Perché le filettature delle cerniere pressofuse si danneggiano durante il montaggio
Analisi dei guasti e controllo degli assemblaggi
La perdita di filettatura delle cerniere pressofuse spesso si presenta come un semplice errore di montaggio: la vite gira, la testa smette di avanzare e il giunto non trattiene la coppia. Il vero e proprio guasto potrebbe aver avuto origine molto prima, a causa della geometria del perno, della porosità della fusione, della profondità della filettatura, della lunghezza della vite, dell’accumulo di rivestimento, dell’impostazione dell’utensile di avvitamento, delle condizioni del lubrificante o della scelta di utilizzare una filettatura diretta laddove un utilizzo ripetuto avrebbe richiesto un inserto.
Questa guida spiega come diagnosticare il danneggiamento della filettatura di una cerniera pressofusa senza confonderlo con il filettaggio incrociato, il danneggiamento della vite, l’urto contro il fondo di un foro cieco o il danneggiamento della filettatura nel telaio dell’armadio. Illustra inoltre come gli ingegneri e i team addetti alla qualità possano correggere il disegno tecnico, le istruzioni di montaggio e il piano di convalida dei campioni prima che lo stesso difetto si verifichi in produzione.
Diagnosi rapida: cosa causa solitamente l’usura della filettatura di una cerniera pressofusa?
La filettatura di una cerniera pressofusa si danneggia quando la filettatura interna non è in grado di sostenere il carico assiale generato durante il serraggio. Le cause più comuni sono un innesto effettivo insufficiente, un carico di serraggio eccessivo dovuto alle effettive condizioni di coppia e attrito, un perno debole o mal supportato, filettature incomplete o danneggiate, una vite che tocca fondo prima del serraggio e ripetuti montaggi che causano un progressivo logoramento del pezzo pressofuso.
Non risolvere il problema riducendo la coppia alla cieca. Un valore di coppia inferiore potrebbe mascherare il guasto, lasciando tuttavia un carico di serraggio inadeguato. La procedura corretta consiste nell’individuare se il giunto si è guastato a causa della geometria, del materiale, della qualità di fabbricazione, della scelta degli elementi di fissaggio, dell’attrito di assemblaggio, della frequenza di utilizzo o di una combinazione di tali fattori.
Verificare quale thread o interfaccia abbia effettivamente generato l'errore
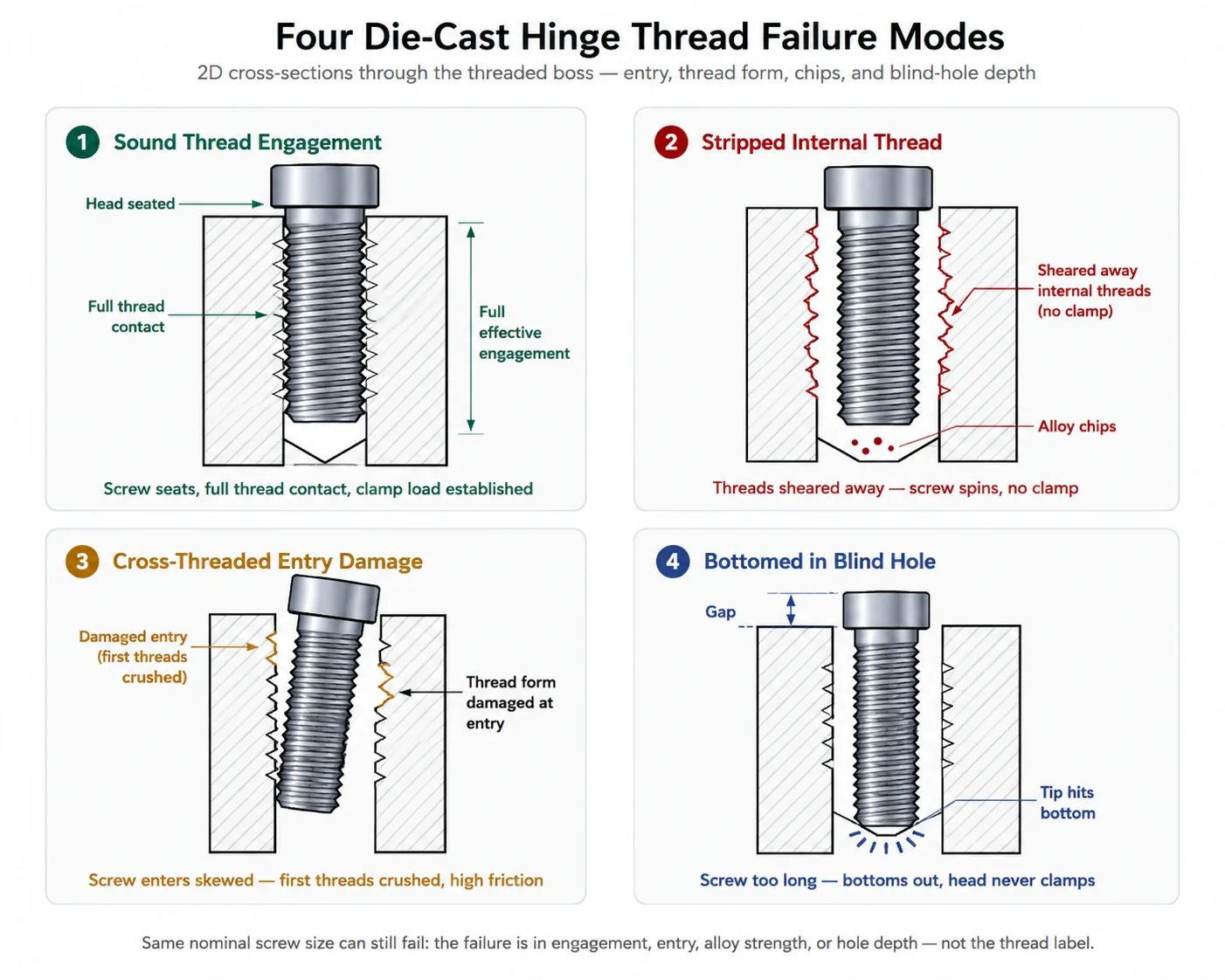
La vite potrebbe girare a vuoto senza esercitare alcuna forza di serraggio, ma questo sintomo non dimostra che la filettatura interna pressofusa si sia danneggiata. Conservare i componenti difettosi e determinare quale superficie abbia subito alterazioni.
| Condizione osservata | Probabilità di insuccesso maggiore | Elementi da verificare |
|---|---|---|
| Il materiale di colata morbido viene inserito nella filettatura della vite | Rimozione della filettatura interna su pezzi pressofusi | Fianchi delle filettature tranciati, primi filetti innestati danneggiati, riduzione del materiale del perno |
| Le creste della filettatura sono appiattite o strappate, mentre il rilievo sembra intatto | Danni alla filettatura esterna | Tipo di elemento di fissaggio, filettatura iniziale danneggiata, forma o passo della filettatura non corretti |
