Charnières à souder pour équipements mobiles : Guide de sélection et des risques
Charnières à souder pour équipements mobiles sont utilisées lorsque les portes de service, les compartiments à outils, les panneaux d'accès, les portes de remorque et les protections d'équipement doivent rester alignés sous l'effet des vibrations, des chocs routiers, des ouvertures répétées et des conditions de service sur le terrain. Contrairement aux charnières à boulonner, les charnières à souder font partie intégrante de la structure en acier, ce qui peut réduire le risque de desserrage lorsque la porte et le cadre sont conçus pour être soudés.
Cependant, les charnières à souder ne sont pas automatiquement le bon choix pour toutes les portes de véhicules. Elles sont solides et permanentes, mais elles réduisent également les possibilités de réglage, nécessitent un accès pour le soudage et dépendent fortement de la qualité du métal de base, du matériau de la charnière, de la préparation de la soudure et de la protection après soudage. Une charnière soudée mal choisie ou mal installée peut créer les mêmes problèmes que ceux qu'elle était censée résoudre : affaissement de la porte, grippage, corrosion autour de la zone de soudure ou réparation difficile sur le terrain.
Ce guide explique quand les charnières à souder sont utiles pour les camions de service, les remorques utilitaires, les équipements de construction, les boîtiers de groupes électrogènes mobiles et autres équipements mobiles. Il se concentre sur la sélection des charnières, les risques liés à l'application et les décisions relatives aux spécifications - et non sur la qualification de la procédure de soudage. Les détails finaux du soudage doivent toujours être conformes aux dessins du constructeur de l'équipement, aux exigences en matière de matériaux, à la procédure de soudage qualifiée et aux règles de sécurité en vigueur dans l'atelier.
Si vous comparez les charnières à souder et les charnières à boulonner dans des applications industrielles générales (enceintes de machines, armoires fixes, portes d'équipement), les charnières à souder les plus larges sont celles à boulonner. charnières à souder ou à boulonner : guide de décision couvre les compromis universels. Cette page se concentre spécifiquement sur la façon dont les équipements mobiles - vibrations de la route, châssis tordus, accès aux services sur le terrain et exposition à la corrosion - modifient ces compromis.

Pourquoi les portes d'équipement mobile nécessitent des décisions différentes en matière de charnières ?
Une porte d'armoire fixe et une porte de compartiment de camion de service peuvent se ressembler, mais elles ne subissent pas le même cycle de travail. Les portes des équipements mobiles sont exposées aux vibrations de la route, aux chocs, à la torsion des châssis, aux irrégularités du terrain, à la poussière, aux projections d'eau, au sel et aux accès fréquents au terrain. La charnière doit faire plus que supporter le poids de la porte ; elle doit maintenir la porte alignée pendant que la carrosserie du véhicule se déplace autour d'elle.
Les problèmes de charnières les plus courants sur les équipements mobiles sont les suivants : fixations desserrées, trous de montage allongés, zones de soudure fissurées, goupilles grippées, corrosion autour du vantail de la charnière et désalignement de la porte empêchant la fermeture ou le joint d'étanchéité de se faire correctement. Ces problèmes apparaissent souvent en premier lieu sur les compartiments à outils, les portes d'accès latérales, les panneaux de hayon, les coffres de rangement, les boîtiers de batterie, les couvercles de générateurs mobiles et les portes de service des remorques.
Pour les constructeurs d'équipements mobiles et les équipes de maintenance des flottes, la bonne question n'est pas simplement : "Une charnière soudée est-elle plus solide ?". La meilleure question est de savoir si la structure de la porte, le matériau du cadre, la fréquence d'accès, l'exposition à la corrosion et le plan d'entretien futur justifient une solution de charnière soudée permanente.
Quand les charnières à souder sont le bon choix
Les charnières à souder constituent généralement un bon choix lorsque la porte ou le panneau est monté sur un cadre en acier, que l'application est soumise à des vibrations constantes et que la charnière n'a pas besoin d'être repositionnée ou enlevée fréquemment. Elles sont particulièrement utiles lorsque les fixations mécaniques risquent de se desserrer avec le temps ou lorsque la surface de montage est suffisamment épaisse pour supporter un joint soudé solide.
