Pourquoi les filetages des charnières moulées sous pression s'abîment-ils lors du montage ?
Analyse des défaillances et contrôle des assemblages
L'arrachement du filetage d'une charnière moulée sous pression est souvent perçu comme une simple erreur de montage : la vis tourne, la tête cesse d'avancer et l'assemblage ne supporte pas le couple. La défaillance réelle peut toutefois trouver son origine bien plus tôt : dans la géométrie du bossage, la porosité du moulage, la profondeur du taraudage, la longueur de la vis, l’accumulation de revêtement, le réglage de l’embout, l’état du lubrifiant ou encore la décision d’utiliser un filetage direct alors qu’un entretien répété aurait nécessité un insert.
Ce guide explique comment diagnostiquer l'arrachement du filetage d'une charnière moulée sous pression sans le confondre avec un filetage traversant, un endommagement de la vis, un contact avec le fond d'un trou borgne ou un filetage arraché dans le cadre du meuble. Il montre ensuite comment les ingénieurs et les équipes qualité peuvent corriger le plan, les instructions de montage et le plan de validation des échantillons avant que la même défaillance ne se produise en production.
Diagnostic rapide : qu'est-ce qui endommage généralement le filetage d'une charnière moulée sous pression ?
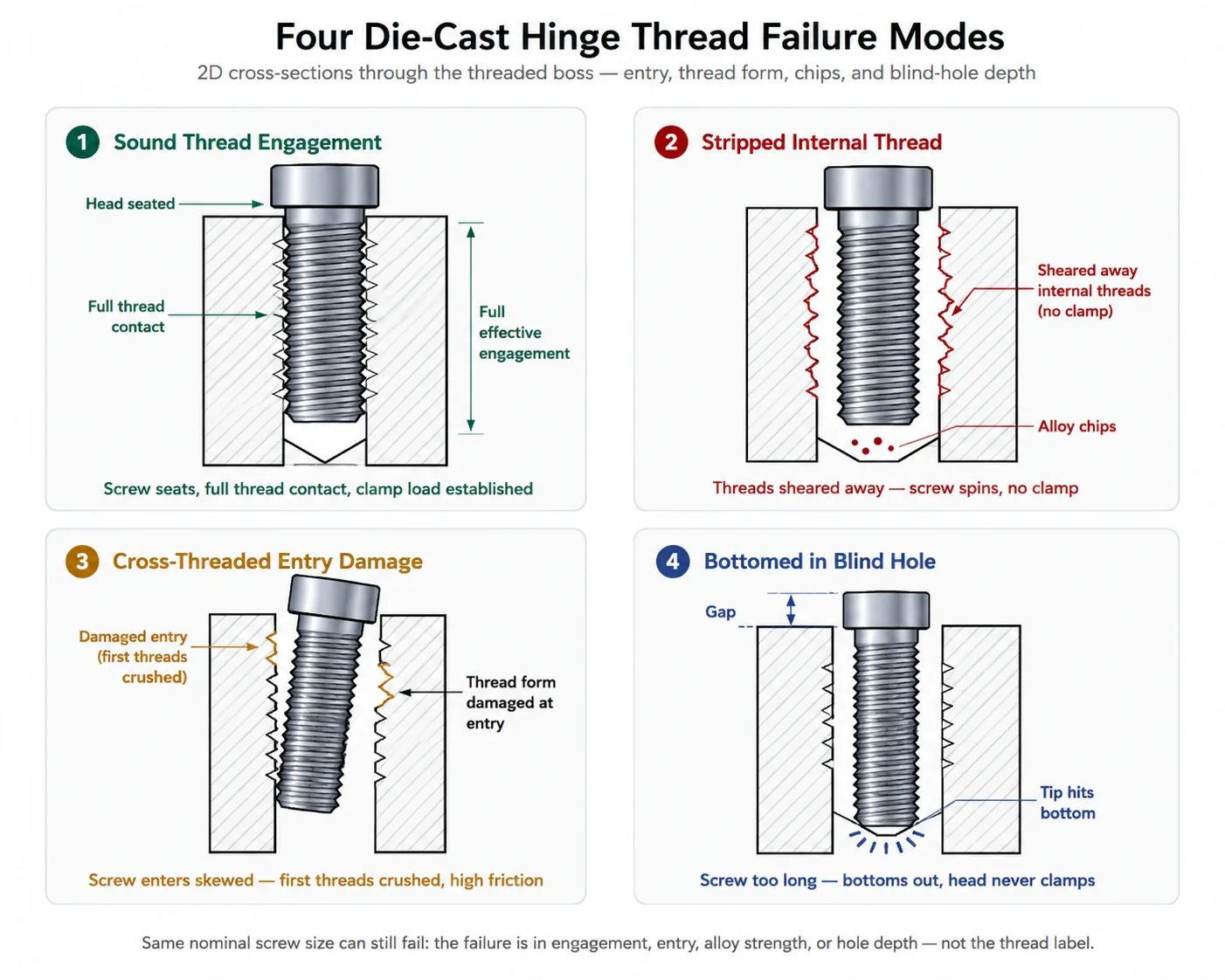
Le filetage d'une charnière moulée sous pression s'abîme lorsque le filetage interne n'est pas en mesure de supporter la charge axiale générée lors du serrage. Les causes les plus courantes sont un engagement effectif insuffisant, une force de serrage excessive due aux conditions réelles de couple et de frottement, un bossage fragile ou mal soutenu, un filetage incomplet ou endommagé, une vis qui touche le fond avant le serrage, et des montages répétés qui usent progressivement la pièce moulée.
