Cinq problèmes courants liés aux charnières à souder et solutions rapides
Charnières à souder sont des composants essentiels pour les portes industrielles, les portails métalliques et les armoires à équipements. Elles relient solidement les panneaux de porte aux cadres par soudage, offrant ainsi un support solide et une grande sécurité. Une installation correcte des charnières garantit leur stabilité et leur bon fonctionnement. Cependant, malgré leur réputation de durabilité, une mauvaise installation ou des produits de mauvaise qualité peuvent encore causer des problèmes majeurs. Par exemple, un mauvais alignement des soudures lors de l'installation peut entraîner le blocage des portes, l'usure prématurée des charnières ou d'autres complications. Avant d'explorer les solutions rapides, examinons les problèmes les plus courants rencontrés par les utilisateurs de charnières à souder.

Scénario de soudage des charnières
Problème 1 : Mauvais alignement des charnières
Symptômes : Les portes nouvellement installées ne s'ouvrent et ne se ferment pas en douceur, se bloquant parfois ou frottant contre le cadre. La porte peut s'affaisser de manière irrégulière ou résister au fonctionnement.
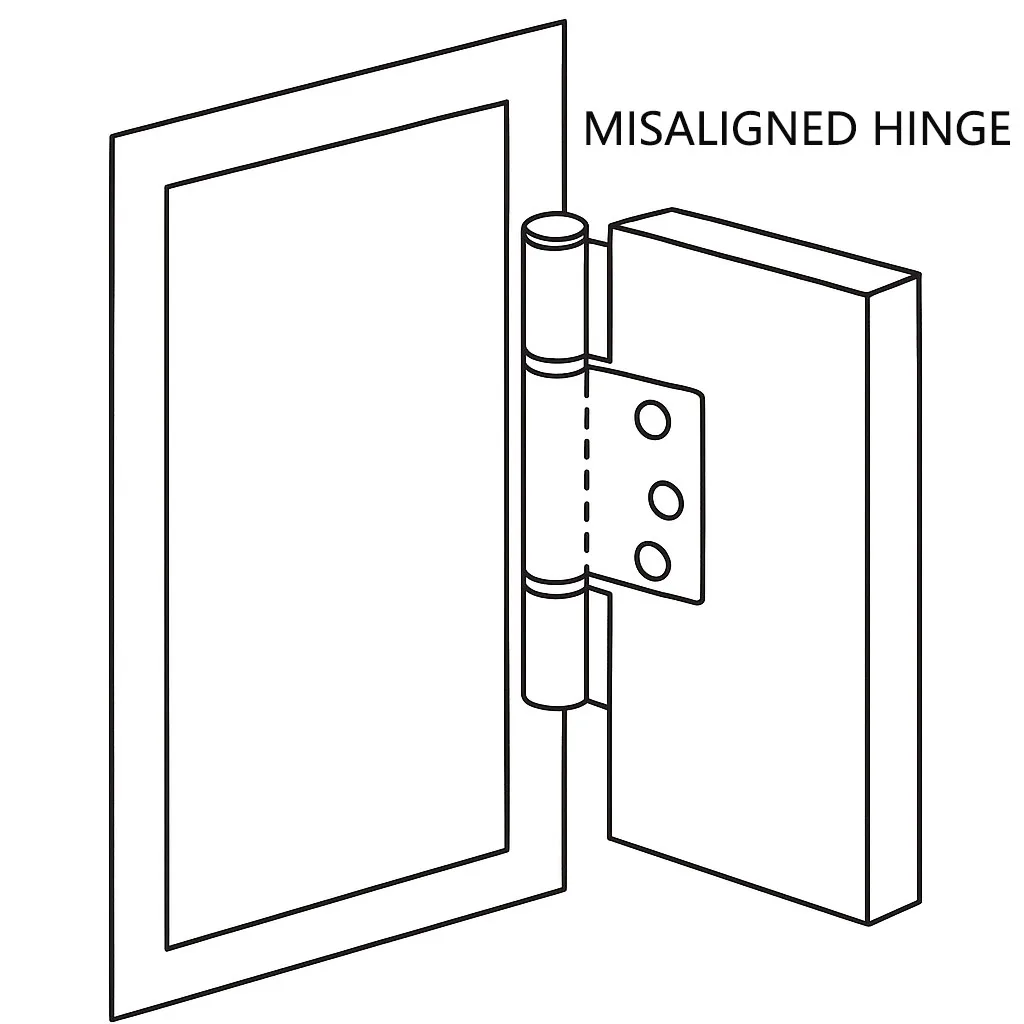
installation de charnières soudées mal alignées
Les causes : Un mauvais alignement pendant le soudage est généralement à l'origine du problème. Les raisons les plus courantes sont un marquage ou une mesure imprécis, la non-utilisation d'un niveau ou de pinces, ou encore un cadre ou un panneau de porte inégal ou déformé. Ces facteurs entraînent des écarts de hauteur ou d'angle des charnières.