Les applications typiques de l'équipement mobile comprennent les portes de compartiment de camion de service, les portes latérales de remorque utilitaire, les boîtes à outils lourdes, les panneaux d'accès à l'équipement de construction, les portes latérales de benne à ordures, les boîtiers de générateur mobile et les panneaux de carrosserie de service en acier. Dans ces applications, l'alignement des charnières et la résistance aux vibrations sont souvent plus importants que la facilité de démontage.
Si le projet utilise déjà une construction en acier soudé, les charnières à souder peuvent simplifier la structure en éliminant les trous de boulons et les piles de fixations au niveau du vantail de la charnière. Pour de nombreuses portes en acier très résistantes, cela permet d'obtenir un chemin de charge plus net entre la porte et le cadre.
- Carrosseries de service en acier où l'alignement des portes doit résister aux vibrations
- Compartiments à outils fréquemment ouverts dans le cadre du service sur le terrain
- Panneaux d'équipements de construction exposés aux chocs et à la poussière
- Enceintes pour générateurs ou compresseurs mobiles avec portes d'accès lourdes
- Portes de remorques dont le desserrage des boulons est un problème de maintenance récurrent
Pour les types généraux de charnières à souder, les styles d'axes et les options au niveau du produit, la liste plus large de charnières à souder peut être utilisé comme référence de produit. Cette page se concentre plus particulièrement sur les applications relatives aux équipements mobiles et aux véhicules de service.
Quand les charnières boulonnées ou amovibles peuvent-elles être meilleures ?
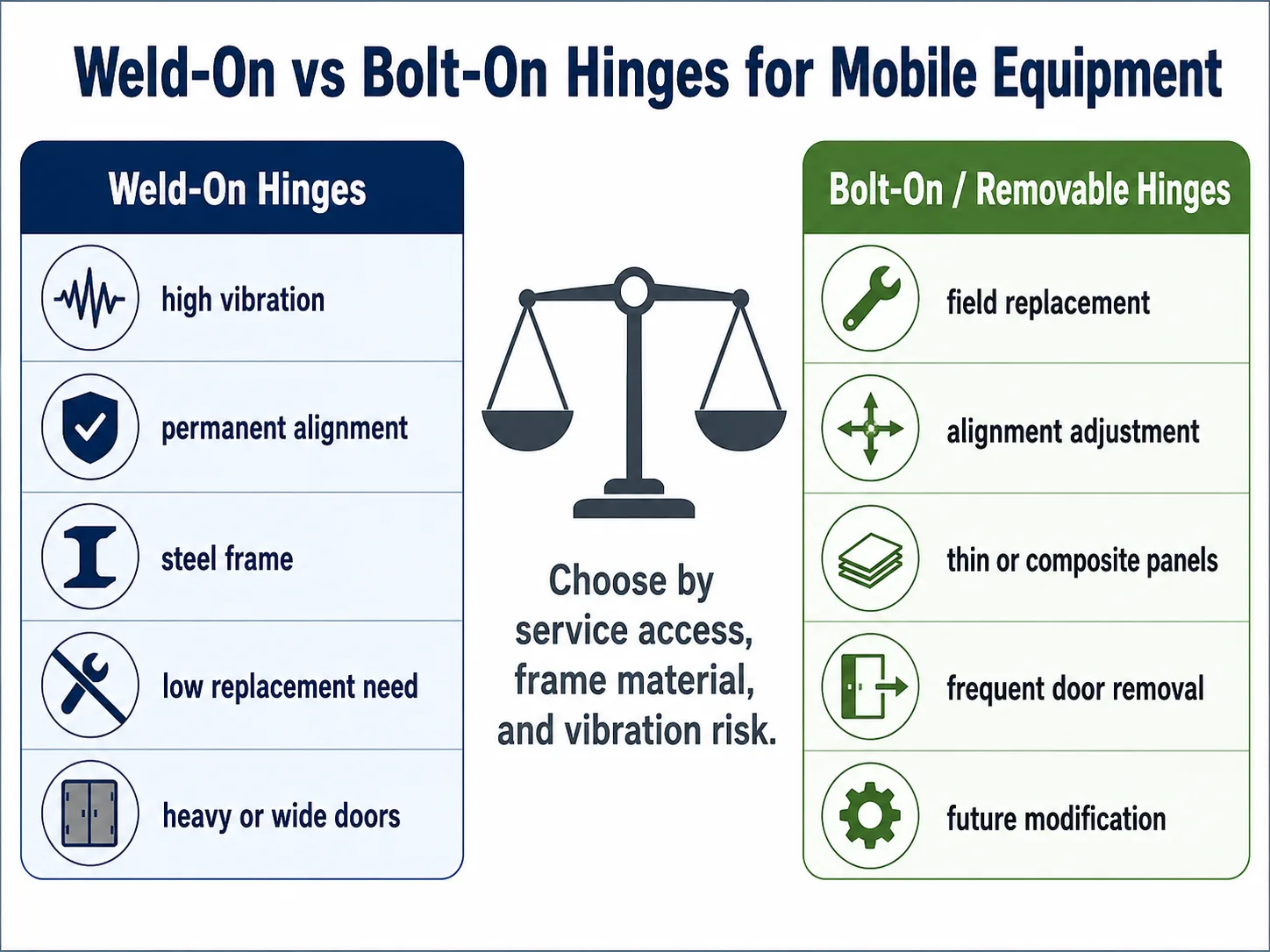
Les charnières à souder sont permanentes. C'est un avantage lorsque la porte doit résister aux vibrations, mais cela devient une limitation lorsque la porte doit être ajustée, remplacée ou démontée rapidement sur le terrain. Dans ce cas, les charnières à boulonner, à broches amovibles ou à soulever sont plus pratiques.
Les charnières à souder peuvent ne pas être le meilleur choix lorsque la porte est en aluminium, en matériau composite, en fibre de verre, en plastique ou en tôle très fine sans structure de renforcement appropriée. Le soudage peut également s'avérer difficile si la zone de la charnière est proche du câblage, de l'isolation, des systèmes d'alimentation en carburant, des compartiments étanches ou des surfaces finies qui ne supportent pas la chaleur.