Ne cherchez pas à résoudre le problème en réduisant le couple à l'aveuglette. Un réglage plus faible de l'outil de serrage peut masquer la défaillance tout en laissant une force de serrage insuffisante. La bonne marche à suivre consiste à déterminer si la défaillance de l'assemblage est due à la géométrie, au matériau, à la qualité de fabrication, au choix des éléments de fixation, au frottement lors de l'assemblage, à la fréquence d'utilisation ou à une combinaison de ces facteurs.
Vérifier quel thread ou quelle interface a effectivement échoué
La vis peut tourner sans exercer de force de serrage, mais ce phénomène ne prouve pas que le filetage interne moulé sous pression se soit abîmé. Conservez les composants défectueux et déterminez quelle surface a subi une altération.
| État observé | Risque d'échec plus élevé | Éléments à vérifier |
|---|---|---|
| Un matériau de moulage souple est injecté dans les filets de la vis | Dénudage de filetage par moulage sous pression interne | Flancs de filets cisaillés, premiers filets en prise endommagés, perte de matière au niveau du bossage |
| Les crêtes du filetage sont aplaties ou déchirées, tandis que le bossage semble intact | Dommages au filetage extérieur | Qualité de la fixation, filetage d'entrée endommagé, forme ou pas de filetage incorrects |
| La vis pénètre en biais et se coince rapidement | Dérapage du filetage ou désalignement entre le trou et l'axe | Dommages à l'entrée, contact asymétrique du filetage, fixation ou angle d'accès |
| La vis est bien serrée, mais la charnière reste lâche | Atteinte du fond d'un trou borgne | Longueur de la vis, profondeur utile du filetage, présence de débris ou de revêtement au fond du trou |
| La vis ne tourne pas à la main | Pas de filetage incorrect, filetage endommagé, accumulation de résidus, éclats ou taraudage incomplet | Jauge de filetage, vis d'ajustage, contrôle de la propreté de l'alésage |
| Le corps de la charnière est toujours en bon état, mais le filetage du panneau du meuble s'est détaché | Défaillance du support de montage | Épaisseur du panneau, structure de support, insert ou plaque de fixation |
| Les colliers de serrage tiennent bien au début, mais se desserrent après la mise en service | Perte de précharge, tassement, desserrage dû aux vibrations, fluage ou enfoncement de la surface d'appui | Marques de repère, couple de serrage retenu, empreinte en surface, mouvement du joint |
Conservez ensemble la vis défectueuse, la charnière, la rondelle et le dossier de montage. Le nettoyage de la vis avant de consigner les traces de matière moulée transférées peut faire disparaître les meilleurs indices de cisaillement du filetage. Notez le type de tournevis utilisé, le couple de serrage, le lot de la fixation, le lubrifiant ou le frein-filet utilisé, la longueur de la vis, le nombre de montages précédents, ainsi que si la vis a atteint le fond du trou.
Si le filetage endommagé se trouve sur le panneau de porte ou le châssis de l'équipement plutôt que sur la pièce moulée de la charnière, consultez le guide séparé pour plaques de fixation des charnières et renforts de cadre. Cette page traite du retrait du substrat, de la déformation des panneaux minces et du choix de la plaque d'appui.