| La vite entra obliquamente e si blocca subito | Infilatura incrociata o disallineamento tra foro e asse | Danni all'ingresso, contatto asimmetrico della filettatura, dispositivo di fissaggio o angolo di accesso |
| La vite si stringe, ma la cerniera rimane allentata | Raggiungimento del fondo del foro cieco | Lunghezza della vite, profondità utile della filettatura, presenza di detriti o rivestimento sul fondo del foro |
| La vite non si avvita a mano | Passaggio errato, filettatura iniziale danneggiata, accumulo di materiale di rivestimento, scheggiature o maschiatura incompleta | Calibro a filettatura, vite di riferimento, ispezione della pulizia della canna |
| Il corpo della cerniera è ancora integro, ma la filettatura del pannello del mobile si sta staccando | Guasto del substrato di montaggio | Spessore del pannello, struttura di supporto, inserto o piastra di montaggio |
| All'inizio i morsetti sono ben fissati, ma dopo l'intervento si allentano | Perdita di precarico, assestamento, allentamento dovuto alle vibrazioni, scorrimento o incastro della superficie di appoggio | Segni di riferimento, coppia di serraggio mantenuta, impronta superficiale, movimento del giunto |
Conservare insieme la vite difettosa, la cerniera, la rondella e la documentazione relativa al montaggio. La pulizia della vite prima di documentare il materiale di fusione trasferito può eliminare le prove più evidenti del taglio della filettatura. Registrare il tipo di cacciavite utilizzato, l’impostazione della coppia, il lotto del fissaggio, il lubrificante o il frenafiletti, la lunghezza della vite, il numero di montaggi precedenti e se la vite ha raggiunto il fondo del foro.
Se la filettatura danneggiata appartiene al pannello della porta o al telaio dell'attrezzatura anziché al corpo della cerniera, consultare la guida separata per piastre di fissaggio delle cerniere e rinforzo del telaio. In quella pagina sono trattati lo strappo del substrato, la deformazione dei pannelli sottili e la scelta della piastra di supporto.
L'effettivo ingaggio della filettatura non coincide con la profondità del foro
Un foro cieco può sembrare sufficientemente profondo sul disegno, ma in realtà offrire una lunghezza di innesto utile molto inferiore. Il passo della vite, le filettature inferiori incomplete, lo scostamento del maschio, la svasatura, il rivestimento, i detriti e lo spazio libero necessario sul fondo riducono tutti la lunghezza che effettivamente sostiene il carico.
A titolo di ragionamento preliminare, l'area di taglio della filettatura interna aumenta con la circonferenza effettiva di ingranamento e la lunghezza di ingranamento. Una relazione semplificata è la seguente:
Rapporto di screening: La resistenza allo strappo della filettatura interna aumenta generalmente con π × dm × Le × τconsentire, dove dm è il diametro effettivo del filo, Le è un coinvolgimento efficace, e τconsentire è lo sforzo di taglio ammissibile specifico per il progetto del pezzo fuso in questione. Non si tratta di un'equazione definitiva per la progettazione della filettatura.
