Warum sich die Gewinde von Druckgussscharnieren bei der Montage abnutzen
Fehleranalyse und Baugruppenkontrolle
Das Ausreißen des Gewindes bei Druckgussscharnieren erscheint oft als einfacher Montagefehler: Die Schraube dreht sich, der Kopf kommt nicht weiter, und die Verbindung hält das Drehmoment nicht. Der eigentliche Fehler kann jedoch schon viel früher entstanden sein – beispielsweise aufgrund der Geometrie des Ansatzes, von Porositäten im Guss, der Gewindetiefe, der Schraubenlänge, von Beschichtungsablagerungen, der Einstellung des Schraubwerkzeugs, des Zustands des Schmiermittels oder der Entscheidung, ein direktes Gewinde zu verwenden, obwohl bei wiederholter Wartung eigentlich ein Gewindeeinsatz erforderlich gewesen wäre.
In diesem Leitfaden wird erläutert, wie man das Ausreißen von Gewinden an Druckgussscharnieren diagnostiziert, ohne dies mit Gewindeverwechslungen, Schraubenschäden, dem Aufsetzen auf den Boden eines Sacklochs oder ausgefransten Gewinden im Gehäuserahmen zu verwechseln. Anschließend wird gezeigt, wie Ingenieure und Qualitätsteams die Zeichnung, die Montageanleitung und den Plan zur Mustervalidierung korrigieren können, bevor derselbe Fehler in die Produktion gelangt.
Schnelldiagnose: Was führt in der Regel zum Ausreißen des Gewindes bei einem Druckgussscharnier?
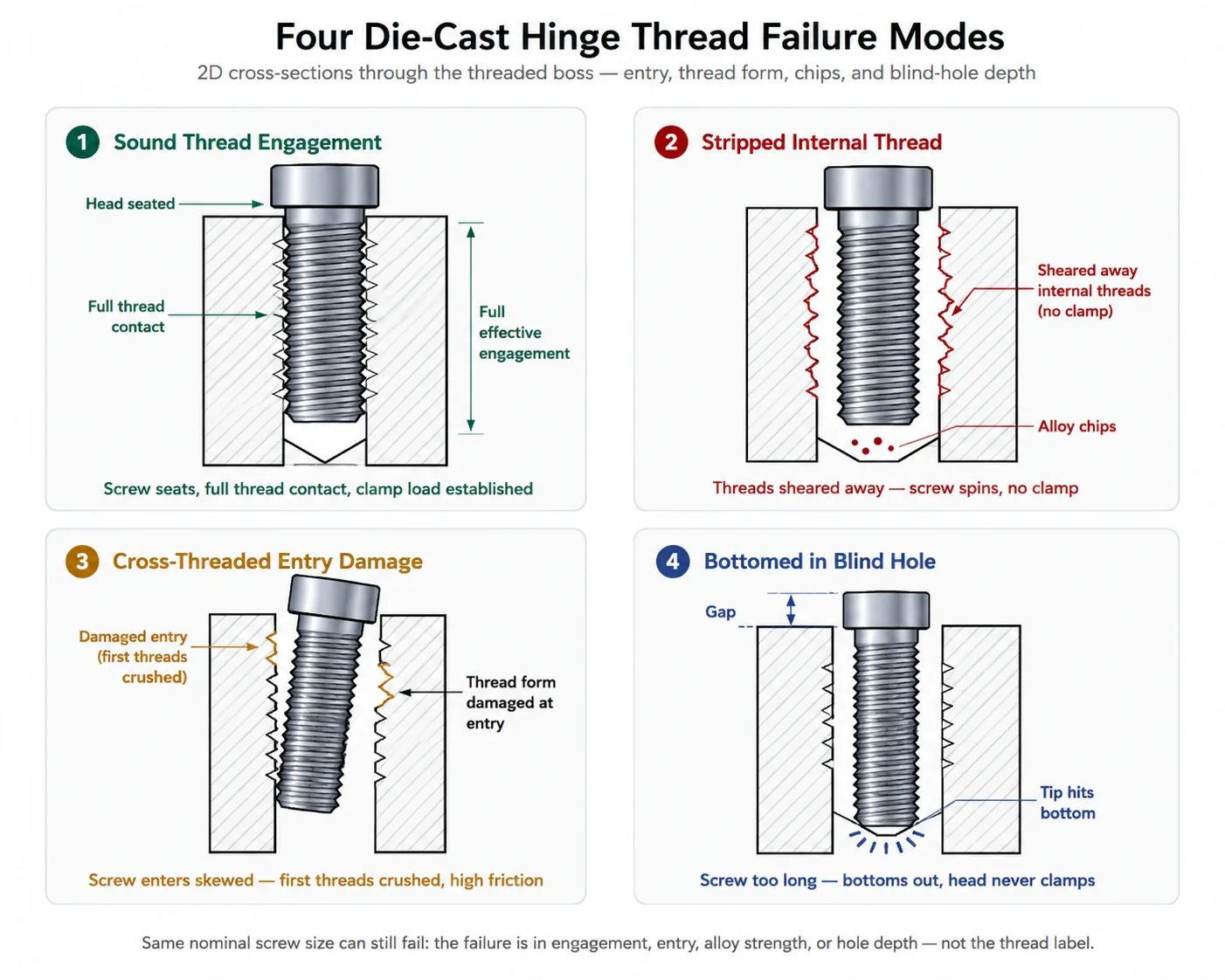
Bei einem Druckgussscharnier kommt es zu Gewindeschäden, wenn das Innengewinde die beim Anziehen entstehende axiale Belastung nicht aufnehmen kann. Die häufigsten Ursachen sind ein unzureichender wirksamer Eingriff, eine übermäßige Klemmkraft aufgrund der tatsächlichen Drehmoment- und Reibungsverhältnisse, ein schwacher oder schlecht abgestützter Ansatz, unvollständige oder beschädigte Gewinde, eine Schraube, die vor dem Festziehen auf den Boden aufläuft, sowie wiederholte Montagen, die zu einem fortschreitenden Verschleiß des Gussteils führen.