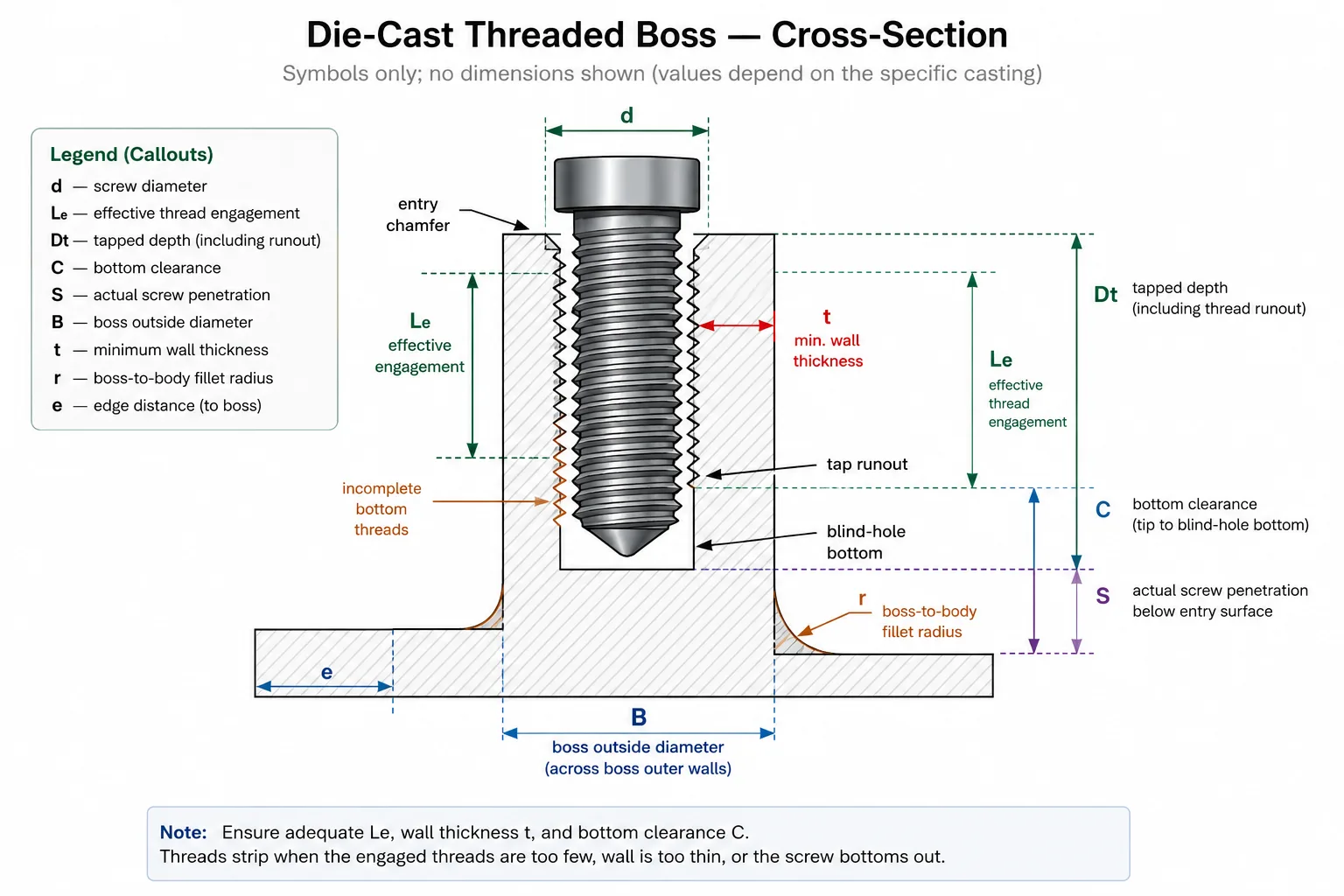
La longueur d'engagement effective du filetage n'est pas la même chose que la profondeur du trou
Un trou borgne peut sembler suffisamment profond sur le plan, tout en offrant une longueur d'engagement utile bien moindre. Le pas de la vis, les filets inférieurs incomplets, le faux-rond du taraud, la fraise conique, le revêtement, les débris et le jeu nécessaire au fond réduisent tous la longueur qui supporte effectivement la charge.
À titre d'analyse préliminaire, la surface de cisaillement du filetage intérieur augmente avec la circonférence effective en prise et la longueur d'engagement. La relation simplifiée est la suivante :
Relation de dépistage : La résistance au dénudage des filetages intérieurs augmente généralement avec π × dm × Le × τautoriseroù dm est le diamètre effectif du filetage, Le c'est un engagement efficace, et τautoriser correspond à la contrainte de cisaillement admissible, spécifique au projet, de la pièce moulée en question. Il ne s'agit pas d'une équation définitive pour la conception du filetage.
Cette relation explique pourquoi la profondeur nominale du trou ne suffit pas à elle seule. Un trou plus long n'améliore pas la résistance lorsque cette longueur supplémentaire comporte des filets incomplets ou que la vis n'atteint pas cette partie. À l'inverse, augmenter la profondeur d'engagement sans renforcer le support du bossage peut déplacer la rupture vers la paroi du bossage ou la pièce moulée environnante.
| Dimension ou condition | Ce qu'il contrôle | Erreur courante dans les spécifications |
|---|---|---|
| Profondeur nominale de taraudage Dt | Profondeur totale indiquée pour l'opération de taraudage | Considéré comme équivalant à un engagement total effectif |
| Un engagement efficace Le | Longueur totale de contact entre le filetage interne et le filetage externe | Non calculé après l'entrée, le débord et le jeu au fond |
| Engagement de la vis Ls | Longueur de la vis pénétrant effectivement dans la totalité du filetage interne | Une vis courte n'utilise que les premiers filets |
| Garde au sol C | Empêche la vis de toucher le fond avant que la force de serrage ne soit atteinte | Aucune tolérance relative à la géométrie des copeaux, des revêtements ou des pointes |
| Chanfrein d'entrée ou fraisage en contre-dépouille | Facilite l'assemblage et élimine les arêtes vives | Un diamètre d'entrée trop grand enlève trop de filets porteurs |
| Faux-rond du filetage R | Passage à des filets inférieurs incomplets | Inclus dans l'engagement exploitable |
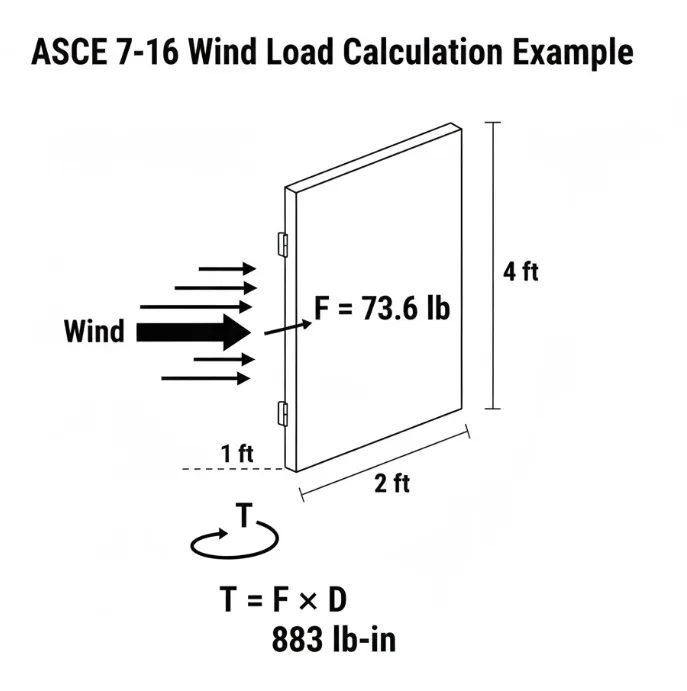
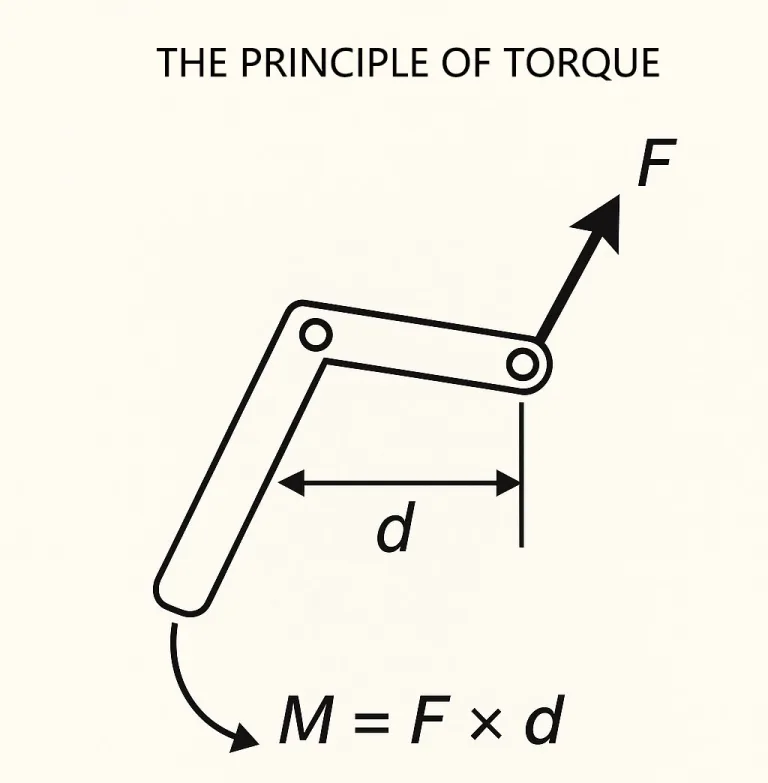
Le couple de serrage génère une force de serrage par frottement
Le serrage génère un couple, mais le filetage cède sous l'effet des charges de contact axiales et locales produites par ce couple. Seule une partie du couple appliqué se transforme en précontrainte utile. Le reste est absorbé par le frottement au niveau des filets et sous la tête de vis ou la rondelle.