Questa relazione spiega perché la profondità nominale del foro da sola non è sufficiente. Un foro più lungo non migliora la resistenza quando la lunghezza aggiuntiva presenta filettature incomplete o la vite non la raggiunge. Al contrario, aumentare l’innesto senza aumentare il supporto del bossolo potrebbe spostare il punto di rottura sulla parete del bossolo o sulla fusione circostante.
| Dimensione o condizione | Cosa controlla | Errore tipico nelle specifiche |
|---|---|---|
| Profondità nominale della filettatura Dt | Profondità totale indicata per l'operazione di maschiatura | Si presume che corrisponda al massimo livello di coinvolgimento effettivo |
| Coinvolgimento efficace Le | Lunghezza del contatto completo tra la filettatura interna e quella esterna | Non calcolato tenendo conto dell'ingresso, dell'uscita e del gioco sul fondo |
| Inserimento della vite Ls | Lunghezza della vite che penetra effettivamente nella filettatura interna completa | La vite corta utilizza solo le prime filettature |
| Distanza dal fondo C | Impedisce che la vite tocchi il fondo prima che si sviluppi la forza di serraggio | Non si tiene conto della geometria del chip, del rivestimento o della punta |
| Smussatura o svasatura di ingresso | Facilita il montaggio ed elimina i bordi taglienti | Un inserimento eccessivo rimuove troppi filetti portanti |
| Eccentrico del filetto R | Passaggio a filettature inferiori incomplete | Inclusi come interazioni utilizzabili |
La coppia di montaggio genera una forza di serraggio tramite attrito
Il driver applica una coppia, ma la filettatura cede a causa dei carichi assiali e di contatto locali generati da tale coppia. Solo una parte della coppia applicata si trasforma in precarico utile. Il resto viene assorbito dall'attrito nelle filettature e sotto la testa della vite o la rondella.
Una relazione preliminare comune è:
Relazione preliminare tra coppia e velocità: F ≈ T / (K × d), dove F è il precarico stimato, T è la coppia di serraggio, d è il diametro nominale della vite, e K è un fattore legato all'attrito. Il valore di K non è universale e varia a seconda della finitura, del lubrificante, del frenafiletti, della rondella, della presenza di impurità e delle condizioni della superficie.
Ecco perché una coppia che funzionava con una vite zincata a secco può sovraccaricare la stessa filettatura quando l’elemento di fissaggio è lubrificato o presenta un rivestimento diverso. Un attrito minore può generare un precarico maggiore a parità di coppia indicata. Un attrito maggiore può invece causare il problema opposto: l’avvitatore raggiunge il valore di coppia impostato prima che si sviluppi un carico di serraggio adeguato.
ISO 16047 specifica le condizioni per le prove di coppia e forza di serraggio degli elementi di fissaggio filettati e delle parti correlate. Contribuisce a definire le modalità di misurazione della coppia e della forza di serraggio, ma non fornisce un valore unico di coppia di installazione corretto per un perno di cerniera pressofuso, né definisce la porosità accettabile della fusione, né dimostra che uno specifico giunto a cerniera sia idoneo alla produzione. Tali limiti rimangono specifici per ciascun progetto.
| Modifica dell'assemblaggio | Possibile effetto con la stessa impostazione del driver | Risposta richiesta |
|---|---|---|
| La vite lubrificata sostituisce la vite a secco | Maggiore precarico e aumento del rischio di slittamento | Verificare nuovamente la coppia e lo stato dei morsetti |
| Aggiunto frenafiletti | Variazione dell'attrito e della coppia dominante | Verificare le condizioni esatte del prodotto e della polimerizzazione |
| Rondella rimossa o sostituita | Attrito dei cuscinetti e variazione della pressione superficiale | Verificare sia il precarico che eventuali danni alla sede della cerniera |
| Modifiche al rivestimento degli elementi di fissaggio | Variazioni del rapporto coppia-tensione | Controllo della finitura dei dispositivi di fissaggio approvati |
| L'avvitatore a percussione sostituisce l'avvitatore a velocità regolabile | I picchi dinamici e l'overshoot potrebbero aumentare | Utilizzare uno strumento convalidato e un metodo di analisi sistematica |
| Aumenti automatici della velocità del conducente | Il calore, il comportamento dei sedili e l'oscillazione di fine corsa potrebbero variare | Verifica della velocità e delle prestazioni dell'utensile |
La geometria del mandrino determina se la filettatura è supportata
Una filettatura può presentare un innesto adeguato sulla carta, ma comunque subire lo strappo perché il risalto circostante non è in grado di sostenerla. Il diametro esterno del risalto, lo spessore della parete, il raccordo, la distanza dal bordo libero, il collegamento con la nervatura e la sezione locale della fusione determinano il modo in cui il carico della filettatura viene trasferito al corpo della cerniera.