Beheben Sie das Problem nicht, indem Sie das Drehmoment blindlings verringern. Eine niedrigere Drehmomenteinstellung kann den Fehler zwar verbergen, führt jedoch zu einer unzureichenden Klemmkraft. Die richtige Vorgehensweise besteht darin, festzustellen, ob die Verbindung aufgrund von Geometrie, Material, Fertigungsqualität, Wahl der Befestigungselemente, Montagereibung, Betriebshäufigkeit oder einer Kombination dieser Faktoren versagt hat.
Überprüfen Sie, welcher Thread oder welche Schnittstelle tatsächlich ausgefallen ist
Die Schraube dreht sich möglicherweise, ohne dass eine Klemmkraft aufgebaut wird, doch dieses Symptom beweist nicht, dass das Druckguss-Innengewinde ausgefranst ist. Bewahren Sie die defekten Bauteile auf und stellen Sie fest, welche Oberfläche sich verändert hat.
| Beobachteter Zustand | Höhere Ausfallwahrscheinlichkeit | Zu prüfende Belege |
|---|---|---|
| Weiches Gussmaterial wird in die Schraubengewinde eingefüllt | Entfernen von Gewinden bei internen Druckgussteilen | Abgescherte Gewindeflanken, beschädigte erste Gewindegänge, Materialverlust am Gewindeboden |
| Die Gewindegänge sind abgeflacht oder abgerissen, während der Vorsprung intakt erscheint | Beschädigung des Außengewindes | Qualitätsklasse der Befestigungselemente, beschädigtes Einlaufgewinde, falsche Gewindeform oder Gewindesteigung |
| Die Schraube dringt schräg ein und klemmt sich frühzeitig fest | Gewindeverlaufsabweichung oder Versatz der Lochachse | Einstichschäden, asymmetrischer Gewindekontakt, Spannvorrichtung oder Zugangswinkel |
| Die Schraube sitzt fest, aber das Scharnier bleibt locker | Bodenbearbeitung bei Sacklöchern | Schraubenlänge, nutzbare Gewindetiefe, Ablagerungen oder Beschichtung am Bohrungsboden |
| Die Schraube lässt sich von Hand nicht eindrehen | Falsche Steigung, beschädigtes Gewinde, Beschichtungsablagerungen, Ausbrüche oder unvollständiges Gewindeschneiden | Gewindelehre, passende Schraube, Prüfung der Bohrungsreinheit |
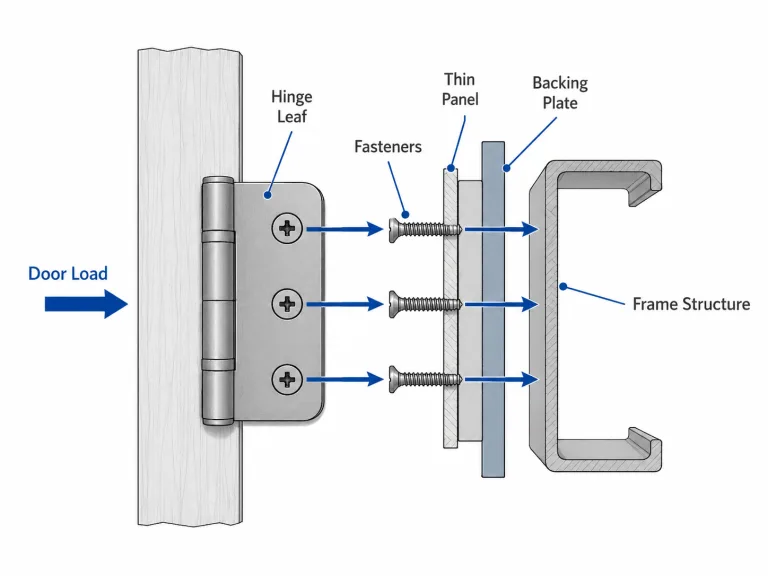
| Der Scharnierkörper ist noch intakt, aber das Gewinde der Schrankblende hat sich gelöst | Versagen des Befestigungsuntergrunds | Plattendicke, Trägerstruktur, Einsatz oder Befestigungsplatte |
| Die Gelenkklemmen sitzen zunächst fest, lockern sich jedoch nach dem Betrieb | Verlust der Vorspannung, Setzung, Lockerung durch Schwingungen, Kriechen oder Einbettung der Lagerfläche | Prüfmarkierungen, verbleibendes Drehmoment, Oberflächenvertiefungen, Bewegung der Verbindung |
Bewahren Sie die defekte Schraube, das Scharnier, die Unterlegscheibe und die Montageunterlagen gemeinsam auf. Durch das Reinigen der Schraube vor der Dokumentation des übertragenen Gussmaterials können die wichtigsten Anzeichen für eine Gewindescherung beseitigt werden. Halten Sie den Schraubendreher, die Drehmomenteinstellung, die Charge des Befestigungselements, das Schmiermittel oder die Gewindesicherung, die Schraubenlänge, die Anzahl der vorangegangenen Montagen sowie die Angabe fest, ob die Schraube den Boden der Bohrung erreicht hat.
Wenn das defekte Gewinde nicht am Scharniergussteil, sondern an der Türverkleidung oder am Gerätrahmen sitzt, befolgen Sie die Anweisungen in der separaten Anleitung, um Scharnierbefestigungsplatten und Rahmenverstärkung. Auf dieser Seite werden das Herausziehen des Substrats, die Verformung dünner Platten und die Auswahl der Trägerplatte behandelt.