Impact : Un mauvais alignement exerce des charges inégales sur les charnières, ce qui augmente les frottements et les contraintes. Cela accélère l'usure, réduit la durée de vie des charnières et peut même entraîner leur affaissement ou leur détachement.
Solutions :
- Utilisez un niveau laser ou un niveau à bulle avec des pinces pour fixer les positions des charnières et marquer les points avec précision.
- Effectuez un essai d'assemblage par points avant le soudage final : fixez la charnière par de petites soudures de pointage, testez le mouvement de la porte et ajustez-la si nécessaire.
- Vérifier la planéité du cadre de la porte et du panneau, en les maintenant à niveau pendant l'installation afin de minimiser les forces de cisaillement.
- Lors de l'installation de charnières à souder, évitez de créer des plans horizontaux sur le vantail de la charnière où l'eau peut s'accumuler. Inclinez légèrement le vantail pour faciliter l'écoulement de l'eau et évitez de souder les points bas des cadres de porte, propices à l'accumulation d'eau. Une configuration adéquate permet à l'eau de pluie de s'écouler rapidement, réduisant ainsi le contact prolongé de l'eau avec les joints.
- Installez des trous de drainage ou de petits espaces aux points critiques des charnières ou des panneaux de porte pour faciliter l'évacuation naturelle de l'humidité. Pour les zones exposées à la pluie, envisagez d'ajouter des pare-pluie ou des dispositifs de protection similaires.
Une fois l'alignement corrigé, il faut se concentrer sur la qualité de la soudure.
Problème 2 : Résistance insuffisante ou inégale de la soudure
Symptômes : Les charnières se desserrent en cours d'utilisation, des fissures apparaissent aux points de soudure ou les charnières ne supportent pas les charges prévues.

Illustration de joints de soudure fissurés ou défectueux
Les causes : La faiblesse des soudures est due à :
- Choix d'une mauvaise méthode de soudage.
- Préparation inadéquate de la surface, comme de l'huile, de la rouille ou de la peinture laissée sur la surface.
- Mauvaise maîtrise des paramètres de soudage ou expérience limitée de l'opérateur.
Impact : Les soudures déficientes présentent de graves risques pour la sécurité. Les charnières peuvent se desserrer ou se rompre, ce qui risque d'entraîner l'effondrement de la porte. Ce problème est particulièrement dangereux pour les charnières soudées à demeure, car elles ne peuvent pas être facilement retirées et remises en place comme les charnières boulonnées.
Solutions :
- Sélectionnez la méthode de soudage appropriée, par exemple MIG pour l'acier épais et TIG pour l'acier inoxydable ou les matériaux minces.
- Nettoyez soigneusement les surfaces en éliminant l'huile, la rouille et les revêtements avant de procéder au soudage. Poncer la surface pour obtenir une finition lisse et s'assurer qu'elle est exempte de contamination afin de faciliter la fusion complète entre le métal soudé et le matériau de base.
- Pour les portes lourdes, le soudage en plusieurs passes permet de réduire les contraintes et d'améliorer la résistance.
- S'appuyer sur des soudeurs qualifiés, en contrôlant soigneusement le courant, la tension et la vitesse. Contrôler les soudures visuellement ou par des essais non destructifs.