Lorsque le remplacement des panneaux est probable, une charnière boulonnée montée sur une plaque de renfort soudée peut offrir un compromis utile : la structure reste solide, mais la charnière elle-même peut être retirée sans couper les soudures. Cette approche hybride est souvent préférable pour les prototypes, les véhicules fréquemment modifiés ou les panneaux de service qui doivent être remplacés rapidement sur le terrain.
- Utilisez des charnières à boulonner lorsque le remplacement sur le terrain est plus important que la fixation permanente.
- Utilisez des charnières à broches amovibles lorsque la porte doit être démontée à des fins d'inspection ou d'entretien.
- Utilisez des charnières à souder lorsque la résistance aux vibrations et l'alignement permanent sont les principales priorités.
- Utiliser des plaques de renfort lorsque le matériau du panneau ne peut pas supporter directement une charnière soudée en toute sécurité.
Facteurs clés de sélection pour les charnières de véhicules de service
Avant de choisir une charnière à souder, il faut définir la porte et les conditions d'utilisation. Une charnière qui fonctionne sur un petit compartiment à outils peut ne pas convenir à une grande porte d'accès latérale ou à un panneau de hayon. La charnière doit être choisie en tant qu'élément du système de porte, et non en tant qu'élément de quincaillerie séparé.
Poids, largeur et centre de gravité de la porte
La charnière doit supporter le poids de la porte et le moment créé par la largeur de la porte et le centre de gravité. Une porte large crée un effet de levier plus important du côté de la charnière qu'une porte étroite de même poids. Pour les portes d'équipement mobile lourdes ou larges, le choix des charnières doit commencer par le poids réel de la porte, l'espacement des charnières et l'emplacement du centre de gravité.
Lorsque la porte d'un compartiment de camion de service, le panneau d'enceinte d'un générateur ou la porte d'accès d'une remorque est large, lourde ou ouverte fréquemment, un processus de sélection des charnières robustes en fonction du poids de la porte avant de décider si la charnière doit être soudée, boulonnée ou amovible.
Exposition aux vibrations et aux chocs
Les équipements mobiles subissent des vibrations que les armoires fixes ne subissent pas. Les chocs répétés peuvent desserrer les boulons, agrandir les trous, user les bagues et modifier l'alignement des portes. Les charnières à souder peuvent contribuer à réduire le desserrage des fixations, car il n'y a pas de boulons de feuille de charnière à l'interface soudée, mais le joint de soudure et la structure environnante doivent toujours être suffisamment solides pour l'application.