Ein wirksamer Gewindeeingriff ist nicht dasselbe wie die Bohrungstiefe
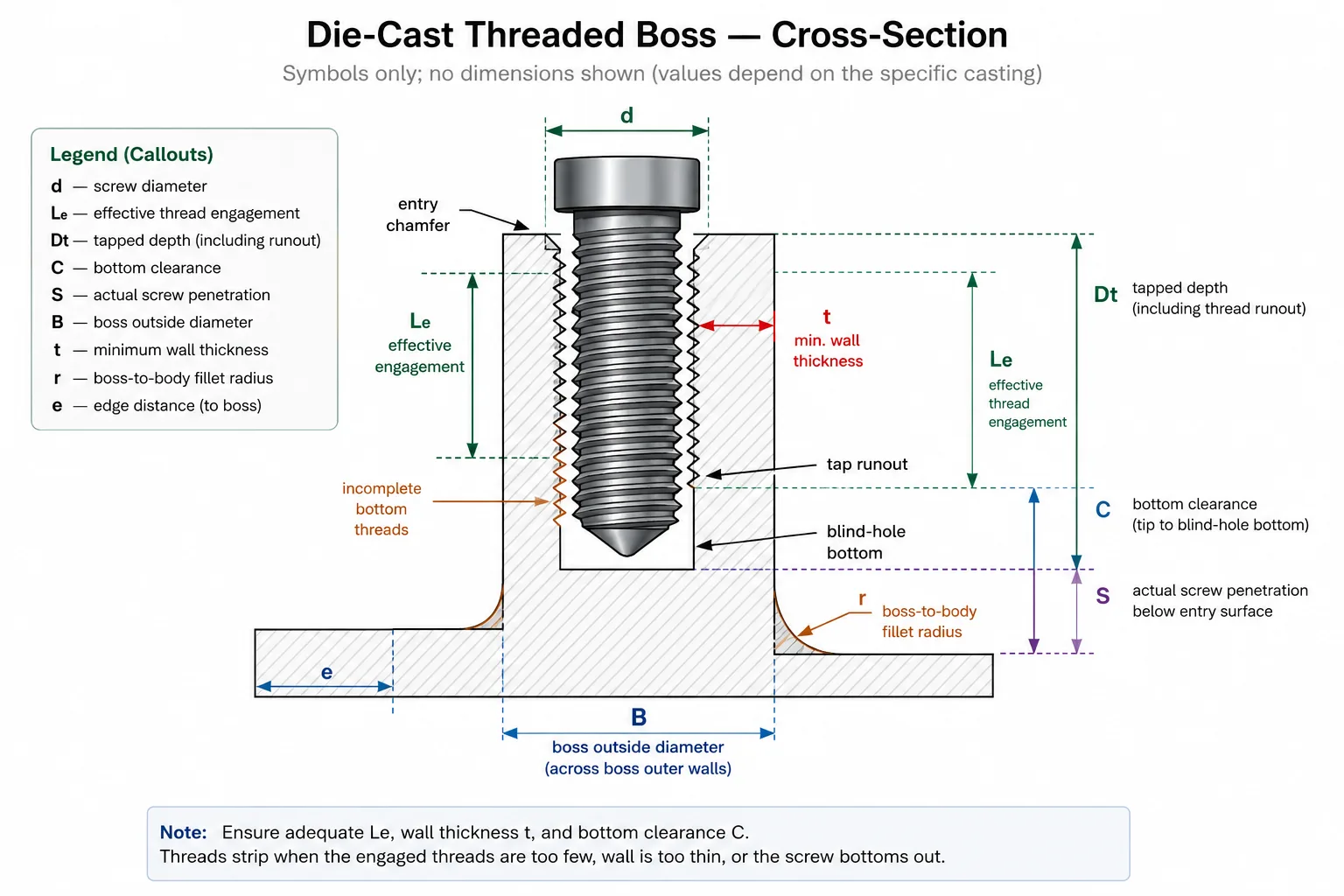
Ein Sackloch mag auf der Zeichnung zwar tief genug erscheinen, bietet jedoch deutlich weniger nutzbare Eingriffslänge. Die Gewindesteigung der Schraube, unvollständige Gewindegänge am Boden, Rundlaufabweichungen des Gewindebohrers, die Senkung, Beschichtungen, Fremdkörper und der erforderliche Freiraum am Boden verringern allesamt die Länge, die tatsächlich die Last trägt.
Nach einer vorläufigen Überlegung nimmt die Scherfläche des Innengewindes mit dem effektiven Eingriffsumfang und der Eingriffslänge zu. Eine vereinfachte Beziehung lautet:
Beziehung zum Screening: Die Beständigkeit gegen das Abstreifen des Innengewindes nimmt im Allgemeinen mit π × dm × Le × τzulassen, wobei dm ist der effektive Gewindedurchmesser, Le ist eine effektive Einbindung, und τzulassen ist die projektspezifische zulässige Scherspannung des jeweiligen Gussteils. Dies ist keine endgültige Gleichung für die Gewindeberechnung.
Dieser Zusammenhang erklärt, warum die nominelle Bohrlochtiefe allein nicht ausreicht. Ein längeres Bohrloch führt nicht zu einer höheren Festigkeit, wenn die zusätzliche Länge unvollständige Gewindegänge aufweist oder die Schraube diese nicht erreicht. Umgekehrt kann eine Vergrößerung des Eingriffsbereichs ohne entsprechende Verstärkung des Ansatzes dazu führen, dass der Bruch in die Wand des Ansatzes oder in das umgebende Gussteil verlagert wird.
| Dimension oder Bedingung | Was es steuert | Typischer Fehler bei der Spezifikation |
|---|---|---|
| Nenn-Gewindetiefe Dt | Für den Gewindeschneidvorgang vorgegebene Gesamttiefe | Wird als voll nutzbares Engagement angenommen |
| Effektives Engagement Le | Länge des vollständigen Kontakts zwischen Innen- und Außengewinde | Nicht berechnet nach Einlauf, Auslauf und Bodenabstand |
| Schraubenverschluss Ls | Länge des Schraubenteils, das tatsächlich in das gesamte Innengewinde eindringt | Bei einer kurzen Schraube werden nur die ersten paar Gewindegänge genutzt |
| Bodenfreiheit C | Verhindert, dass die Schraube auf den Boden aufläuft, bevor die Klemmkraft aufgebaut ist | Keine Berücksichtigung von Span-, Beschichtungs- oder Spitzengeometrie |
| Anfasung oder Senkung | Erleichtert die Montage und beseitigt scharfe Kanten | Ein zu großer Durchmesser führt dazu, dass zu viele tragende Gewindegänge entfernt werden |
| Gewindeauslauf R | Übergang zu unvollständigen Unterfäden | Als nutzbares Engagement berücksichtigt |
Das Montage-Drehmoment erzeugt durch Reibung eine Klemmkraft
Der Schraubendreher übt ein Drehmoment aus, doch das Gewinde versagt aufgrund der durch dieses Drehmoment verursachten axialen und lokalen Kontaktbelastungen. Nur ein Teil des ausgeübten Drehmoments wird als nutzbare Vorspannung umgesetzt. Der Rest geht durch Reibung im Gewinde sowie unter dem Schraubenkopf oder der Unterlegscheibe verloren.