Tra i difetti geometrici più comuni figurano una sporgenza troppo stretta che si espande o si incrina durante il serraggio, una filettatura posizionata troppo vicino a un bordo, una transizione brusca tra la sporgenza e il corpo, una filettatura profonda circondata da una parete sottile o una sporgenza collegata all’anta tramite una sezione piana non rinforzata. Le sedi delle viti a testa svasata possono costituire un’ulteriore causa di cedimento, poiché la testa conica genera un’espansione radiale oltre al carico di serraggio assiale.
| Funzionalità Boss | Rischio di fallimento in caso di inadeguatezza | Revisione del progetto |
|---|---|---|
| Diametro esterno B | Espansione del bossolo, rottura o taglio locale | Controllare il materiale residuo intorno alla base del filo |
| Spessore della parete t | Crepe o deformazioni prima del raggiungimento del carico massimo di serraggio | Controllare la sezione locale più sottile, non solo il diametro nominale del rigonfiamento |
| Raggio del filetto r | Elevata sollecitazione nella zona di transizione tra il corpo e il mozzo | Utilizzare un raccordo colabile e verificare l'accessibilità degli utensili |
| Distanza dal bordo e | Fuga verso un bordo o una tasca vicina | Verificare la direzione effettiva del carico e il rischio di porosità |
| Sostegno costale | Inclinazione o flessione del perno sotto il precarico della vite | Collegare il bossolo a una sezione strutturale senza creare punti di accumulo di calore |
| Geometria della svasatura | Espansione radiale e schiacciamento locale | Verificare l'angolo di sterzo, il contatto della sella, la profondità e il supporto del mozzo |
| Spessore della base del foro cieco | Fessurazioni o rotture nella parte inferiore | Mantenere il materiale specifico del progetto al di sotto del foro praticato o filettato |
La progettazione corretta del boss dipende dal materiale specifico. I pezzi fusi in zinco e alluminio differiscono per le proprietà della lega, il comportamento in fusione, la capacità di riprodurre dettagli compatti, la risposta alla temperatura e la geometria richiesta in corrispondenza delle filettature. Questi compromessi di carattere più generale rientrano nel Guida per cerniere pressofuse in lega di zinco rispetto a quelle in lega di alluminio.
I difetti di fusione e maschiatura possono ridurre la lunghezza utile della filettatura
Il disegno può essere corretto, mentre il boss prodotto potrebbe non esserlo. Porosità da pressofusione, difetti di saldatura a freddo, vuoti dovuti al ritiro, film di ossido, inclusioni localizzate, deviazioni di foratura, maschi usurati, profondità di maschiatura errata, trucioli e filettature iniziali danneggiate possono ridurre la quantità di materiale integro in grado di sostenere il carico della vite.
Porosità in prossimità della radice della filettatura
Una superficie esterna visibile non rivela le condizioni interne intorno al foro filettato. La porosità che interseca la radice della filettatura riduce il percorso di taglio continuo e può causare una superficie di rottura irregolare. Quando le rotture si concentrano in base alla cavità, al lotto, alla posizione del risalto o al lotto di lavorazione, può essere giustificato ricorrere al sezionamento o a un altro metodo di ispezione interna approvato dal progetto.
Allineamento di foratura e maschiatura
Un foro praticato fuori asse crea una profondità della filettatura non uniforme lungo la circonferenza. Il calibro per filettature potrebbe entrare, ma il lato più sottile del risalto presenta una minore quantità di materiale. Il disallineamento può inoltre causare l'inserimento obliquo della vite di montaggio quando la cerniera viene assemblata contro un elemento di accoppiamento rigido.
Filettature incomplete e usura dei maschi
L'usura del maschio può alterare la forma della filettatura, la qualità della superficie e la dimensione effettiva. Un ingresso danneggiato può favorire il danneggiamento della filettatura, mentre i trucioli rimasti in un foro cieco possono causare un falso innesto o un innesto a fondo. Il fornitore deve definire in che modo vengono controllate la dimensione della filettatura, la profondità utilizzabile, la pulizia e le condizioni del maschio per il bossolo critico.
Il rapporto più ampio tra fusione, rifilatura, lavorazione meccanica, preparazione dei componenti e assemblaggio controllato è trattato in Come vengono realizzati i cardini a coppia. Il presente articolo si limita a trattare la funzione filettata e il relativo errore di assemblaggio.