Accès au soudage et matériau du cadre
La meilleure conception de charnière soudée peut toujours échouer si l'installateur ne peut pas accéder correctement au joint ou si le cadre de la porte n'est pas adapté au soudage. Les acheteurs doivent vérifier le matériau de base, l'épaisseur, l'état du revêtement, les besoins de renforcement et si la zone de la charnière peut être soudée en toute sécurité sans endommager les composants voisins.
Accès aux services et remplacement futur
Une charnière soudée permanente est plus difficile à remplacer qu'une charnière boulonnée. Si la carrosserie du véhicule doit être modifiée, réparée ou reconfigurée, la stratégie en matière de charnières doit prévoir un accès futur. Pour les panneaux qui doivent être retirés régulièrement, une solution à broches amovibles ou à boulons peut réduire le temps de maintenance, même si l'option soudée est plus solide.
Sélection des matériaux pour les équipements mobiles
Le choix du matériau doit correspondre à la carrosserie du véhicule, à l'environnement, au processus de revêtement et au risque de corrosion. La plupart des charnières à souder des équipements mobiles sont fabriquées en acier au carbone ou en acier inoxydable, selon que la priorité est la solidité, la soudabilité, la résistance à la corrosion ou l'aspect à long terme.
Charnières à souder en acier au carbone
Les charnières à souder en acier au carbone sont couramment utilisées sur les carrosseries en acier peint, les remorques, les engins de chantier et les véhicules utilitaires. Elles constituent un choix pratique lorsque la structure environnante est également en acier et que la charnière sera protégée après le soudage par un apprêt, une peinture, un revêtement en poudre ou une autre finition approuvée.
Le principal risque est la corrosion au niveau de la zone de soudure ou des surfaces exposées des charnières si la protection après soudure est incomplète. Les acheteurs doivent préciser comment la zone soudée sera nettoyée, enduite, scellée ou inspectée après l'installation.
Charnières à souder en acier inoxydable
Les charnières à souder en acier inoxydable conviennent mieux aux véhicules de service côtier, aux équipements de lavage, aux carrosseries de services d'urgence, aux véhicules proches de la mer et aux équipements mobiles exposés au sel de déneigement, à l'humidité ou aux produits chimiques de nettoyage. L'acier inoxydable SS304 peut convenir pour une résistance générale à la corrosion, tandis que l'acier inoxydable SS316 est généralement préféré lorsque l'exposition au chlorure ou au brouillard salin fait partie de l'environnement.
L'acier inoxydable nécessite toujours une installation correcte et des matériaux environnants compatibles. Les crevasses, la contamination, l'humidité piégée et le contact de métaux différents peuvent encore créer des problèmes de corrosion. Pour les véhicules exposés au sel ou les carrosseries destinées à être lavées, les acheteurs doivent examiner les éléments suivants pourquoi les charnières en acier inoxydable peuvent encore se corroder avant de supposer que la qualité de l'acier inoxydable suffit.
Revêtement et protection post-soudure
Pour les équipements mobiles en acier, la charnière et la zone de soudure doivent être protégées après le soudage. Les soudures à nu et les zones affectées par la chaleur peuvent se corroder plus rapidement que la surface revêtue environnante si elles ne sont pas nettoyées et finies correctement. Le système de finition doit correspondre aux attentes de la carrosserie en matière de corrosion et au programme d'entretien.