Une relation préliminaire courante est la suivante :
Relation préliminaire entre le couple et la vitesse : F ≈ T / (K × d)où F est la précharge estimée, T est le couple de serrage, d est le diamètre nominal de la vis, et K est un facteur lié au frottement. La valeur de K n'est pas universelle et varie en fonction de la finition, du lubrifiant, du frein-filet, de la rondelle, des impuretés et de l'état de la surface.
C'est pourquoi un couple qui convenait à une vis zinguée à sec peut entraîner une surcharge du même filetage moulé lorsque la fixation est lubrifiée ou dotée d'un revêtement différent. Un frottement plus faible peut générer une précharge plus élevée pour un même couple indiqué. À l'inverse, un frottement plus élevé peut entraîner le problème inverse : la visseuse atteint son couple de serrage avant qu'une force de serrage suffisante ne soit atteinte.
ISO 16047 spécifie les conditions d'essai de couple et de force de serrage des fixations filetées et des pièces associées. Elle aide à définir la manière dont le couple et la force de serrage sont mesurés, mais elle ne fournit pas de couple de montage unique et correct pour un bossage de charnière moulé sous pression, ne définit pas la porosité acceptable du moulage et ne prouve pas qu'un joint de charnière spécifique est adapté à la production. Ces limites restent propres à chaque projet.
| Modification de l'assemblage | Effet possible avec le même réglage du pilote | Réponse obligatoire |
|---|---|---|
| La vis lubrifiée remplace la vis sèche | Précharge plus élevée et risque accru de déchaussement | Vérifier à nouveau le couple et l'état des colliers de serrage |
| Ajout d'un frein-filet | Variation du frottement et du couple dominant | Tester le produit et les conditions de durcissement exactes |
| Rondelle retirée ou remplacée | Frottement des roulements et variation de la pression superficielle | Vérifiez à la fois la précharge et l'état des sièges de charnière |
| Modifications apportées au revêtement des éléments de fixation | Évolution de la relation couple-tension | Contrôle de la finition des éléments de fixation homologués |
| La visseuse à percussion remplace la visseuse manuelle | Les pics dynamiques et les dépassements peuvent augmenter | Utilisez un outil validé et une méthode de vérification éprouvée |
| Augmentations automatiques de la vitesse du conducteur | La chaleur, le comportement des sièges et le dépassement lors de la fermeture peuvent varier | Vérifier la vitesse et les capacités de l'outil |
La géométrie du mandrin détermine si le filetage est pris en charge
Un filetage peut présenter un engagement suffisant sur le papier et pourtant se dégrader, car le bossage environnant n'est pas en mesure de le soutenir. Le diamètre extérieur du bossage, l'épaisseur de paroi, le congé, la distance par rapport à un bord libre, la liaison par nervure et la section locale de la pièce moulée déterminent la manière dont la charge exercée sur le filetage se répercute sur le corps de la charnière.