Eine gängige vorläufige Beziehung lautet:
Vorläufige Drehmoment-Leistungs-Beziehung: F ≈ T / (K × d), wobei F ist die geschätzte Vorspannung, T ist das Anzugsmoment, d ist der Nenndurchmesser der Schraube, und K ist ein reibungsabhängiger Faktor. Der Wert von K ist nicht universell und hängt von der Oberflächenbeschaffenheit, dem Schmiermittel, der Schraubensicherung, der Unterlegscheibe, Verunreinigungen und dem Oberflächenzustand ab.
Aus diesem Grund kann ein Drehmoment, das bei einer trocken verzinkten Schraube ausreichend war, denselben Gussgewindebereich überlasten, wenn das Befestigungselement geschmiert ist oder eine andere Beschichtung aufweist. Eine geringere Reibung kann bei gleichem angezeigten Drehmoment zu einer höheren Vorspannung führen. Eine höhere Reibung kann das gegenteilige Problem verursachen: Der Schraubendreher erreicht seinen Drehmomenteinstellwert, bevor sich eine ausreichende Klemmkraft entwickelt.
ISO 16047 legt die Bedingungen für die Prüfung des Drehmoments und der Klemmkraft von Gewindebefestigungselementen und zugehörigen Bauteilen fest. Sie dient als Grundlage für die Messung von Drehmoment und Klemmkraft, gibt jedoch weder ein korrektes Anzugsdrehmoment für einen Scharnieransatz aus Druckguss vor, noch definiert sie zulässige Porosität im Guss, noch belegt sie, dass ein bestimmtes Scharniergelenk für die Serienfertigung geeignet ist. Diese Grenzwerte bleiben projektspezifisch.
| Änderung der Baugruppe | Mögliche Auswirkung bei gleicher Fahrereinstellung | Erforderliche Antwort |
|---|---|---|
| Die geschmierte Schraube ersetzt die trockene Schraube | Höhere Vorspannung und erhöhtes Risiko des Ablösens | Drehmoment und Zustand der Klemmen erneut überprüfen |
| Gewindesicherung aufgetragen | Reibung und Änderung des vorherrschenden Drehmoments | Prüfen Sie das jeweilige Produkt und die Aushärtungsbedingungen |
| Unterlegscheibe entfernt oder ausgetauscht | Reibung im Lager und Änderung des Flächendrucks | Überprüfen Sie sowohl die Vorspannung als auch eventuelle Schäden am Scharniersitz |
| Änderungen an der Beschichtung von Befestigungselementen | Veränderungen im Drehmoment-Dehnungs-Verhältnis | Überprüfung der genehmigten Oberflächenbeschaffenheit der Befestigungselemente |
| Der Schlagschrauber ersetzt den Präzisionsschrauber | Dynamische Spitzenwerte und Überschwingen können zunehmen | Verwenden Sie ein validiertes Tool und eine bewährte Vorgehensweise |
| Automatische Erhöhung der Fahrgeschwindigkeit | Wärmeentwicklung, Sitzverhalten und das Überschwingen beim Abschalten können sich ändern | Geschwindigkeit und Werkzeugfähigkeit überprüfen |
Die Geometrie des Auflagekörpers bestimmt, ob das Gewinde abgestützt wird
Ein Gewinde kann auf dem Papier zwar eine ausreichende Einlagerung aufweisen und dennoch ausreißen, weil der umgebende Vorsprung es nicht abstützen kann. Der Außendurchmesser des Vorsprungs, die Wandstärke, die Verrundung, der Abstand zur freien Kante, die Rippenverbindung und der lokale Gussquerschnitt bestimmen, wie sich die Gewindebelastung auf den Scharnierkörper überträgt.
Zu den häufigen geometrischen Fehlern zählen ein schmaler Vorsprung, der sich beim Anziehen ausdehnt oder reißt, ein zu nah an einer Kante angeordneter Gewindegang, ein scharfer Übergang vom Vorsprung zum Grundkörper, ein tiefer Gewindegang, der von einer dünnen Wand umgeben ist, oder ein Vorsprung, der über einen nicht abgestützten flachen Abschnitt mit dem Scharnierblatt verbunden ist. Versenkte Schraubensitze können eine weitere Fehlerquelle darstellen, da der konische Kopf sowohl eine radiale Ausdehnung als auch eine axiale Klemmkraft erzeugt.
| Boss-Feature | Ausfallrisiko bei Unzulänglichkeit | Entwurfsprüfung |
|---|---|---|
| Außendurchmesser B | Boss-Ausdehnung, Spaltung oder lokale Scherung | Überprüfen Sie das verbleibende Material um die Gewindewurzel herum |
| Wandstärke t | Risse oder Verformungen vor Erreichen der vollen Klemmkraft | Prüfen Sie den dünnsten Querschnitt, nicht nur den Nenn-Boss-Durchmesser. |
| Fasenradius r | Hohe Belastung am Übergang vom Schaft zum Schaftkörper | Verwenden Sie einen gussfähigen Übergang und überprüfen Sie den Zugang für die Werkzeuge |
| Kantenabstand e d | Ausbruch in Richtung einer nahegelegenen Kante oder Vertiefung | Überprüfen Sie die tatsächliche Belastungsrichtung und das Porositätsrisiko |
| Rippenstütze | Kippung oder Verbiegung der Spindel unter Schraubvorspannung | Verbinden Sie den Aufsatz mit einem Bauteil, ohne dabei dicke Stellen zu erzeugen |
| Geometrie der Senker | Radiale Ausbreitung und lokale Zerkleinerung | Überprüfen Sie den Lenkwinkel, den Kontakt der Sattelplatte, die Tiefe und die Auflage der Sattelhalterung |
| Dicke des Sockels eines Sacklochs | Risse am Boden oder Ausbrüche | Projektspezifisches Material unterhalb des Bohr- oder Gewindelochs belassen |
Die richtige Gestaltung des Gewindekopfes hängt vom jeweiligen Werkstoff ab. Zink- und Aluminiumgussteile unterscheiden sich hinsichtlich ihrer Legierungseigenschaften, ihres Gussverhaltens, ihrer Eignung für feine Details, ihres Temperaturverhaltens und der erforderlichen Geometrie im Bereich der Gewinde. Diese allgemeinen Abwägungen gehören in die Vergleich zwischen Scharnierführungen aus Zinklegierung und Aluminiumlegierung im Druckgussverfahren.