Pour les projets OEM qui nécessitent un examen formel de la méthode de soudage, du matériau de base, des tolérances et de la cohérence de la production, consultez notre section charnières industrielles à souder Guide OEM.
Protection des zones de soudure après soudage
Le processus de soudage lui-même crée une vulnérabilité à la corrosion. La chaleur élevée modifie la structure cristalline du métal et détruit la couche de passivation qui protège normalement l'acier inoxydable. La zone affectée par la chaleur autour des soudures s'appauvrit chimiquement en chrome, un élément clé de la résistance à la corrosion, ce qui en fait le point névralgique de la charnière. Cela explique pourquoi même les charnières à souder en acier inoxydable peuvent rouiller au niveau des joints, malgré leur résistance générale à la corrosion.
Pour protéger efficacement les zones de soudure :
- Immédiatement après le soudage, meulez la soudure pour éliminer les éclaboussures et la calamine, puis nettoyez soigneusement la surface de la soudure.
- Appliquer un apprêt antirouille immédiatement après le nettoyage et le faire durcir correctement. Si nécessaire, scellez davantage la soudure en appliquant du mastic ou de l'huile antirouille le long des bords.
- Pour les soudures en acier inoxydable, le décapage et la passivation peuvent contribuer à restaurer le film passif résistant à la corrosion.
Même avec des soudures solides et un traitement post-soudure approprié, l'exposition à l'environnement pose un autre problème : la corrosion.
Question 3 : Corrosion et accumulation de rouille
Symptômes : Des taches de rouille se forment, les charnières fonctionnent de manière rigide, grincent et perdent de leur attrait visuel et de leur fonctionnalité.

Rouille sur les surfaces métalliques
Comprendre pourquoi les charnières à souder rouillent
L'exposition à l'extérieur accélère l'oxydation si les charnières sont dépourvues de revêtement protecteur. L'acier au carbone ordinaire se corrode rapidement, tandis que les zones de chaleur de la soudure ou les petites fissures des joints deviennent des points d'initiation de la rouille. Le fait de négliger le nettoyage et la lubrification aggrave la corrosion. Plusieurs facteurs environnementaux accélèrent ce processus :
- Exposition permanente à l'humidité et à l'oxygène : L'humidité persistante ou les précipitations accélèrent les réactions de corrosion électrochimique.
- Pluies acides et polluants industriels : L'eau de pluie légèrement acide peut accélérer l'oxydation des surfaces en acier non traitées.
- Brouillard salin et environnements côtiers : Les chlorures perturbent les films protecteurs et favorisent la formation de piqûres, même sur certains aciers inoxydables.
- Poussière, saleté et humidité : La contamination de surface retient l'eau et crée des cellules de corrosion localisées.
- Les fluctuations de température et les cycles de gel-dégel : La condensation et les microfissures peuvent accélérer une corrosion plus profonde au fil du temps.
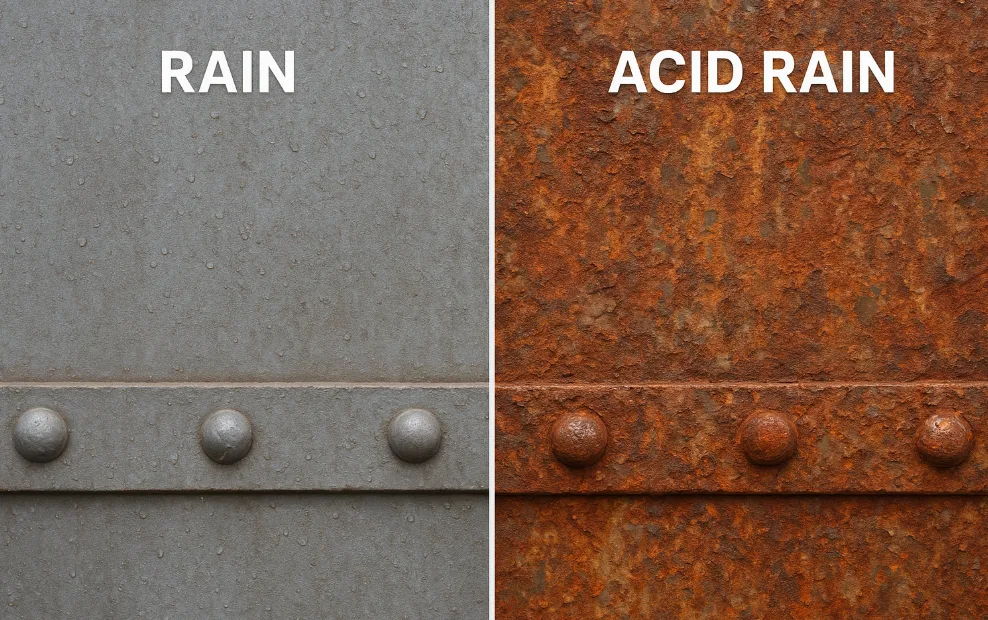
Image comparative de la corrosion des surfaces métalliques causée par les pluies acides dans les zones industrielles
Impact : La rouille entrave la rotation des charnières, endommage les soudures et peut affaiblir la structure environnante.