Parmi les défauts géométriques courants, on peut citer un bossage étroit qui se dilate ou se fissure lors du serrage, un filetage placé trop près d’un bord, une transition brusque entre le bossage et le corps, un filetage profond entouré d’une paroi mince, ou encore un bossage relié au vantail de la charnière par une section plate non soutenue. Les sièges de vis à tête fraisée peuvent constituer une source de défaillance supplémentaire, car la tête conique génère une expansion radiale en plus de la force de serrage axiale.
| Fonctionnalité « Boss » | Risque de défaillance en cas d'insuffisance | Révision de la conception |
|---|---|---|
| Diamètre extérieur B | Expansion, division ou cisaillement local du bossage | Vérifier qu'il ne reste plus de matière autour de la base du filetage |
| Épaisseur de paroi t | Fissuration ou déformation avant d'atteindre la charge maximale de serrage | Vérifiez la section locale la plus fine, et pas seulement le diamètre nominal du bossage. |
| Rayon de congé r | Contrainte élevée au niveau de la transition entre la tête et le corps | Utilisez une transition moulable et vérifiez l'accès aux outils |
| Distance au bord e | Évasion vers un rebord ou une cavité à proximité | Vérifier la direction réelle des contraintes et le risque lié à la porosité |
| Soutien des côtes | Inclinaison ou flexion du bossage sous l'effet de la précharge de la vis | Raccorder le bossage à un élément structurel sans créer de zones de forte concentration de chaleur |
| Géométrie du fraisage en contre-dépouille | Élargissement radial et écrasement local | Vérifier l'angle de direction, le contact de la selle, la profondeur et le soutien du bossage |
| Épaisseur de la base d'un trou borgne | Fissuration ou rupture de la base | Maintenez le matériau spécifique au projet sous le trou percé ou taraudé |
La conception optimale d'un boss dépend du matériau utilisé. Les pièces moulées en zinc et en aluminium présentent des différences en termes de propriétés de l'alliage, de comportement au moulage, de capacité à reproduire des détails fins, de réponse thermique et de géométrie requise au niveau des filetages. Ces compromis généraux relèvent du domaine de la Guide sur les charnières moulées sous pression en alliage de zinc et en alliage d'aluminium.
Les défauts de moulage et de taraudage peuvent réduire la longueur de filetage disponible
Le dessin peut être correct, mais le bossage obtenu ne l'est pas forcément. Les pores dus au moulage sous pression, les défauts de soudure à froid, les vides liés au retrait, les films d'oxyde, les inclusions locales, les déviations de perçage, les tarauds usés, une profondeur de taraudage incorrecte, les copeaux et les filets de guidage endommagés peuvent réduire la quantité de matière saine capable de supporter la charge de la vis.
Porosité au niveau de la racine du filetage
La surface externe visible ne permet pas de déterminer l'état interne autour du trou taraudé. La porosité qui traverse la racine du filetage réduit la ligne de cisaillement continue et peut entraîner une surface de rupture irrégulière. Lorsque les défauts se regroupent par cavité, par lot, par emplacement de bossage ou par lot d'usinage, une coupe transversale ou une autre méthode d'inspection interne approuvée dans le cadre du projet peut se justifier.
Alignement du perçage et du taraudage
Un trou percé hors axe entraîne une profondeur de filetage inégale sur toute la circonférence. Le calibre de filetage peut s'y insérer, mais le côté le plus fin du bossage comporte moins de matière. Le désalignement peut également entraîner une pénétration oblique de la vis de fixation lorsque la charnière est assemblée contre une pièce d'accouplement rigide.
Filetages incomplets et usure des tarauds
L'usure du taraud peut altérer la forme du filetage, la qualité de la surface et le diamètre effectif. Une entrée endommagée peut favoriser le défiletage, tandis que les copeaux restés dans un trou borgne peuvent entraîner un mauvais serrage ou un contact avec le fond. Le fournisseur doit définir comment sont contrôlés le diamètre du filetage, la profondeur utile, la propreté et l'état du taraud pour le bossage critique.
Les liens généraux entre le moulage, l'ébarbage, l'usinage, la préparation des composants et l'assemblage contrôlé sont abordés dans Comment sont fabriquées les charnières à couple ?. Le présent article se limite à la fonction filetée et à son défaut d'assemblage.
Les modifications répétées apportées à l'assemblage modifient le choix de conception approprié
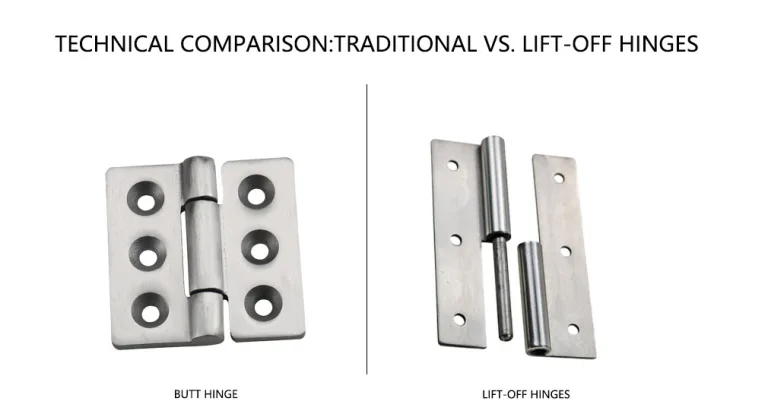
Une pièce moulée à filetage direct peut fonctionner correctement lors d'un montage unique et contrôlé en usine, mais présenter une défaillance après des démontages répétés. Chaque cycle d'utilisation peut endommager le pas du filetage, entraîner le transfert de débris, user les flancs, modifier la lubrification ou entraîner un désalignement de la vis.