Guss- und Gewindefehler können die verfügbare Gewindelänge verringern
Die Zeichnung mag zwar korrekt sein, die gefertigte Vorsprungsfläche jedoch nicht. Poren im Druckguss, Kaltverschlüsse, schrumpfbedingte Hohlräume, Oxidschichten, lokale Einschlüsse, Bohrabweichungen, abgenutzte Gewindebohrer, falsche Gewindetiefe, Späne und beschädigte Leitgewinde können die Menge an einwandfreiem Material verringern, das die Schraubenlast aufnimmt.
Porosität im Bereich der Gewindewurzel
Eine sichtbare Außenfläche gibt keinen Aufschluss über den inneren Zustand im Bereich der Gewindebohrung. Porositäten, die den Gewindefuß durchschneiden, verringern den durchgehenden Scherweg und können zu einer unregelmäßigen Bruchfläche führen. Wenn sich Brüche nach Hohlräumen, Chargen, Vorsprungspositionen oder Bearbeitungslosen gruppieren, kann eine Schnittuntersuchung oder eine andere, für das Projekt genehmigte Methode zur Innenprüfung gerechtfertigt sein.
Ausrichtung beim Bohren und Gewindeschneiden
Ein nicht achsgenau gebohrtes Loch führt zu einer ungleichmäßigen Gewindetiefe über den Umfang. Die Gewindelehre lässt sich zwar einführen, doch an der dünnsten Seite des Vorsprungs ist weniger Material vorhanden. Eine Fehlausrichtung kann außerdem dazu führen, dass die Befestigungsschraube schräg eintritt, wenn das Scharnier an einem starren Gegenstück montiert wird.
Unvollständige Gewinde und Verschleiß der Gewindebohrer
Der Verschleiß des Gewindebohrers kann die Gewindeform, die Oberflächenqualität und die effektive Größe verändern. Eine beschädigte Einstichstelle kann zu Gewindeverrutschungen führen, während in einem Sackloch zurückbleibende Späne einen falschen Sitz oder ein Aufsetzen verursachen können. Der Lieferant sollte festlegen, wie Gewindegröße, nutzbare Tiefe, Sauberkeit und Zustand des Gewindebohrers für den kritischen Vorsprung kontrolliert werden.
Der Zusammenhang zwischen Gießen, Entgraten, Zerspanen, Bauteilvorbereitung und kontrollierter Montage wird behandelt in Wie Drehgelenke hergestellt werden. Dieser Artikel beschränkt sich auf das Gewindeelement und dessen Montagefehler.
Wiederholte Änderungen an der Baugruppe führen zu einer anderen, korrekten Konstruktionsentscheidung
Ein direkt mit Gewinde versehenes Gussteil kann bei einer kontrollierten einmaligen Montage im Werk zwar einwandfrei funktionieren, versagt jedoch möglicherweise nach wiederholtem Ausbau. Bei jedem Betriebszyklus kann das Gewinde beschädigt werden, es können Fremdkörper übertragen werden, die Gewindeflanken können verschleißen, die Schmierung kann sich verändern oder die Schraube kann außermittig anlaufen.
| Leistungsbedingungen | Bevorzugte Starthöhe | Überprüfung erforderlich |
|---|---|---|
| Eine kontrollierte Werksinstallation | Ein direktes Gussstück mit Gewinde kann akzeptabel sein | Drehmomentreserve, Klemmfunktion und zerstörende Probenuntersuchung |
| Gelegentliche planmäßige Wartungsarbeiten | Direktgewinde oder Einsatz, je nach Vorsprung und Zugänglichkeit | Definierter Test mit wiederholter Montage unter Verwendung der tatsächlichen Schraube und des tatsächlichen Werkzeugs |
| Häufiges Entfernen von Feldern | Wählen Sie zwischen Einsätzen aus Stahl, Edelstahl oder Messing | Wechseln Sie den Einsatz, die Schraube, die Befestigungsmethode und das Wartungsverfahren ab |
| Hohe Klemmkraft bei kompakter Einbaufläche | Einsatz, größerer Vorsprung, überarbeitetes Befestigungselement oder Durchgangsschraube | Prüfung von Verbindungen und Versagensprüfungen |
| Hohe Dauerbelastung | Überprüfung der Relaxation bei Direktgewinden und der Kompatibilität von Einsätzen | Haftfestigkeit der Klemme nach Temperaturbelastung im Rahmen des Projekts |
| Unkontrollierte Feldwerkzeuge | Sich weniger auf das „Gefühl“ des Installateurs verlassen; eine robuste Retentionsarchitektur nutzen | Servicewerkzeug, Drehmomentkontrolle und Überprüfung auf unsachgemäßen Gebrauch |
Ein Gewindeeinsatz ist kein Allheilmittel. Das Gussteil muss den Einsatz weiterhin halten, und der Einbauprozess kann einen schwachen Ansatz spalten oder verformen. Eingepreßte, selbstschneidende, eingegossene und nachträglich eingebaute Gewindeeinsätze weisen unterschiedliche radiale Belastungen, Einbauanforderungen und Betriebsverhalten auf. Der Einsatztyp, die Einbautiefe, die Ausreiß- oder Drehmomentfestigkeit sowie die Austauschrichtlinien müssen projektspezifisch festgelegt werden.