Risques liés à l'installation que les acheteurs doivent prendre en compte
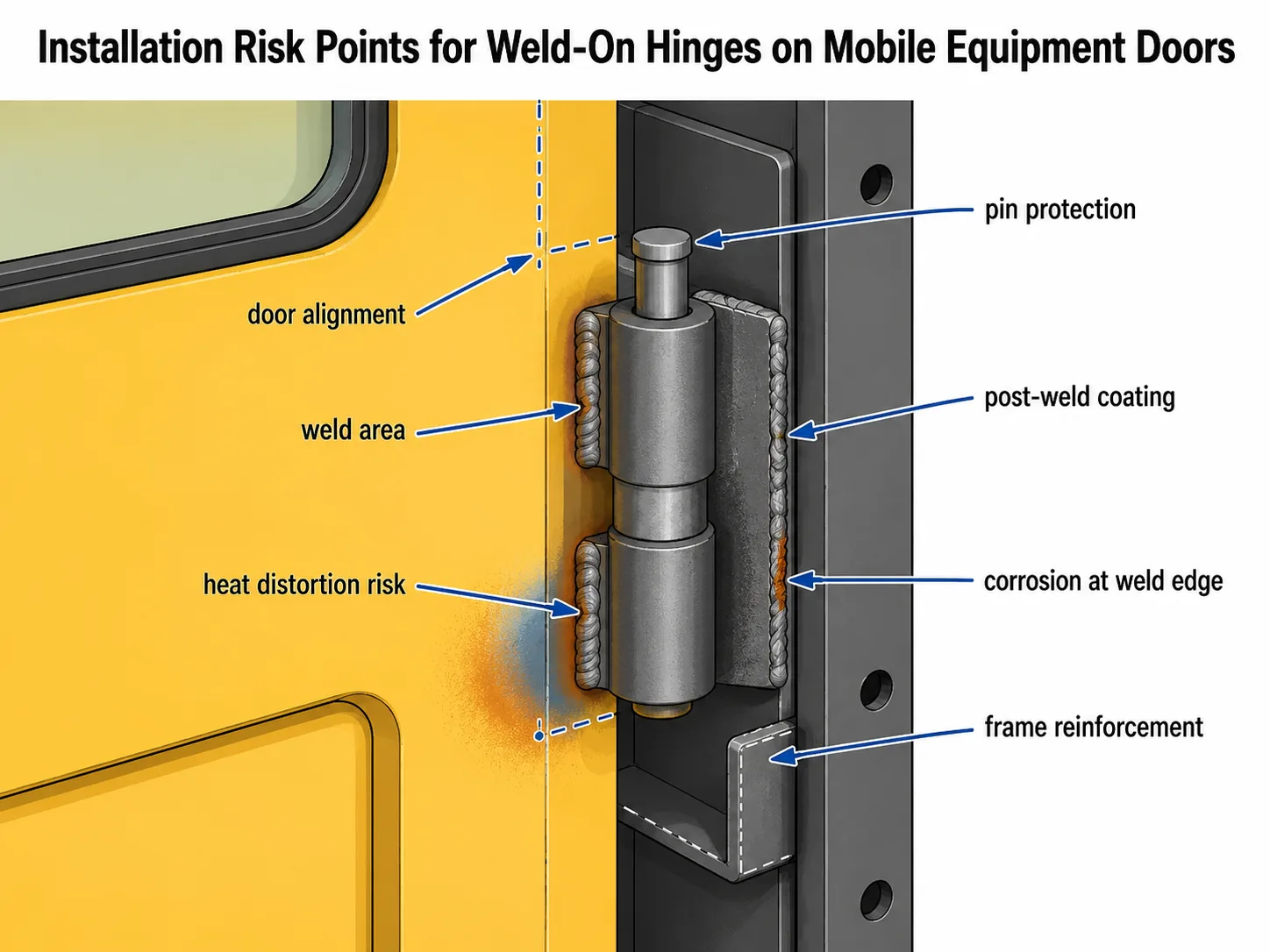
Ce guide ne remplace pas une spécification de procédure de soudage. Les paramètres de soudage dépendent du matériau, de l'épaisseur, de la conception du joint, de l'équipement, du métal d'apport, du processus de l'atelier et des exigences de qualification. Cependant, les acheteurs et les constructeurs d'équipements doivent toujours spécifier les risques d'installation qui affectent les performances des charnières.