| Conditions d'utilisation | Direction de départ privilégiée | Validation requise |
|---|---|---|
| Une installation en usine sous contrôle | Le moulage par tirage direct peut être acceptable | Marge de couple, fonction de serrage et preuves issues d'échantillons détruits |
| Entretien préventif ponctuel | Filetage direct ou insert, en fonction de la marge du bossage et de l'accès | Essai d'assemblage répété défini à l'aide de la vis et de l'outil réels |
| Suppression fréquente de champs | Envisagez un insert en acier, en inox ou en laiton | Cycle de l'insert, de la vis, du dispositif de verrouillage et de la procédure d'entretien |
| Charge de serrage élevée dans un bossage compact | Insert, bossage plus grand, élément de fixation modifié ou boulon traversant | Essais de serrage et de rupture au niveau des joints |
| Température élevée et constante | Vérifier la relaxation par filetage direct et la compatibilité des inserts | Maintien de la fixation après exposition à la température du projet |
| Outils de terrain non contrôlés | Réduire la dépendance vis-à-vis de l'expérience de l'installateur ; utiliser une architecture de rétention robuste | Outil d'entretien, contrôle du couple et analyse des mauvaises utilisations |
Un insert n'est pas une solution miracle. La pièce moulée doit tout de même pouvoir retenir l'insert, et le processus d'insertion peut fendre ou déformer un bossage fragile. Les inserts filetés à enfoncer, autotaraudeurs, moulés et installés a posteriori génèrent des charges radiales, des exigences de montage et des comportements en service différents. Le type d’insert, la profondeur de montage, la résistance à l’arrachement ou au couple, ainsi que la politique de remplacement doivent être adaptés à chaque projet.
Corrigez ensemble le dessin et la notice de montage
Un plan sur lequel figure uniquement la mention « trou taraudé M5 » laisse plusieurs conditions critiques pour la sécurité non définies. Le plan du produit, le cahier des charges des éléments de fixation et les instructions de montage doivent se référer au même assemblage.
| Champ de contrôle | Éléments à préciser | Pourquoi c'est important |
|---|---|---|
| Filetage intérieur | Taille, pas, classe ou tolérance, et exigence de filetage complet | Empêche la création d'un fil de discussion incorrect ou incomplet |
| Un engagement efficace | L minimume avec la vis homologuée | Définit la longueur effective de porte-charge |
| Profondeur utile du trou | Profondeur totale du filetage plus jeu au fond | Empêche le talonnage et les faux couples |
| Géométrie du boss | B, t, r, e, nervures locales et épaisseur minimale de la base | Soutient le filetage et transmet la précharge au corps de la charnière |
| Élément de fixation | Matériau, classe de propriété le cas échéant, finition, référence et source agréée | Permet de contrôler la résistance, le frottement et la compatibilité des filetages |
| Rondelle ou interface de roulement | Type de rondelle, forme de la tête, diamètre du siège et lamage autorisé | Contrôle le frottement des roulements et la pression locale |
| Lubrifiant ou frein-filet | Produit exact, lieu d'application, quantité et conditions de durcissement | Permet de maîtriser le frottement et la répétabilité de l'assemblage |
| Couple de serrage | Valeur approuvée pour le projet, tolérance de l'outil, vitesse et méthode de décélération | Contrôle de la précharge et du dépassement |
| Réutilisation des services | Nombre d'assemblages autorisés et exigences en matière de remplacement | Empêche toute utilisation répétée non validée |
| À insérer lors de l'utilisation | Type, matériau, procédure d'installation, profondeur et réception | Empêche la substitution d'inserts non autorisés |
Ne copiez pas une valeur de couple issue d'un tableau générique sans avoir vérifié le matériau du filetage interne, la géométrie du bossage, la finition de la vis, le lubrifiant, la rondelle et la charge de serrage requise. Les tableaux génériques partent souvent du principe que l'écrou est en acier ou que les conditions de frottement sont différentes. Le filetage interne moulé sous pression peut constituer l'élément le plus faible de l'assemblage.
Valider l'assemblage révisé dans les conditions réelles de montage
Un calibre de filetage permet de vérifier le diamètre du filetage. Il ne garantit toutefois pas que le bossage résistera aux conditions de production, qu’il générera la force de serrage requise, qu’il supportera des cycles d’utilisation répétés ou qu’il restera en bon état après une exposition à la température. La validation doit reproduire fidèlement la pièce moulée, la finition, la fixation, la rondelle, les conditions chimiques, l’outil, l’angle d’accès et le composant d’accouplement réels.
- Identifiez l'échantillon exact : Enregistrer le modèle de charnière, l'alliage de moulage, la cavité ou le lot (le cas échéant), la finition, la révision d'usinage, l'état de l'insert et les spécifications du filetage.
- Vérifier la géométrie : mesurer la profondeur utile du filetage, la profondeur d'engagement effective de la vis, les dimensions du bossage, le jeu au fond, la longueur de la vis et l'état d'assise.
- Vérifiez le fil de discussion : Utilisez le calibre de filetage homologué et vérifiez le pas, les copeaux, le revêtement et le fond du trou borgne.
- Assemblage de reproduction : utiliser la vis de série, la rondelle, le lubrifiant ou le frein-filet, l'embout, la vitesse, le dispositif de fixation et l'angle d'accès.
- Comportement du couple enregistré : enregistrer les données relatives au déroulement du cycle et à l'arrêt lorsque l'équipement le permet ; analyser toute augmentation anormale et précoce du couple ou tout dépassement de la valeur de couple.
- Vérifier le bon fonctionnement de la pince : Vérifier que la charnière s'enclenche correctement et que le fonctionnement requis de l'articulation est assuré sans endommager localement le bossage.