Zeichnung und Montageanleitung gemeinsam korrigieren
Eine Zeichnung, auf der lediglich „M5-Gewindebohrung“ vermerkt ist, lässt mehrere für die Funktionsfähigkeit kritische Bedingungen offen. Die Produktzeichnung, die Spezifikation der Befestigungselemente und die Montageanleitung sollten sich auf dieselbe Verbindung beziehen.
| Steuerfeld | Was ist anzugeben? | Warum es wichtig ist |
|---|---|---|
| Innengewinde | Größe, Steigung, Klasse oder Toleranz sowie die Anforderung eines Vollgewindes | Verhindert eine fehlerhafte oder unvollständige Gewindeform |
| Effektives Engagement | Minimal-Le mit der zugelassenen Schraube | Legt die tatsächliche tragende Länge fest |
| Nutzbare Bohrlochtiefe | Gesamtgewindetiefe plus Bodenabstand | Verhindert das Aufsetzen und ein falsches Drehmoment |
| Geometrie des Bosses | B, t, r, e, lokale Rippen und minimale Grunddicke | Stützt das Gewinde und überträgt die Vorspannung auf den Scharnierkörper |
| Befestigungselement | Material, gegebenenfalls Materialklasse, Oberflächenausführung, Punkt und zugelassene Bezugsquelle | Regelt Festigkeit, Reibung und Gewindekompatibilität |
| Unterlegscheibe oder Lageranschluss | Scheibentyp, Kopfausführung, Sitzdurchmesser und zulässige Senkung | Regelt die Reibung und den lokalen Druck der Lager |
| Schmiermittel oder Schraubensicherung | Genaues Produkt, Anwendungsort, Menge und Aushärtungsbedingungen | Regelt die Reibung und die Wiederholgenauigkeit bei der Montage |
| Anzugsmoment | Projektgenehmigter Wert, Werkzeugtoleranz, Drehzahl und Abtriebsverfahren | Regelt die Vorspannung und das Überschwingen |
| Wiederverwendung von Diensten | Zulässige Anzahl von Baugruppen und Austauschvorschriften | Verhindert eine nicht validierte wiederholte Verwendung |
| Bei Verwendung einfügen | Typ, Material, Einbauverfahren, Einbautiefe und Abnahme | Verhindert den Austausch durch nicht genehmigte Einsätze |
Übernehmen Sie keinen Drehmomentwert aus einer allgemeinen Tabelle, ohne zuvor das Material des Innengewindes, die Geometrie des Ansatzes, die Oberflächenbeschaffenheit der Schraube, das Schmiermittel, die Unterlegscheibe und die erforderliche Klemmkraft zu überprüfen. Allgemeine Tabellen gehen oft von einer Stahlmutter oder anderen Reibungsbedingungen aus. Das aus Druckguss gefertigte Innengewinde kann das schwächste Bauteil der Verbindung sein.
Überprüfen Sie die überarbeitete Verbindung unter den tatsächlichen Montagebedingungen
Eine Gewindelehre bestätigt die Gewindegröße. Sie liefert jedoch keinen Nachweis dafür, dass der Ansatz den Produktionsbetrieb übersteht, die erforderliche Klemmkraft erzeugt, wiederholten Einsatz aushält oder nach Temperatureinwirkung intakt bleibt. Bei der Validierung sollten der tatsächliche Guss, die Oberflächenbeschaffenheit, das Befestigungselement, die Unterlegscheibe, die chemischen Bedingungen, das Werkzeug, der Zugangswinkel und das Gegenstück originalgetreu nachgebildet werden.
- Geben Sie die genaue Probe an: Modell des Scharniers, Gusslegierung, Formnest oder Charge (sofern verfügbar), Oberflächenbeschaffenheit, Bearbeitungsversion, Zustand des Einsatzes und Gewindespezifikation.
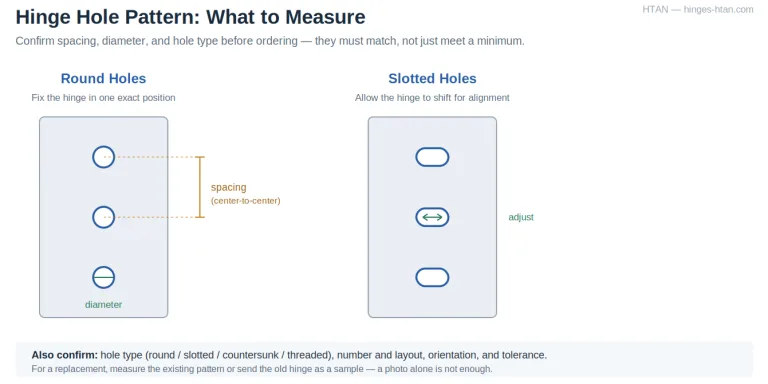
- Überprüfen Sie die Geometrie: Messen Sie die nutzbare Gewindetiefe, den effektiven Gewindeeingriff, die Abmessungen des Ansatzes, den Bodenabstand, die Schraubenlänge und den Sitzzustand.
- Überprüfen Sie das Gewinde: Verwenden Sie die zugelassene Gewindelehre und prüfen Sie die Steigung, die Späne, die Beschichtung und den Boden des Sacklochs.
- Baugruppe reproduzieren: Verwenden Sie die Serienschraube, die Unterlegscheibe, das Schmiermittel oder die Schraubensicherung, den Schraubendreher, die Drehzahl, die Haltevorrichtung und den Zugangswinkel.
- Verhalten des Drehmoments aufzeichnen: Erfassen Sie, soweit es die Geräte zulassen, Informationen zum Ablauf und zur Abschaltung; untersuchen Sie ungewöhnliche frühe Drehmomentanstiege oder Überschwinger.
- Funktion der Klemme prüfen: Stellen Sie sicher, dass das Scharnier vollständig sitzt und die erforderliche Gelenkfunktion ohne lokale Beschädigungen am Vorsprung erreicht wird.
