentemente do princípio de que se utiliza uma porca de aço ou de que as condições de atrito são diferentes. A rosca interna fundida por injeção pode ser o elemento mais fraco da união.
Validar a junta revista em condições reais de montagem
Um calibrador de rosca confirma o tamanho da rosca. Não comprova, porém, que o ressalto irá resistir ao motor de produção, criar a carga de fixação necessária, tolerar utilizações repetidas ou permanecer em bom estado após a exposição à temperatura. A validação deve reproduzir a peça fundida real, o acabamento, o elemento de fixação, a anilha, as condições químicas, a ferramenta, o ângulo de acesso e o componente de acoplamento.
- Identifique a amostra exata: Registe o modelo da dobradiça, a liga de fundição, a cavidade ou o lote (se disponível), o acabamento, a revisão de maquinagem, o estado da pastilha e as especificações da rosca.
- Verifique a geometria: medir a profundidade útil da rosca, o encaixe efetivo do parafuso, as dimensões do ressalto, a folga inferior, o comprimento do parafuso e o estado de assentamento.
- Verifique a rosca: Utilize o calibrador de roscas aprovado e inspecione o passo, as limalhas, o revestimento e o fundo do furo cego.
- Montagem de reprodução: utilize o parafuso de produção, a anilha, o lubrificante ou o fixador de roscas, a chave de fendas, a velocidade, o dispositivo de fixação e o ângulo de acesso.
- Registar o comportamento do binário: Registar as informações relativas ao funcionamento e ao desligamento, sempre que o equipamento o permita; investigar aumentos anormais e precoces do binário ou ultrapassagens.
- Verificar o funcionamento da braçadeira: verifique se a dobradiça assenta completamente e se a função da articulação pretendida é alcançada sem danos locais na saliência.
- Definir margem: utilizar um método destrutivo ou de ensaio aprovado pelo projeto em amostras distintas, a fim de compreender o modo de falha e a margem disponível.
- Repita a montagem sempre que necessário: testar o número aprovado de ciclos de remoção e reinstalação, seguindo o procedimento de manutenção real.
- Inspecione o ressalto submetido ao ensaio de resistência: Indique se a falha se deveu a cisalhamento da rosca interna, fissuração do ressalto, descolocação da pastilha, falha do parafuso ou danos no assento do rolamento.
- Repetir o teste após exposição relevante: inclua a temperatura, a corrosão, a limpeza ou a vibração apenas quando estes fatores possam alterar a própria junta.
Limites de validação: Uma amostra que resista a uma instalação não é automaticamente aprovada para utilização repetida no terreno. Uma amostra que passe no teste com o calibre de encaixe não é automaticamente aprovada para a carga de fixação especificada. Cada ensaio responde a uma questão diferente.
Cenário de engenharia de compósitos: a configuração do binário não foi o único problema
Trata-se de um cenário de engenharia hipotético criado para explicar a lógica de seleção. Não se trata de um registo de projeto de um cliente nem de uma declaração relativa a testes de produtos.
Um fabricante de equipamento original (OEM) instala uma dobradiça de equipamento fundida sob pressão em liga de zinco utilizando dois parafusos de máquina. Várias dobradiças são montadas corretamente, enquanto outras ficam danificadas antes de a chave de fendas atingir o limite de desligamento programado. A resposta imediata é reduzir o binário.
A inspeção revela quatro condições que interagem entre si. O parafuso aprovado é mais comprido do que o protótipo anterior. As lascas no fundo do furo cego reduzem a folga disponível. A profundidade útil da rosca é menor do que a profundidade nominal da rosca. Um dos ressaltos apresenta também uma parede local fina junto a uma cavidade de fundição. A redução do binário permite a montagem, mas a dobradiça não assenta de forma consistente contra a estrutura.
- Distinguir o «bottoming» do «stripping»: Compare o comprimento do parafuso com a profundidade útil medida e inspecione a ponta do parafuso.
- Envolvimento efetivo correto: definir a profundidade total da rosca, a folga inferior e o comprimento aprovado do parafuso.
- Analisar o apoio dos chefes: aumentar o material local ou deslocar a cavidade nos locais em que a secção é insuficiente.
- Verificar o estado da montagem: especifique o acabamento do parafuso, a ferramenta, a velocidade e o binário aprovado com base na junta revista.
- Validar o funcionamento da braçadeira e o modo de falha: Confirmar o encaixe perfeito, o funcionamento correto das juntas e a margem específica do projeto em amostras separadas.
A correção final não se resume simplesmente a «utilizar menos binário». Ela elimina o binário falso resultante do encosto, restaura o engate útil, reforça o percurso de carga local e, em seguida, estabelece uma configuração de montagem para a junta real.