- Définir la marge : utiliser une méthode destructive ou non destructive approuvée dans le cadre du projet sur des échantillons distincts afin de comprendre le mode de rupture et la marge de sécurité disponible.
- Répétez l'opération si nécessaire : tester le nombre autorisé de cycles de démontage et de remontage en suivant la procédure d'intervention réelle.
- Inspecter le bossage ayant fait l'objet d'un essai de résistance : Précisez si la défaillance est due à un cisaillement du filetage interne, à une fissure du bossage, à l'arrachement de la plaquette, à une défaillance de la vis ou à un endommagement du logement du roulement.
- Effectuer un nouveau test après une exposition pertinente : Ne tenez compte de la température, de la corrosion, du nettoyage ou des vibrations que dans la mesure où ces facteurs peuvent modifier le joint lui-même.
Limites de validation : Un échantillon qui résiste à une installation n'est pas automatiquement validé pour une utilisation répétée sur le terrain. Un échantillon qui passe le test de la jauge d'ajustement n'est pas automatiquement validé pour la charge de serrage spécifiée. Chaque essai répond à une question différente.
Scénario d'ingénierie des matériaux composites : le réglage du couple n'était pas le seul problème
Il s'agit d'un scénario technique fictif élaboré afin d'expliquer la logique de sélection. Il ne s'agit ni d'un dossier de projet client ni d'un rapport d'essai de produit.
Un équipementier installe une charnière moulée sous pression en alliage de zinc à l'aide de deux vis mécaniques. Plusieurs charnières s'assemblent correctement, tandis que d'autres s'abîment avant que la visseuse n'atteigne son seuil d'arrêt programmé. La solution immédiate consiste à réduire le couple.
L'inspection met en évidence quatre facteurs interdépendants. La vis homologuée est plus longue que celle du prototype précédent. Des copeaux au fond du trou borgne réduisent le jeu disponible. La profondeur utile du filetage est inférieure à la profondeur nominale du taraudage. L'un des bossages présente également une paroi localement plus fine à proximité d'une poche de moulage. La réduction du couple permet l'assemblage, mais la charnière ne s'appuie pas de manière constante contre le châssis.
- Distinguer la réaction de fond de la réaction de stripage : Comparez la longueur de la vis à la profondeur utile mesurée et examinez la pointe de la vis.
- Engagement effectif correct : Définir la profondeur totale du filetage, le jeu au fond et la longueur de vis autorisée.
- Examen de l'assistance aux responsables : ajouter de la matière au niveau local ou déplacer la poche là où la section est insuffisante.
- Vérifier l'état du montage : Précisez le type de filetage, l'outil, la vitesse et le couple d' serrage homologué en fonction de l'assemblage révisé.
- Vérifier le fonctionnement de la pince et les modes de défaillance : Vérifier l'ajustement parfait, le fonctionnement conjoint requis et la marge spécifique au projet sur des échantillons distincts.
La correction finale ne se résume pas simplement à « réduire le couple ». Elle élimine le couple parasite lié au talonnage, rétablit l'engagement utile, renforce le chemin de charge local, puis définit un réglage d'assemblage adapté au joint réel.
Liste de contrôle pour le dévissage des charnières moulées sous pression
| Vérifier | Pièces justificatives requises | Statut « Disparu » |
|---|---|---|
| Interface défaillante | Filetage moulé interne, filetage de vis, insert, filetage de panneau ou fond de trou borgne | Analyse des défaillances requise |
| Alliage de fonderie et état | Alliage, finition, lot ou cavité exacts, le cas échéant | Confirmation du fournisseur requise |
| Filetage intérieur | Dimensions, pas, tolérance, résultat de la mesure, état du filetage | Mise à jour du dessin ou du rapport d'inspection requise |
| Un engagement efficace Le | Contact mesuré sur toute la longueur du filetage avec une vis homologuée | Vérification technique requise |
| Profondeur utile du trou borgne | Filetages complets, faux-rond, jeu au fond, propreté | Inspection obligatoire |
| Caractéristiques techniques des vis | Longueur, matériau, classe de propriété le cas échéant, point, finition, source agréée | Confirmation du fournisseur requise |
| Géométrie du boss | B, t, r, e, épaisseur de la base, rapport entre la nervure et la poche | Vérification des plans requise |
| Intégrité de la coulée | Section, plan de lotissement ou inspection interne approuvée, lorsque cela se justifie | Spécifique au projet |
| Chimie de l'assemblage | Produit sec, lubrifiant, frein-filet, quantité et conditions de durcissement | Confirmation du processus requise |
| État du conducteur | Type d'outil, réglage, tolérance, vitesse, foret, angle d'accès | Instructions de travail requises |
| Conditions d'assise | La charnière est complètement en place avant la fermeture, sans que la vis ne touche le fond | Vérification du bon fonctionnement requise |
| Couple de serrage | Valeur approuvée dans le cadre du projet, sur la base d'essais conjoints réels | À confirmer |
| Service répété | Nombre maximal d'assemblages autorisés et politique de remplacement | Spécifique au projet |
| Spécifications de l'insert | Type, matériau, installation, profondeur, fixation et mode d'entretien | Obligatoire en cas d'utilisation |
| Résultat de la validation | Fonction de serrage, marge, mode de défaillance et traçabilité des échantillons | Approbation de l'échantillon requise |
Une recommandation préliminaire peut permettre d'identifier les causes probables et la mesure corrective à privilégier. Une étude technique doit confirmer la géométrie du joint et le chemin de charge. L'homologation d'échantillon s'applique à la pièce moulée, à la vis, à la finition, à l'état chimique et au processus d'assemblage ayant fait l'objet des essais. L'homologation de production exige que ces mêmes paramètres contrôlés soient reproduits.