- Sicherheitsmarge festlegen: Wenden Sie an separaten Proben eine projektgenehmigte zerstörende oder zerstörungsfreie Prüfmethode an, um die Versagensart und die verfügbare Sicherheitsmarge zu ermitteln.
- Wiederholen Sie den Zusammenbau bei Bedarf: Prüfen Sie die zugelassene Anzahl von Aus- und Einbauzyklen unter realen Betriebsbedingungen.
- Überprüfen Sie den prüfgeprüften Ansatz: Dokumentieren Sie, ob der Ausfall durch Scherung des Innengewindes, Risse im Ansatz, Herausziehen des Einsatzes, Versagen der Schraube oder eine Beschädigung des Lagersitzes verursacht wurde.
- Wiederholungsuntersuchung nach entsprechender Exposition: Berücksichtigen Sie Faktoren wie Temperatur, Korrosion, Reinigung oder Vibration nur dann, wenn diese die tatsächliche Verbindung beeinflussen können.
Validierungsgrenze: Ein Muster, das eine Montage übersteht, ist nicht automatisch für den wiederholten Einsatz im Feld zugelassen. Ein Muster, das eine Stecklehre besteht, ist nicht automatisch für die angegebene Klemmkraft zugelassen. Jede Prüfung beantwortet eine andere Frage.
Anwendungsbeispiel aus dem Verbundwerkstoffbau: Die Drehmomenteinstellung war nicht das einzige Problem
Hierbei handelt es sich um ein fiktives technisches Szenario, das zur Veranschaulichung der Auswahllogik erstellt wurde. Es handelt sich weder um eine Kundenprojektdokumentation noch um einen Produkttestbericht.
Ein OEM montiert ein aus einer Zinklegierung im Druckgussverfahren hergestelltes Gerätescharnier mit zwei Maschinenschrauben. Einige Scharniere lassen sich korrekt montieren, während bei anderen die Gewinde ausreißen, bevor der Schrauber seine programmierte Abschaltgrenze erreicht. Als sofortige Maßnahme wird das Drehmoment reduziert.
Die Prüfung zeigt vier miteinander in Wechselwirkung stehende Faktoren. Die zugelassene Schraube ist länger als der frühere Prototyp. Späne am Boden des Sacklochs verringern das verfügbare Spiel. Die nutzbare Gewindetiefe ist kürzer als die Nenn-Gewindetiefe. Ein Vorsprung weist zudem in der Nähe einer Gussnase eine lokal dünne Wand auf. Durch Verringerung des Drehmoments ist die Montage zwar möglich, das Scharnier liegt jedoch nicht durchgehend am Rahmen an.
- Unterscheidung zwischen „Bottoming“ und „Stripping“: Vergleichen Sie die Schraubenlänge mit der gemessenen Nutzhöhe und überprüfen Sie die Schraubenspitze.
- Richtige effektive Einbindung: Legen Sie die Gewindetiefe, den Bodenabstand und die zulässige Schraubenlänge fest.
- Unterstützung durch den Vorgesetzten prüfen: Lokales Material auftragen oder die Aussparung an die Stelle verlegen, an der der Querschnitt nicht ausreicht.
- Überprüfen Sie den Montagezustand: Geben Sie die Gewindeausführung, das Werkzeug, die Drehzahl und das zulässige Drehmoment entsprechend der überarbeiteten Verbindung an.
- Überprüfung der Klemmenfunktion und des Ausfallmodus: Überprüfen Sie an separaten Proben den vollständigen Sitz, die erforderliche Gelenkfunktion und den projektspezifischen Rand.
Die abschließende Korrektur besteht nicht einfach darin, „weniger Drehmoment anzuwenden“. Sie beseitigt das durch das Anschlagen verursachte Fehlmoment, stellt den nutzbaren Eingriff wieder her, verstärkt den lokalen Lastpfad und legt schließlich eine Montageeinstellung für die eigentliche Verbindung fest.
Checkliste zur Überprüfung auf Gewindeschäden bei Druckguss-Scharnieren
| Überprüfen | Erforderliche Nachweise | Status bei Vermisstenfall |
|---|---|---|
| Fehlgeschlagene Schnittstelle | Innengewinde, Schraubgewinde, Einsatz, Plattengewinde oder Blindlochboden | Fehleranalyse erforderlich |
| Gusslegierung und Zustand | Genaue Angabe der Legierung, der Oberflächenbeschaffenheit, der Charge oder der Formkammer, sofern verfügbar | Bestätigung durch den Lieferanten erforderlich |
| Innengewinde | Größe, Teilung, Toleranz, Messwert, Zustand der Gewindegänge | Aktualisierung der Zeichnung oder Inspektion erforderlich |
| Effektives Engagement Le | Gemessener Kontakt über die gesamte Gewindelänge mit zugelassener Schraube | Technische Überprüfung erforderlich |
| Nutzbare Sacklochtiefe | Gewindegängigkeit, Rundlauf, Bodenabstand, Sauberkeit | Prüfung erforderlich |
| Spezifikation der Schraube | Länge, Material, ggf. Eigenschaftsklasse, Punkt, Oberflächenausführung, zugelassene Bezugsquelle | Bestätigung durch den Lieferanten erforderlich |
| Geometrie des Bosses | B, t, r, e, Grunddicke, Verhältnis zwischen Rippe und Aussparung | Zeichnungsprüfung erforderlich |
| Gussqualität | Parzelle, Grundstücksaufteilung oder genehmigte interne Begutachtung, sofern gerechtfertigt | Projektspezifisch |
| Montagechemie | Trocken, Schmiermittel, Schraubensicherung, Menge und Aushärtungsbedingungen | Prozessbestätigung erforderlich |
| Zustand des Fahrers | Werkzeugtyp, Einstellung, Toleranz, Drehzahl, Bohrer, Zugangswinkel | Arbeitsanweisung erforderlich |
| Zustand der Sitze | Das Scharnier muss vor dem Abschalten vollständig eingerastet sein, ohne dass die Schraube bis zum Anschlag eingedreht wird | Funktionsprüfung erforderlich |
| Anzugsmoment | Projektgenehmigter Wert auf der Grundlage tatsächlicher gemeinsamer Tests | Wird noch bekannt gegeben |
| Wiederholter Service | Zulässige Anzahl von Baugruppen und Austauschrichtlinien | Projektspezifisch |
| Spezifikation einfügen | Typ, Material, Einbau, Einbautiefe, Befestigung und Wartungsmethode | Erforderlich bei Verwendung |
| Validierungsergebnis | Klemmfunktion, Toleranz, Ausfallmodus und Rückverfolgbarkeit der Proben | Mustergenehmigung erforderlich |
Eine vorläufige Empfehlung kann wahrscheinliche Ursachen und eine bevorzugte Abhilfemaßnahme aufzeigen. Im Rahmen einer technischen Überprüfung müssen die Geometrie der Verbindung und der Lastpfad bestätigt werden. Die Musterfreigabe gilt für das geprüfte Gussteil, die Schraube, die Oberflächenbeschaffenheit, den chemischen Zustand und den Montageprozess. Für die Serienfreigabe müssen dieselben kontrollierten Eingangsgrößen reproduziert werden.