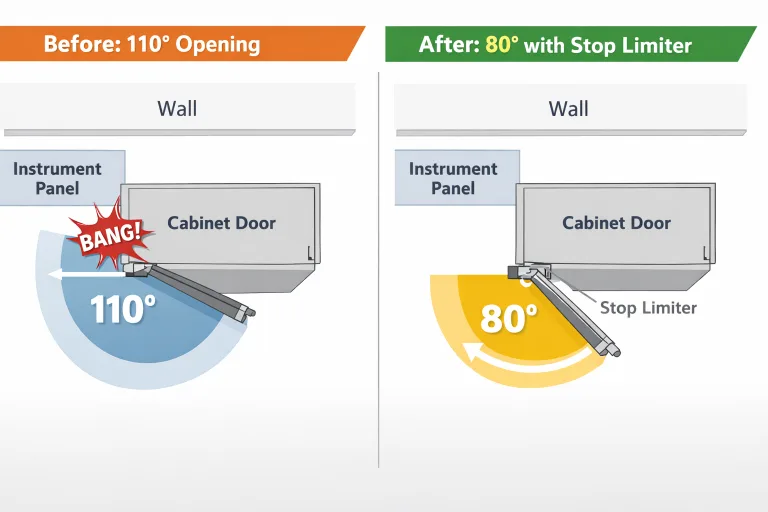
Distorsion et alignement des portes
La déformation due à la chaleur peut modifier l'alignement des charnières et entraîner le coincement, l'affaissement ou la fermeture incorrecte de la porte. Les portes d'équipement mobile nécessitent souvent une fermeture répétée parce que le verrou, le joint ou la serrure dépendent d'un alignement constant du côté des charnières. Le dessin ou l'instruction de travail doit définir comment l'alignement sera maintenu et vérifié après le soudage.
Qualité de la soudure et chemin de charge
Une charnière soudée transfère la charge dans le métal de base. Si le métal de base est trop mince, mal soutenu, contaminé ou mal préparé, la charnière risque de ne pas fonctionner comme prévu. Pour les soudures structurales porteuses sur les châssis de carrosserie de service, la fabrication doit suivre une procédure qualifiée alignée sur les normes de l AWS D1.1 Code de soudage des structures - AcierLes fabricants et les acheteurs doivent vérifier si des plaques de renfort, une structure de support ou des paumelles plus grandes sont nécessaires pour la conception de la porte.
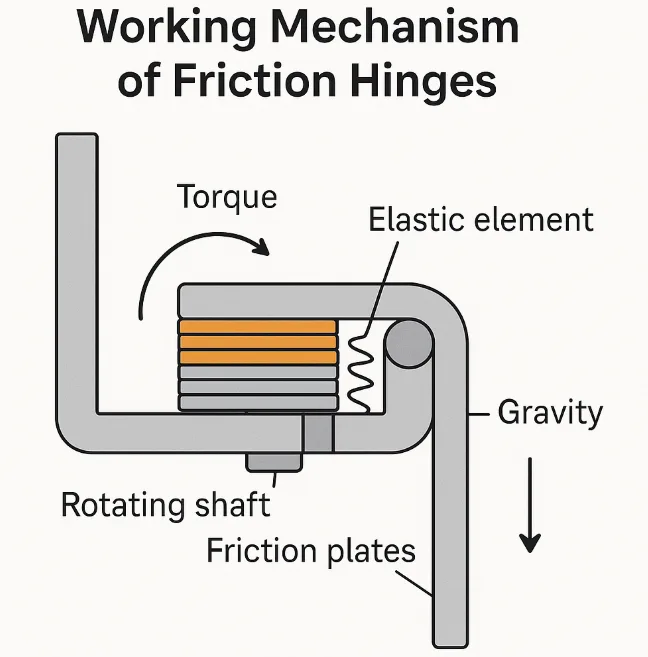
Protection des broches et facilité d'entretien
L'état de l'axe de la charnière affecte le fonctionnement à long terme. La poussière, les débris de la route, l'eau et la corrosion peuvent augmenter la friction et rendre la porte plus difficile à ouvrir. Des graisseurs, des bagues, des axes scellés ou des axes amovibles peuvent être nécessaires en fonction de l'environnement de service et du plan d'entretien.
Corrosion de la zone soudée
La zone soudée ne doit pas être considérée comme terminée simplement parce que la charnière est fixée. Le nettoyage, la préparation de la surface, la réparation du revêtement et l'inspection doivent faire partie du plan d'installation. Ceci est particulièrement important pour les véhicules de service exposés au sel, à la pluie, à la boue ou au nettoyage par lavage.