Lista de verificação para a danificação da rosca das dobradiças fundidas sob pressão
| Verificar | Provas necessárias | Estado em caso de desaparecimento |
|---|---|---|
| Interface com falha | Rosca interna de fundição, rosca de parafuso, inserção, rosca de painel ou fundo de furo cego | É necessária uma análise de falhas |
| Liga de fundição e estado | Liga, acabamento, lote ou cavidade exatos, quando disponíveis | É necessária a confirmação do fornecedor |
| Rosca interna | Dimensão, passo, tolerância, resultado da medição, estado do fio | É necessária uma atualização do desenho ou da inspeção |
| Envolvimento eficaz Le | Contacto total da rosca medido com um parafuso aprovado | É necessária uma revisão técnica |
| Profundidade útil do furo cego | Roscas completas, excentricidade, folga inferior, limpeza | É necessária uma inspeção |
| Especificações do parafuso | Comprimento, material, classe de propriedade (se aplicável), ponto, acabamento, fonte aprovada | É necessária a confirmação do fornecedor |
| Geometria do chefe | B, t, r, e, espessura da base, relação entre nervura e cavidade | É necessária uma revisão do desenho |
| Integridade da fundição | Secção, padrão de lotes ou inspeção interna aprovada, quando justificado | Específico do projeto |
| Química de montagem | Seco, lubrificante, fixador de roscas, quantidade e condições de cura | É necessária a confirmação do processo |
| Condição do condutor | Tipo de ferramenta, ajuste, tolerância, velocidade, broca, ângulo de acesso | É necessária uma instrução de trabalho |
| Condições dos lugares | A dobradiça deve estar totalmente encaixada antes do fecho, sem que o parafuso encoste ao fundo | É necessária uma verificação funcional |
| Binário de montagem | Valor aprovado para o projeto com base em ensaios conjuntos reais | A confirmar |
| Serviço repetido | Número permitido de conjuntos e política de substituição | Específico do projeto |
| Especificações da inserção | Tipo, material, instalação, profundidade, retenção e método de manutenção | Obrigatório quando utilizado |
| Resultado da validação | Função de fixação, margem, modo de falha e rastreabilidade da amostra | É necessária a aprovação da amostra |
Uma recomendação preliminar pode identificar as causas prováveis e a correção mais adequada. A análise técnica deve confirmar a geometria da junta e o percurso da carga. A aprovação da amostra aplica-se à peça fundida, ao parafuso, ao acabamento, às condições químicas e ao processo de montagem testados. A aprovação para produção exige que esses mesmos fatores controlados sejam reproduzidos.
Regra definitiva: Não considere o danificado da rosca como um problema exclusivamente relacionado com o binário
A danificação da rosca de uma dobradiça fundida por pressão constitui uma falha do sistema de articulação. A rosca interna, o ressalto, a peça fundida, o parafuso, a anilha, o lubrificante, a ferramenta, a superfície de contacto e o ciclo de utilização influenciam todos o resultado. Reduzir o binário sem confirmar o funcionamento do sistema de fixação pode substituir uma falha óbvia de montagem por uma dobradiça solta durante a utilização.
Confirme primeiro a interface com falha. Em seguida, defina o encaixe efetivo em vez da profundidade nominal do orifício, verifique o apoio do ressalto e a qualidade da fundição, controle com precisão as condições dos elementos de fixação e de atrito e valide a montagem de produção. Utilize um inserto roscado ou uma arquitetura de montagem revista quando a fundição direta não conseguir proporcionar uma margem de segurança fiável ou uma vida útil repetível.
Para uma análise específica do projeto, enviar o desenho da dobradiça, a liga de fundição, a secção do ressalto, as especificações dos parafusos, o binário de montagem, o lubrificante ou o fixador de roscas, fotografias das avarias e amostras com defeito.
Perguntas frequentes
Por que é que um parafuso gira numa dobradiça fundida sem se apertar?
A rosca interna da peça fundida pode ter-se danificado, mas o parafuso também pode estar encostado no fundo de um furo cego, ter a rosca danificada, apresentar um passo incompatível, estar bloqueado por limalhas ou revestimento, ou estar ele próprio danificado. Inspecione o parafuso, o material de fundição transferido, a profundidade útil do furo, o estado da entrada e a rosca correspondente antes de identificar a avaria.
A redução do binário de montagem pode evitar a danificação da rosca nas peças fundidas por pressão?
Pode reduzir a carga imediata, mas também pode resultar numa força de fixação insuficiente. O binário correto depende da peça fundida em questão, do encaixe, da geometria do ressalto, do acabamento do parafuso, da anilha, do lubrificante ou do fixador de roscas, da chave de aperto e da função exigida para a junta. Corrija o mecanismo de falha e, em seguida, valide o binário revisto na montagem real.
Qual é o comprimento de rosca necessário numa dobradiça fundida sob pressão?
Não existe um rácio de encaixe universal para todas as dobradiças fundidas em zinco ou alumínio. O encaixe efetivo necessário depende da liga específica, da qualidade do material de fundição, do tamanho da rosca, da geometria do ressalto, da resistência do parafuso, da carga de fixação, das condições de atrito, da temperatura e dos ciclos de serviço. Utilize o comprimento total de encaixe, e não a profundidade nominal do furo cego, e verifique a junta efetivamente realizada.
Quando é que uma dobradiça fundida deve utilizar um inserto roscado?
Deve considerar-se a utilização de uma pastilha quando o parafuso de fixação tiver de ser removido repetidamente, a peça fundida direta tiver uma margem de desmonte limitada, o ressalto for compacto, a carga de fixação for elevada ou o processo de montagem no local não conseguir proteger de forma fiável a rosca interna macia. A peça fundida deve, ainda assim, ser concebida e testada de forma a reter a pastilha selecionada.
Um calibrador de rosca do tipo «GO/NO-GO» comprova que a rosca da dobradiça é suficientemente resistente?
Não. Um calibrador de roscas verifica as dimensões especificadas da rosca ou as características de aceitação. Não comprova o engate efetivo adequado, a espessura da parede do ressalto, a solidez da fundição, a carga de fixação, a margem de montagem, a vida útil repetida nem a resistência às condições exatas de funcionamento e de atrito. Esses aspetos requerem uma validação ao nível da junta.