Modifiche ripetute in fase di assemblaggio alterano la scelta progettuale corretta
Un pezzo fuso con filettatura diretta può funzionare correttamente in un montaggio controllato e una tantum effettuato in fabbrica, ma guastarsi dopo ripetute operazioni di smontaggio. Ogni ciclo di manutenzione può danneggiare la filettatura principale, trasferire detriti, usurare i fianchi, alterare la lubrificazione o far sì che la vite si avviti fuori asse.
| Condizioni di servizio | Direzione di partenza preferita | È necessaria la convalida |
|---|---|---|
| Un impianto industriale controllato | La fusione con prelievo diretto potrebbe essere accettabile | Margine di coppia, funzione di serraggio e prove distruttive sui campioni |
| Manutenzione programmata occasionale | Filettatura diretta o inserto, a seconda del margine del bossolo e dell'accessibilità | Prova di assemblaggio ripetuto definita utilizzando la vite e l'utensile reali |
| Rimozione frequente sul campo | Si consiglia di utilizzare inserti in acciaio, acciaio inossidabile o ottone | Ciclo di inserimento, avvitamento, metodo di bloccaggio e procedura di manutenzione |
| Elevato carico di serraggio in un bossolo compatto | Inserto, sporgenza più grande, elemento di fissaggio modificato o bullone passante | Prove di serraggio e di rottura a livello dei giunti |
| Temperatura elevata e prolungata | Verificare il rilassamento della filettatura diretta e la compatibilità degli inserti | Ritenzione del morsetto dopo l'esposizione alla temperatura prevista dal progetto |
| Strumenti da campo non controllati | Ridurre la dipendenza dall'esperienza dell'installatore; utilizzare un'architettura di ritenzione solida | Strumento di manutenzione, controllo della coppia e analisi degli usi impropri |
Un inserto non è una soluzione automatica. Il pezzo fuso deve comunque trattenere l’inserto, e il processo di inserimento può provocare la rottura o la deformazione di una sporgenza fragile. Gli inserti filettati a pressione, autofilettanti, integrati nella fusione e installati successivamente generano carichi radiali, requisiti di installazione e comportamenti in servizio diversi. Il tipo di inserto, la profondità di installazione, la resistenza allo strappo o alla coppia e la politica di sostituzione devono essere specifici per ogni progetto.
Correggere insieme il disegno e le istruzioni di montaggio
Un disegno che riporti semplicemente la dicitura “foro filettato M5” lascia indefinite diverse condizioni critiche per il funzionamento. Il disegno del prodotto, le specifiche dei dispositivi di fissaggio e le istruzioni di montaggio devono riferirsi allo stesso giunto.
| Campo di controllo | Cosa specificare | Perché è importante |
|---|---|---|
| Filettatura interna | Dimensioni, passo, classe o tolleranza e requisito della filettatura completa | Impedisce la creazione di thread errati o incompleti |
| Coinvolgimento efficace | L minimoe con la vite omologata | Definisce la lunghezza effettiva portante |
| Profondità utile del foro | Profondità totale della filettatura più gioco dal fondo | Previene il fondo corsa e la coppia errata |
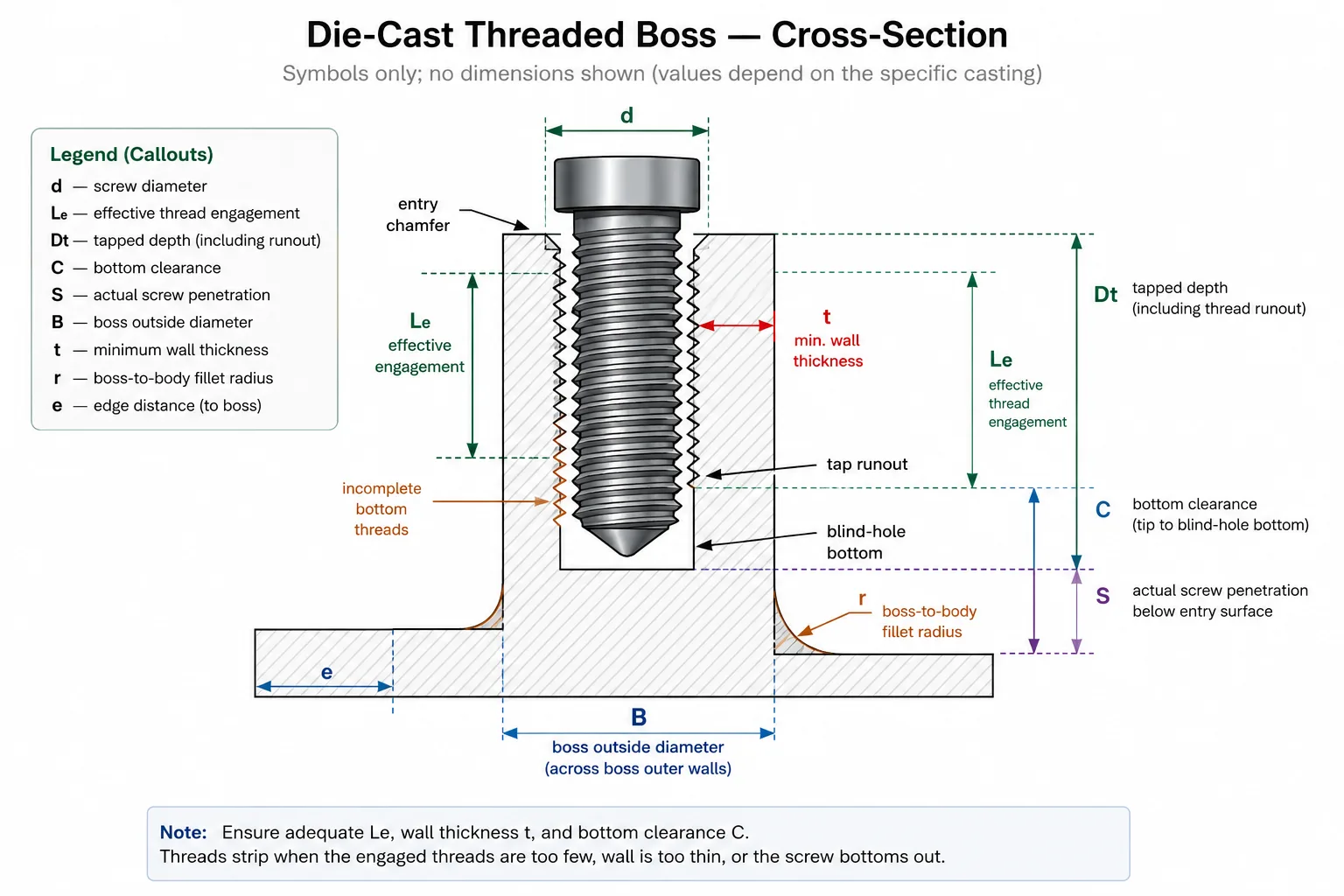
| Geometria del boss | B, t, r, e, nervature locali e spessore minimo della base | Sostiene la filettatura e trasmette il precarico al corpo della cerniera |