Choix de matériaux résistants à la rouille
Le choix du bon matériau est la première ligne de défense contre la corrosion :
- Acier inoxydable (304, 316) : Résiste intrinsèquement à la rouille. L'acier inoxydable 316 contenant du molybdène est préférable pour les environnements côtiers ou à forte humidité.
- Acier au carbone + revêtement antirouille : Offre une grande résistance et un faible coût pour les applications lourdes, mais nécessite une galvanisation ou un revêtement en poudre.
- Acier galvanisé : Utilise une couche de zinc pour améliorer la résistance à la corrosion, en particulier en service extérieur.
- Alliage d'aluminium : Légers et résistants à la corrosion, mais généralement moins adaptés aux charges structurelles lourdes.
Le traitement de surface est tout aussi important que le métal de base. Les revêtements en poudre, les apprêts riches en zinc et les systèmes de peinture multicouches prolongent la durée de vie des charnières à souder utilisées à l'extérieur.
Recommandations pour la prévention de la rouille en fonction de l'environnement
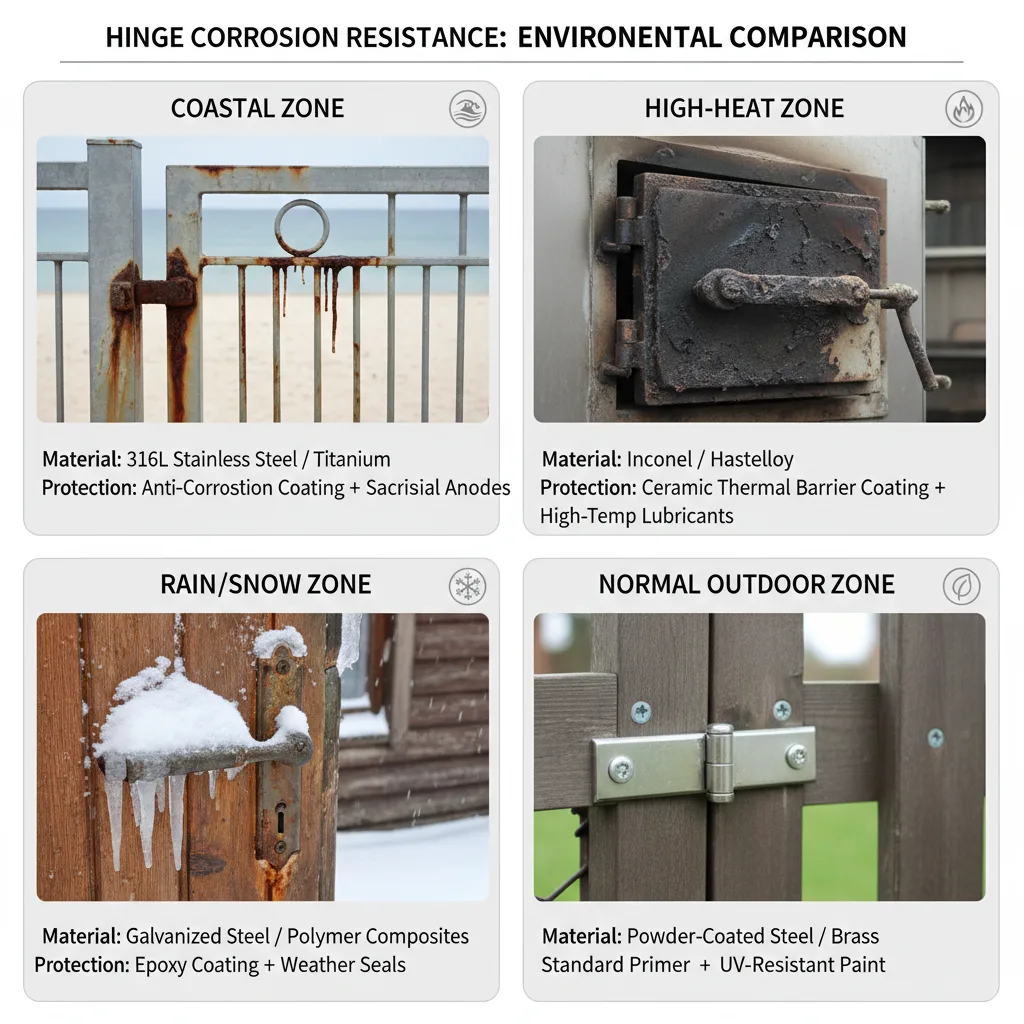
Recommandations de prévention de la rouille pour différents environnements
- Zones côtières : Privilégiez l'acier inoxydable 316, les soudures étanches et une lubrification régulière.
- Environnements à haute température : Utiliser des matériaux ou des revêtements résistants à la chaleur et éviter la galvanisation standard en cas de chaleur extrême.
- Régions de pluie et de neige : Combinez la galvanisation avec un système de revêtement robuste et une inspection périodique.
- Clôtures et portails extérieurs : Veillez à la qualité du soudage et appliquez une finition protectrice durable en prévoyant un dégagement suffisant pour le drainage.
La corrosion n'est pas la seule cause de défaillance des charnières. Une capacité de charge incorrecte entraîne également de graves problèmes.