Endgültige Regelung: Das Ausreißen von Gewinden darf nicht als reines Drehmomentproblem betrachtet werden
Das Ausreißen des Gewindes bei Druckgussscharnieren ist ein Versagen des Verbindungssystems. Das Innengewinde, der Ansatz, das Gussteil, die Schraube, die Unterlegscheibe, das Schmiermittel, das Werkzeug, die Passfläche und der Betriebszyklus beeinflussen das Ergebnis. Eine Verringerung des Anzugsmoments ohne Überprüfung der Klemmfunktion kann dazu führen, dass ein offensichtlicher Montagefehler im Betrieb durch ein lockeres Scharnier ersetzt wird.
Überprüfen Sie zunächst die fehlerhafte Schnittstelle. Definieren Sie anschließend die effektive Eingriffstiefe anstelle der nominellen Bohrlochtiefe, überprüfen Sie die Auflagestärke des Vorsprungs und die Gussqualität, kontrollieren Sie den genauen Befestigungszustand und die Reibungsverhältnisse und validieren Sie die Serienmontage. Verwenden Sie einen Gewindeeinsatz oder eine überarbeitete Befestigungsarchitektur, wenn der direkte Guss keine zuverlässige Sicherheitsreserve oder wiederholbare Lebensdauer gewährleisten kann.
Für eine projektspezifische Überprüfung, Bitte senden Sie uns die Zeichnung des Scharniers, die Gusslegierung, den Querschnitt des Ansatzes, die Schraubenspezifikation, das Anzugsmoment, Angaben zu Schmiermittel oder Schraubensicherung sowie Fotos der Defekte und Muster der defekten Teile..
FAQs
Warum dreht sich eine Schraube in einem Druckgussscharnier, ohne dass sie festgezogen wird?
Das interne Gussgewinde könnte abgerissen sein, aber die Schraube kann auch in einem Sackloch aufgesetzt haben, ein Quergewinde aufweisen, eine falsche Steigung haben, durch Späne oder Beschichtungen blockiert sein oder selbst beschädigt sein. Überprüfen Sie die Schraube, das übertragene Gussmaterial, die nutzbare Bohrungstiefe, den Einstichzustand und das Gegengewinde, bevor Sie die Fehlerursache ermitteln.
Kann eine Verringerung des Montage-Drehmoments das Ausreißen von Gewinden bei Druckgussteilen verhindern?
Dadurch lässt sich zwar die unmittelbare Belastung verringern, es kann jedoch auch zu einer unzureichenden Klemmkraft kommen. Das richtige Drehmoment hängt vom jeweiligen Gussteil, dem Eingriff, der Geometrie des Ansatzes, der Oberflächenbeschaffenheit der Schraube, der Unterlegscheibe, dem Schmiermittel oder Gewindesicherungsmittel, dem Schraubwerkzeug und der erforderlichen Funktion der Verbindung ab. Beheben Sie die Fehlerursache und überprüfen Sie anschließend das angepasste Drehmoment an der tatsächlichen Baugruppe.
Wie viel Gewindeeingriff benötigt ein Druckgussscharnier?
Es gibt keine allgemeingültige Eingriffsquote für alle Scharniere aus Zink- oder Aluminiumdruckguss. Der erforderliche effektive Eingriff hängt von der jeweiligen Legierung, der Qualität des Gussmaterials, der Gewindegröße, der Geometrie des Ansatzes, der Schraubenfestigkeit, der Klemmkraft, den Reibungsbedingungen, der Temperatur und den Betriebszyklen ab. Verwenden Sie die gesamte Eingriffslänge und nicht die Nenn-Blindlochtiefe, und überprüfen Sie die tatsächliche Verbindung.
Wann sollte bei einem Druckgussscharnier ein Gewindeeinsatz verwendet werden?
Ein Einsatz sollte in Betracht gezogen werden, wenn die Befestigungsschraube wiederholt entfernt werden muss, der direkte Guss nur einen begrenzten Abstreifspielraum bietet, der Vorsprung kompakt ist, die Klemmkraft hoch ist oder der Montageprozess vor Ort den weichen Innengewinde nicht zuverlässig schützen kann. Der Guss muss dennoch so konstruiert und geprüft werden, dass er den ausgewählten Einsatz hält.
Lässt sich mit einer GO/NO-GO-Gewindelehre nachweisen, dass das Gewinde des Scharniers fest genug ist?
Nein. Eine Gewindelehre dient zur Überprüfung der vorgegebenen Gewindegröße oder der Abnahmekriterien. Sie liefert jedoch keinen Nachweis für einen ausreichenden wirksamen Eingriff, die Wandstärke des Ansatzes, die Gussqualität, die Klemmkraft, die Montagespielraum, die Wiederholungslebensdauer oder die Beständigkeit gegenüber den genauen Produktionsbedingungen und Reibungsverhältnissen. Diese Aspekte erfordern eine Validierung auf Verbindungsebene.