Tableau de sélection par type d'équipement mobile
Le tableau ci-dessous constitue un point de départ pratique pour le choix des charnières des équipements mobiles. La spécification finale doit toujours être basée sur le poids et la largeur de la porte, le matériau du cadre, l'accès au soudage, l'exposition à la corrosion et les exigences de conception du constructeur de l'équipement.
| Type d'équipement mobile | Porte ou panneau typique | Direction recommandée pour les charnières | Principales préoccupations en matière de sélection |
|---|---|---|---|
| Carrosserie de camion de service | Porte du compartiment à outils | Charnière à souder en acier au carbone ou en acier inoxydable | Résistance aux vibrations et alignement des portes |
| Remorque utilitaire | Porte d'accès latérale ou panneau arrière | A souder ou à boulonner selon les besoins de remplacement | Matériau du cadre et accès aux futurs services |
| Matériel de construction | Panneau d'accès au moteur ou à l'entretien | Charnière à souder très résistante avec broche réparable | Chocs, poussières et accès répété aux inspections |
| Enceinte de générateur mobile | Grande porte de service | Charnière à souder ou charnière boulonnée renforcée | Poids de la porte, vibrations et alignement des joints |
| Benne à ordures ou carrosserie lourde | Porte latérale lourde ou panneau lié au hayon | Système de charnières robustes à souder | Chemin de charge et renforcement structurel |
| Véhicule de service côtier | Compartiments d'accès externes | Charnière à souder en SS316 si compatible | Exposition au sel et protection contre la corrosion après soudage |
| Prototype ou véhicule fréquemment modifié | Panneau amovible ou réglable | Charnière boulonnée ou plaque d'appui hybride soudée | Ajustement et remplacement futurs |
Erreurs courantes lors de la spécification des charnières à souder
Erreur 1 : Choisir la soudure uniquement parce qu'elle est "plus solide".
Les charnières à souder peuvent être solides, mais la solidité n'est pas la seule exigence. Si la porte doit être ajustée, retirée, remplacée ou entretenue rapidement, un modèle boulonné ou amovible peut s'avérer plus pratique. La méthode de fixation des charnières dépend de l'ensemble du système de la porte.
Erreur 2 : Ne pas tenir compte de la largeur de la porte et de l'effet de levier
Une porte large peut surcharger une charnière, même si la porte n'est pas extrêmement lourde. La largeur de la porte, le centre de gravité, l'espacement des charnières et l'emplacement du loquet sont autant d'éléments qui influencent la performance des charnières sur les équipements mobiles.
Erreur 3 : Souder avant de confirmer l'alignement
Une fois la charnière soudée, la correction de l'alignement peut nécessiter un meulage et une reprise. L'ajustement de la porte, l'engagement de la serrure, la compression du joint et le jeu doivent être confirmés avant l'approbation finale du soudage.
Erreur 4 : Ne pas protéger la zone de soudure après l'installation
La corrosion commence souvent autour des soudures exposées, des revêtements endommagés et des bords non scellés. Le nettoyage après soudure et la protection contre la corrosion doivent être spécifiés dans le cadre de l'installation de la charnière, et non pas après coup.
Erreur 5 : Utiliser la même charnière pour chaque porte de véhicule
La normalisation permet de réduire les stocks, mais chaque porte de véhicule n'a pas la même charge ni le même risque de service. Une petite porte de boîte à outils, un panneau d'entretien de générateur et une porte d'accès à un équipement lourd peuvent nécessiter des tailles de charnières, des conceptions d'axes et des matériaux différents.
Quand une approche hybride s'avère judicieuse
Pour les équipements mobiles, la décision entre soudure et boulonnage est rarement binaire. Une solution intermédiaire courante est une plaque d'appui soudée combinée à une charnière boulonnée : la plaque soudée donne à la porte un chemin de charge plus solide dans la structure de la carrosserie, et la charnière boulonnée peut toujours être enlevée pour être remplacée sur le terrain sans avoir à meuler une soudure. Cette solution est idéale pour les prototypes, les véhicules de service fréquemment modifiés et les panneaux qui doivent être remplacés rapidement lorsque l'équipement est en service.
La matrice de compromis plus large entre la fixation par soudure et la fixation par boulonnage - ajustabilité de l'alignement, compatibilité des matériaux du cadre, effort de remplacement - s'applique à toutes les applications de charnières, et pas seulement à l'équipement mobile. En ce qui concerne les modèles de défaillance réels observés dans les installations à souder de tous types, la matrice de compromis de la cinq problèmes courants liés aux charnières à souder couvre les problèmes de service récurrents et la manière de les prévenir.