Problème 4 : Capacité de charge inadaptée
Symptômes : Les portes grandes ou lourdes s'affaissent, s'ouvrent difficilement ou provoquent une défaillance des charnières.
Les causes : Utilisation de charnières sous-dimensionnées, mauvais calcul du poids de la porte ou installation d'un nombre insuffisant de charnières. Deux charnières sont souvent insuffisantes pour des portes hautes ou lourdes, ce qui entraîne une répartition inégale des contraintes.
Impact : Les tensions excessives provoquent des fissures dans les charnières, des ruptures de soudure et un affaissement dangereux de la porte.
Solutions :
- Calculez le poids de la porte et choisissez des charnières qui répondent aux spécifications de charge. Au départ, il faut compter au moins une charnière par tranche de 30 pouces (environ 75 cm) de hauteur de porte.
- Augmentez le nombre de charnières pour les portes lourdes ou hautes. L'ajout d'une troisième ou d'une quatrième charnière permet de mieux répartir le poids.
- Consulter les fournisseurs de charnières ou les ingénieurs pour une sélection précise en fonction du matériau, de la taille et de la fréquence d'utilisation. Comprendre charnières à souder ou à boulonner peut également vous aider à déterminer le type qui convient le mieux au poids de votre porte et à ses exigences d'utilisation.
Si l'application implique de grands portails en acier, des portes d'équipement épaisses ou des cycles de charge élevés et répétés, consultez notre site Web. guide des charnières robustes avant la sélection finale des charnières.
Même avec les bonnes charnières, les performances diminueront si elles ne sont pas correctement entretenues.
Problème 5 : Absence d'entretien régulier
Symptômes : Les charnières deviennent bruyantes, lentes ou même grippées après une longue utilisation.
Les causes :
- Manque de lubrification, entraînant une usure métal contre métal.
- Fixations ou points de soudure desserrés.