Règle définitive : ne pas considérer l'arrachement du filetage comme un problème lié uniquement au couple
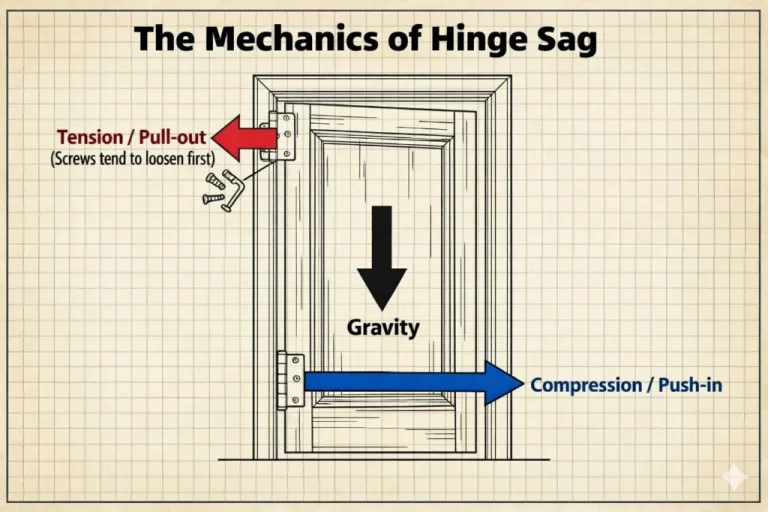
L'arrachement du filetage d'une charnière moulée sous pression constitue une défaillance du système d'assemblage. Le filetage interne, le bossage, la pièce moulée, la vis, la rondelle, le lubrifiant, l'outil, la surface d'appui et le cycle d'utilisation sont autant de facteurs qui influencent le résultat. Réduire le couple sans vérifier le bon fonctionnement du serrage peut transformer une défaillance évidente de l'assemblage en un relâchement de la charnière en service.
Commencez par identifier l'interface défaillante. Définissez ensuite l'engagement effectif plutôt que la profondeur nominale du trou, vérifiez le soutien du bossage et la qualité de la pièce moulée, contrôlez précisément l'état de la fixation et les conditions de frottement, puis validez l'assemblage en production. Utilisez un insert fileté ou une architecture de montage révisée lorsque le moulage direct ne permet pas d'assurer une marge de sécurité fiable ou une durée de vie répétable.
Pour une analyse spécifique à un projet, envoyer le plan de la charnière, l'alliage de moulage, la section du bossage, les caractéristiques techniques des vis, le couple de serrage, le lubrifiant ou le frein-filet, les photos des défauts et les échantillons défectueux.
FAQ
Pourquoi une vis tourne-t-elle dans une charnière moulée sous pression sans se serrer ?
Le filetage interne de la pièce moulée peut avoir été endommagé, mais la vis peut également avoir atteint le fond d'un trou borgne, présenter un filetage faussé, un pas non adapté, être bloquée par des copeaux ou un revêtement, ou encore être elle-même endommagée. Inspectez la vis, les résidus de matière moulée, la profondeur utile du trou, l'état de l'entrée et le filetage correspondant avant d'identifier la cause de la défaillance.
La réduction du couple de serrage lors du montage peut-elle empêcher l'arrachement du filetage sur les pièces moulées sous pression ?
Cela peut réduire la charge immédiate, mais peut également entraîner une force de serrage insuffisante. Le couple de serrage correct dépend de la pièce moulée concernée, de l'engagement, de la géométrie du bossage, de la finition de la vis, de la rondelle, du lubrifiant ou du frein-filet, de l'outil de serrage et de la fonction requise de l'assemblage. Corrigez le mécanisme de défaillance, puis validez le couple de serrage révisé sur l'assemblage réel.
Quel est le pas de filetage requis pour une charnière moulée sous pression ?
Il n'existe pas de rapport d'engagement universel valable pour toutes les charnières moulées sous pression en zinc ou en aluminium. L'engagement effectif requis dépend de l'alliage précis, de la qualité du matériau moulé, de la taille du filetage, de la géométrie du bossage, de la résistance de la vis, de la charge de serrage, des conditions de frottement, de la température et des cycles d'utilisation. Utilisez la longueur d'engagement totale, et non la profondeur nominale du trou borgne, et vérifiez l'assemblage réel.
Dans quels cas faut-il utiliser un insert fileté sur une charnière moulée sous pression ?
Il convient d'envisager l'utilisation d'un insert lorsque la vis de fixation doit être retirée à plusieurs reprises, que la pièce moulée présente une marge de dépouille limitée, que le bossage est compact, que la force de serrage est élevée ou que le processus d'assemblage sur site ne permet pas de protéger de manière fiable le filetage interne tendre. La pièce moulée doit néanmoins être conçue et testée de manière à retenir l'insert choisi.
Un calibre de filetage « GO/NO-GO » permet-il de vérifier que le filetage de la charnière est suffisamment résistant ?
Non. Un calibre de filetage permet de vérifier les dimensions spécifiées du filetage ou ses caractéristiques d'acceptation. Il ne permet pas de garantir un engagement effectif adéquat, l'épaisseur de la paroi du bossage, la qualité de la pièce moulée, la force de serrage, la marge d'assemblage, la durée de vie en service répétée, ni la résistance aux conditions exactes de fonctionnement et de frottement en production. Ces aspects nécessitent une validation au niveau de l'assemblage.