| Elemento di fissaggio | Materiale, classe di proprietà (ove applicabile), finitura, punto e fonte approvata | Controlla la resistenza, l'attrito e la compatibilità delle filettature |
| Interfaccia tra rondella e cuscinetto | Tipo di rondella, forma della testa, diametro della sede e svasatura consentita | Controllo dell'attrito dei cuscinetti e della pressione locale |
| Lubrificante o frenafiletti | Prodotto esatto, luogo di applicazione, quantità e condizioni di indurimento | Controlla l'attrito e la ripetibilità dell'assemblaggio |
| Coppia di serraggio | Valore approvato dal progetto, tolleranza degli utensili, velocità e metodo di lavorazione | Controlla il precarico e l'overshoot |
| Riutilizzo dei servizi | Numero massimo di assemblaggi consentito e requisiti di sostituzione | Impedisce l'uso ripetuto non convalidato |
| Inserire quando utilizzato | Tipo, materiale, procedura di installazione, profondità e collaudo | Impedisce la sostituzione non autorizzata degli inserti |
Non copiare un valore di coppia da una tabella generica senza aver verificato il materiale della filettatura interna, la geometria del bossolo, la finitura della vite, il lubrificante, la rondella e il carico di serraggio richiesto. Le tabelle generiche spesso ipotizzano l’uso di un dado in acciaio o condizioni di attrito diverse. La filettatura interna pressofusa potrebbe rappresentare l’elemento più debole del giunto.
Verificare il giunto modificato nelle condizioni reali di montaggio
Un calibro per filettature conferma la dimensione della filettatura. Tuttavia, non garantisce che il bossolo resista alle condizioni di funzionamento in produzione, generi il carico di serraggio richiesto, tolleri un utilizzo ripetuto o rimanga integro dopo l’esposizione alle temperature. La validazione deve riprodurre fedelmente la fusione effettiva, la finitura, l’elemento di fissaggio, la rondella, le condizioni chimiche, l’utensile, l’angolo di accesso e il componente di accoppiamento.
- Identificare il campione esatto: registrare il modello della cerniera, la lega di fusione, la cavità o il lotto (se disponibile), la finitura, la revisione di lavorazione, lo stato dell'inserto e le specifiche della filettatura.
- Verificare la geometria: misurare la profondità utile della filettatura, l'innesto effettivo della vite, le dimensioni del perno, il gioco inferiore, la lunghezza della vite e le condizioni di sede.
- Verifica la filettatura: utilizzare il calibro filettato omologato e controllare il passo, i trucioli, il rivestimento e il fondo del foro cieco.
- Assemblaggio di riproduzione: utilizzare la vite di produzione, la rondella, il lubrificante o il frenafiletti, l'utensile di avvitamento, la velocità, il dispositivo di fissaggio e l'angolo di accesso.
- Andamento della coppia record: raccogliere i dati relativi al funzionamento e allo spegnimento, ove le apparecchiature lo consentano; indagare su aumenti anomali e precoci della coppia o su superamenti dei valori previsti.
- Verificare il funzionamento del morsetto: verificare che la cerniera si inserisca completamente e che si ottenga il funzionamento richiesto del giunto senza danneggiare la sporgenza locale.
- Stabilire il margine: utilizzare un metodo distruttivo o di prova approvato dal progetto su campioni separati per comprendere la modalità di guasto e il margine di sicurezza disponibile.