- Accumulation de poussière et d'humidité dans les environnements extérieurs.
Impact : La négligence accélère l'usure, la corrosion et la fatigue, réduisant la durée de vie et créant des risques pour la sécurité.
Inspection et nettoyage réguliers
Vérifiez périodiquement que les surfaces des charnières ne présentent pas de taches de rouille, de fissures ou d'écaillage des revêtements. Utilisez un nettoyant neutre et un chiffon doux ou une brosse pour enlever la poussière, les dépôts de sel et autres contaminants. Pour les taches de rouille mineures, poncez doucement la surface avec du papier de verre à grain fin ou une brosse métallique, puis essuyez-la avec un chiffon sec. Après le nettoyage, appliquez un inhibiteur de rouille ou une huile antirouille pour maintenir une fine pellicule protectrice sur le métal. Pour les zones dont le revêtement s'écaille ou qui présentent une perte de peinture localisée, retouchez rapidement avec de la peinture antirouille afin d'empêcher la corrosion de s'étendre.
Lubrification et entretien de l'huile antirouille
Inspecter et lubrifier les charnières tous les trimestres ou semestres, tous les 3 à 6 mois en milieu industriel. Augmentez la fréquence dans des conditions humides ou d'utilisation intensive. Utilisez des lubrifiants synthétiques résistants à l'eau, tels que des graisses à base de lithium ou des sprays contenant du PTFE. Ces lubrifiants forment une barrière durable contre l'humidité sur les axes de charnière et les zones de contact. Essuyez l'excès de graisse après la lubrification pour éviter l'adhésion de la poussière.
Méthodes de dérouillage
Pour les taches de rouille superficielles, utiliser les méthodes suivantes en fonction de leur gravité :
- Légère rouille de surface : Utilisez du papier de verre à grain fin ou une brosse métallique pour éliminer la corrosion, puis réapprêtez et repeignez la zone.
- Rouille modérée : Utilisez un outil rotatif ou une meuleuse d'angle avec un disque à lamelles, puis appliquez un apprêt riche en zinc avant de repeindre.
- Rouille sévère ou profonde : Si la corrosion a compromis l'intégrité structurelle, coupez la charnière, préparez à nouveau la surface de montage et soudez une nouvelle charnière.
Prévenir la repousse de la rouille après le traitement
L'élimination de la rouille n'est que la moitié de la bataille. Prévenir son retour est tout aussi important :
- Ne jamais laisser le métal nu exposé après l'enlèvement de la rouille. Appliquer un apprêt dans les heures qui suivent.
- Utiliser un système de revêtement multicouche : apprêt antirouille, couche intermédiaire et couche de finition résistante aux UV.
- Appliquez de l'huile ou de la cire antirouille sur les axes de charnière et les points d'articulation afin de constituer une deuxième barrière contre l'humidité.
- Prévoir des inspections de suivi 30 et 90 jours après le traitement pour vérifier que la réparation tient.
Calendrier d'entretien recommandé
Un entretien régulier permet d'éviter la plupart des défaillances des charnières. Suivez ce calendrier en fonction de votre environnement :
| Tâche | Climat intérieur / doux | Extérieur / Humide / Côtier | Usage industriel / lourd |
|---|---|---|---|
| Inspection visuelle | Tous les 12 mois | Tous les 6 mois | Tous les 3 mois |
| Lubrification | Tous les 12 mois | Tous les 6 mois | Tous les 3 mois |
| Nettoyage (poussière, sel, débris) | Tous les 12 mois | Tous les 6 mois | Tous les 3 mois |
| Inspection et retouche du revêtement | Tous les 24 mois | Tous les 12 mois | Tous les 6 mois |
| Peinture complète / revêtement | Tous les 5-7 ans | Tous les 3 à 5 ans | Tous les 2 ou 3 ans |
| Inspection des joints de soudure | Tous les 24 mois | Tous les 12 mois | Tous les 6 mois |
Pour les applications avec des cycles d'ouverture répétés, la planification de la maintenance doit également être vérifiée par rapport aux éléments suivants essai de durée de vie des charnières industrielles exigences.