Ce qu'il faut demander à un fournisseur de charnières avant de le sélectionner
Pour recommander la bonne charnière à souder, un fournisseur a besoin de plus qu'une photo de la porte. Il doit fournir les conditions d'application afin que la charnière puisse être adaptée à la charge, aux vibrations, à l'exposition à la corrosion et aux exigences de service.
- Type de véhicule ou d'équipement
- Poids de la porte ou du panneau
- Largeur, hauteur et épaisseur de la porte
- Matériau et épaisseur du cadre
- Fréquence d'ouverture prévue
- Exposition aux vibrations ou aux chocs
- Exposition à l'intérieur, à l'extérieur, à la côte, au lavage ou aux produits chimiques
- Nécessité d'une goupille amovible, d'un raccord de graissage, d'une douille ou d'une goupille étanche
- Si la porte doit être remplacée à l'avenir
- Exigences en matière de finition de surface ou de revêtement après soudage
Pour les portes d'équipement mobile qui doivent rester alignées sous l'effet des vibrations, le choix des charnières doit être revu en même temps que la structure, la serrure, le joint et le plan d'entretien. Traiter la charnière comme une petite pièce de quincaillerie plutôt que comme un élément d'accès porteur est la raison la plus fréquente des problèmes de service précoces.
FAQ
Les charnières à souder sont-elles meilleures que les charnières à boulonner pour les camions de service ?
Les charnières à souder sont souvent préférables lorsque la porte est montée sur une structure en acier et qu'elle doit résister aux vibrations pendant une longue durée de vie. Les charnières à boulonner conviennent mieux lorsque le remplacement sur place, le réglage ou les panneaux amovibles sont plus importants.
Les charnières à souder peuvent-elles être utilisées sur des panneaux de carrosserie en aluminium ou en composite ?
Seulement si la structure est conçue pour cela. Les charnières à souder nécessitent un matériau soudable compatible et un renforcement adéquat. Pour les panneaux en aluminium ou en matériau composite, une charnière boulonnée, une plaque de renfort ou une conception de montage hybride peuvent s'avérer plus pratiques.
Quel est le meilleur matériau pour les charnières à souder sur les équipements mobiles ?
L'acier au carbone est couramment utilisé pour les carrosseries en acier peint et les engins de chantier. L'acier inoxydable est préféré en cas d'exposition à la corrosion, à l'air côtier, au nettoyage par trempage ou au sel de déneigement. Le choix final doit correspondre au cadre de la porte, au procédé de soudage et au système de finition.
Quels sont les principaux risques liés à l'installation de charnières à souder ?
Les principaux risques sont la distorsion thermique, un mauvais alignement, des soudures faibles, la contamination des goupilles et la corrosion au niveau de la zone de soudure. L'installation doit être conforme au dessin du constructeur de l'équipement, à la procédure de soudage qualifiée et aux exigences de protection après soudage.
Quand faut-il éviter les charnières à souder pour les portes d'équipement mobile ?
Évitez les charnières à souder lorsque le matériau du panneau ne se prête pas au soudage, lorsqu'il est probable que la porte sera remplacée à l'avenir, lorsque l'alignement doit rester réglable ou lorsque l'accès au soudage risque d'endommager les systèmes avoisinants. Dans ces cas, il est préférable d'opter pour un montage boulonné, un montage à broches amovibles ou un montage hybride.
Besoin d'aide pour choisir les charnières à souder pour les équipements mobiles ?
Si votre projet concerne des camions de service, des remorques, des équipements de construction, des boîtiers de générateurs mobiles ou d'autres portes d'équipements mobiles, HTAN peut vous aider à examiner le poids de la porte, le matériau du cadre, l'exposition aux vibrations, l'environnement corrosif et les exigences d'accès au service avant de procéder à la sélection. Faites-nous part de la taille de la porte, du matériau, de l'environnement d'application, de la fréquence d'ouverture et de la méthode de montage préférée. notre équipe d'ingénieurs peut recommander une direction de charnière soudée ou d'identifier les cas où une approche de montage boulonnée ou hybride peut être plus sûre.