- Ripetere il montaggio quando necessario: verificare il numero approvato di cicli di rimozione e reinstallazione seguendo la procedura di intervento effettiva.
- Ispezionare il raccordo sottoposto a prova di tenuta: documentare se il guasto è stato causato da taglio della filettatura interna, fessurazione del bossolo, distacco dell’inserto, cedimento della vite o danneggiamento della sede del cuscinetto.
- Ripetere il test dopo un'esposizione rilevante: Includere fattori quali temperatura, corrosione, pulizia o vibrazioni solo quando questi possono influire sull’effettivo giunto.
Confini della validazione: Un campione che supera una sola installazione non viene automaticamente approvato per un impiego ripetuto sul campo. Un campione che supera la prova con il calibro a tappo non viene automaticamente approvato per il carico di serraggio specificato. Ogni prova risponde a una domanda diversa.
Caso di ingegneria dei compositi: l’impostazione della coppia non era l’unico problema
Si tratta di uno scenario ingegneristico ipotetico creato per illustrare la logica di selezione. Non costituisce né la documentazione relativa a un progetto di un cliente né una dichiarazione relativa a un test di prodotto.
Un produttore OEM installa una cerniera per apparecchiature realizzata in lega di zinco pressofusa utilizzando due viti da macchina. Diverse cerniere vengono montate correttamente, mentre altre si danneggiano prima che l'avvitatore raggiunga il limite di spegnimento programmato. La risposta immediata è quella di ridurre la coppia.
L'ispezione evidenzia quattro condizioni che interagiscono tra loro. La vite approvata è più lunga rispetto al prototipo precedente. Le schegge presenti sul fondo del foro cieco riducono il gioco disponibile. La profondità utile della filettatura è inferiore alla profondità nominale della filettatura. Inoltre, uno dei riscontri presenta una parete localmente sottile in prossimità di una cavità di fusione. Riducendo la coppia è possibile effettuare il montaggio, ma la cerniera non si appoggia in modo uniforme contro il telaio.
- Distinguere il fondo dalla pelatura: Confrontare la lunghezza della vite con la profondità utile misurata e ispezionare la punta della vite.
- Coinvolgimento corretto ed efficace: definire la profondità totale della filettatura, il gioco dal fondo e la lunghezza approvata della vite.
- Verifica il supporto del responsabile: aumentare il materiale locale oppure spostare la tasca nei punti in cui la sezione è insufficiente.
- Verificare le condizioni di montaggio: specificare la finitura della vite, l'utensile, la velocità e la coppia di serraggio approvata in base al giunto rivisto.
- Verifica del funzionamento del morsetto e delle modalità di guasto: verificare la completa adesione, la funzione di giunzione richiesta e il margine specifico del progetto su campioni separati.
La correzione finale non consiste semplicemente nell’“applicare una coppia minore”. Essa elimina la coppia falsa derivante dal contatto con il fondo, ripristina l’innesto utilizzabile, rafforza il percorso di carico locale e, infine, definisce una configurazione di assemblaggio per il giunto effettivo.
Lista di controllo per il danneggiamento della filettatura delle cerniere pressofuse
| Verifica | Prove richieste | Stato: disperso |
|---|---|---|
| Interfaccia non funzionante | Filettatura interna per fusione, filettatura per vite, inserto, filettatura per pannello o fondo di foro cieco | È richiesta un'analisi dei guasti |
| Lega di fusione e condizioni | Leghe, finiture, lotti o cavità esatti, ove disponibili | È richiesta la conferma del fornitore |
| Filettatura interna | Dimensioni, passo, tolleranza, risultato della misurazione, stato della guida | È necessario un aggiornamento del disegno o dell'ispezione |
| Coinvolgimento efficace Le | Contatto misurato su tutta la filettatura con vite omologata | È necessaria una revisione tecnica |
| Profondità utile del foro cieco | Filettature complete, eccentricità, gioco verso il fondo, pulizia | È necessaria un'ispezione |
| Specifiche delle viti | Lunghezza, materiale, classe di proprietà (se applicabile), punto, finitura, fonte approvata | È richiesta la conferma del fornitore |
| Geometria del boss | B, t, r, e, spessore della base, rapporto tra nervatura e cavità | È necessaria una revisione del disegno |
| Integrità della fusione | Sezione, schema di lotti o ispezione interna approvata, ove giustificato | Specifico per il progetto |
| Chimica dell'assemblaggio | Secco, lubrificante, frenafiletti, quantità e condizioni di indurimento | È richiesta la conferma del processo |
| Condizioni del conducente | Tipo di utensile, regolazione, tolleranza, velocità, punta, angolo di accesso | È richiesta un'istruzione di lavoro |
| Condizioni dei posti a sedere | La cerniera deve essere completamente inserita prima della chiusura, senza che la vite tocchi il fondo | È necessario effettuare un controllo funzionale |
| Coppia di serraggio | Valore approvato dal progetto sulla base di prove congiunte effettive | Da confermare |
| Servizio ripetuto | Numero massimo di assemblaggi consentito e politica di sostituzione | Specifico per il progetto |
| Inserire le specifiche | Tipo, materiale, installazione, profondità, ritenzione e modalità di manutenzione | Obbligatorio in caso di utilizzo |
| Risultato della convalida | Funzione di serraggio, margine, modalità di guasto e tracciabilità dei campioni | È richiesta l'approvazione del campione |
Una raccomandazione preliminare può individuare le cause probabili e la soluzione correttiva preferibile. La revisione tecnica deve confermare la geometria del giunto e il percorso del carico. L'approvazione del campione si applica al pezzo fuso, alla vite, alla finitura, alle condizioni chimiche e al processo di assemblaggio sottoposti a prova. L'approvazione della produzione richiede che tali stessi fattori controllati siano riprodotti.