Référence rapide : 5 questions courantes en un coup d'œil
| Enjeu | Cause première | Solution clé |
|---|---|---|
| Mauvais alignement | Mesure imprécise ou cadre non nivelé | Utiliser un niveau laser, souder d'abord par points, tester avant la soudure finale. |
| Soudures faibles | Mauvaise méthode, surface sale, mauvaise technique | Adapter la méthode de soudage au matériau, nettoyer les surfaces, faire appel à des soudeurs qualifiés |
| Corrosion / rouille | Humidité, sel, exposition chimique | Choisir des matériaux résistants à la corrosion, appliquer des revêtements protecteurs, entretenir régulièrement. |
| Inadéquation de la charge | Charnières trop petites ou trop peu nombreuses | Calculer le poids de la porte, augmenter le nombre de charnières, consulter le fournisseur |
| Manque d'entretien | Pas de lubrification, pas de routine d'inspection | Suivre le calendrier des lubrifications, des nettoyages et des retouches de revêtement. |
FAQ
Comment réparer une charnière soudée mal alignée sans la démonter ?
Si le désalignement est mineur, vous pouvez meuler la soudure existante, repositionner légèrement la charnière à l'aide de pinces et d'un niveau, et la ressouder. En cas de désalignement important, il est plus sûr de couper complètement la charnière, de préparer à nouveau la surface et de souder une nouvelle charnière dans la bonne position.
Quel type de lubrifiant convient le mieux aux charnières à souder extérieures ?
Utilisez des lubrifiants synthétiques résistants à l'eau, tels que des graisses à base de lithium ou des lubrifiants en spray contenant du PTFE (téflon). Ces lubrifiants forment un film protecteur durable qui résiste à l'humidité, au brouillard salin et à la poussière, ce qui permet à la charnière de fonctionner en douceur entre les intervalles d'entretien.
De combien de charnières à souder ai-je besoin pour un portail en acier lourd ?
En règle générale, il faut prévoir une charnière par tranche de 30 pouces (environ 75 cm) de hauteur de porte. Pour les portes de plus de 90 kg, utilisez au moins trois charnières robustes. Vérifiez toujours la capacité de charge du fabricant de charnières et tenez compte de facteurs tels que l'épaisseur de la porte, la fréquence d'utilisation et la charge du vent.
Puis-je souder des charnières en acier inoxydable sur un cadre en acier au carbone ?
Oui, mais cela nécessite une attention particulière. Utilisez des métaux d'apport appropriés (tels que la baguette de soudage en acier inoxydable 309L) conçus pour les joints de métaux dissemblables. La jonction entre l'acier inoxydable et l'acier au carbone étant sujette à la corrosion galvanique, il convient d'appliquer un revêtement protecteur ou un produit d'étanchéité sur la zone de soudure après l'installation.
À quelle fréquence dois-je inspecter les charnières soudées dans un environnement côtier ?
Dans les environnements côtiers ou à forte humidité, inspecter les charnières tous les 6 mois. Vérifiez la présence de points de rouille, de dommages au revêtement, de fissures de soudure et l'état de la lubrification. Retouchez immédiatement tout dommage au revêtement et lubrifiez à nouveau toutes les pièces mobiles lors de chaque inspection.
Conclusion
La plupart des problèmes liés aux charnières à souder, notamment les défauts d'alignement, les soudures faibles, la corrosion, l'inadéquation des charges et la négligence de l'entretien, peuvent être évités si l'on adopte la bonne approche. Une installation précise, une technique de soudage appropriée, des matériaux résistants à la corrosion, des calculs de charge corrects et un programme d'entretien cohérent permettront à vos charnières de fonctionner de manière fiable pendant des années.
L'essentiel à retenir est simple : investir du temps dans une installation correcte et un entretien continu plutôt que d'avoir à faire face à des réparations ou des remplacements coûteux plus tard. Si vous avez des doutes sur le choix des matériaux, les exigences de charge ou les méthodes d'installation pour votre projet spécifique, n'hésitez pas à nous contacter, contactez notre équipe d'ingénieurs pour un accompagnement personnalisé.