Regola definitiva: non considerare lo sfilacciamento della filettatura come un problema legato esclusivamente alla coppia
La perdita di filettatura delle cerniere pressofuse costituisce un guasto del sistema di giunzione. La filettatura interna, il perno, il pezzo fuso, la vite, la rondella, il lubrificante, l’utensile, la superficie di accoppiamento e il ciclo di servizio influenzano tutti il risultato. Ridurre la coppia senza verificare il corretto funzionamento del sistema di serraggio può sostituire un evidente difetto di assemblaggio con una cerniera allentata durante l’uso.
Verificare innanzitutto l'interfaccia difettosa. Successivamente, definire l'accoppiamento effettivo anziché la profondità nominale del foro, controllare il supporto del bossolo e la qualità della fusione, verificare le condizioni esatte dei dispositivi di fissaggio e dell'attrito e convalidare l'assemblaggio di produzione. Utilizzare un inserto filettato o un'architettura di montaggio rivista quando la fusione diretta non è in grado di garantire un margine affidabile o una durata ripetibile.
Per una revisione specifica del progetto, inviare il disegno della cerniera, la lega di fusione, la sezione del perno, le specifiche delle viti, la coppia di serraggio, il lubrificante o il frenafiletti, le fotografie dei guasti e i campioni difettosi.
Domande frequenti
Perché una vite gira all’interno di una cerniera pressofusa senza stringersi?
La filettatura interna del pezzo fuso potrebbe essersi danneggiata, ma la vite potrebbe anche aver toccato il fondo di un foro cieco, presentare una filettatura incrociata, un passo non corrispondente, essere bloccata da trucioli o da un rivestimento, oppure essere essa stessa danneggiata. Ispezionare la vite, il materiale di fusione trasferito, la profondità utile del foro, le condizioni di ingresso e la filettatura di accoppiamento prima di individuare il guasto.
La riduzione della coppia di serraggio può impedire lo strappo della filettatura nei pezzi pressofusi?
Può ridurre il carico immediato, ma potrebbe anche comportare una forza di serraggio insufficiente. La coppia corretta dipende dal pezzo fuso specifico, dall’innesto, dalla geometria del perno, dalla finitura della vite, dalla rondella, dal lubrificante o dal frenafiletti, dall’attrezzo di serraggio e dalla funzione richiesta del giunto. Correggere il meccanismo di guasto e quindi verificare la coppia rivista sull’assieme reale.
Qual è il grado di innesto della filettatura necessario per una cerniera pressofusa?
Non esiste un rapporto di innesto universale valido per tutte le cerniere in zinco o alluminio pressofuso. L’innesto effettivo richiesto dipende dalla lega specifica, dalla qualità del materiale di fusione, dalla dimensione della filettatura, dalla geometria del perno, dalla resistenza della vite, dal carico di serraggio, dalle condizioni di attrito, dalla temperatura e dai cicli di servizio. Utilizzare la lunghezza totale di innesto, non la profondità nominale del foro cieco, e verificare l’effettivo innesto.
In quali casi è opportuno utilizzare un inserto filettato in una cerniera pressofusa?
Si consiglia di utilizzare un inserto quando la vite di fissaggio deve essere rimossa ripetutamente, la fusione diretta presenta un margine di smontaggio limitato, il bossolo è compatto, il carico di serraggio è elevato o il processo di assemblaggio in loco non è in grado di proteggere in modo affidabile la filettatura interna morbida. La fusione deve comunque essere progettata e collaudata in modo da trattenere l'inserto selezionato.
Un calibro filettato GO/NO-GO dimostra che la filettatura della cerniera è sufficientemente resistente?
No. Un calibro per filettature verifica le dimensioni specificate della filettatura o le caratteristiche di accettabilità. Non garantisce un innesto efficace adeguato, lo spessore della parete del bossolo, la solidità della fusione, il carico di serraggio, il margine di assemblaggio, la durata in servizio ripetuta né la resistenza alle condizioni esatte di funzionamento e di attrito. Questi aspetti richiedono una verifica a livello di giunto.