Alliage de zinc ou alliage d'aluminium pour les charnières moulées sous pression
Le choix entre un alliage de zinc et un alliage d'aluminium pour une charnière moulée sous pression ne se résume pas à un simple changement de matériau d'ordre esthétique. Ce choix a une incidence sur la masse de la pièce, la stratégie relative à l'épaisseur des parois, le comportement des bossages filetés, la réponse thermique, la finition de surface, la rentabilité de l'outillage et la manière dont les charges sont transmises de la porte au cadre. Un dessin qui fonctionne en zinc peut nécessiter des sections plus épaisses, des rayons plus grands, des bossages différents ou un schéma de montage revu avant de pouvoir être validé en aluminium.
Ce guide aide les ingénieurs et les acheteurs des équipementiers à prendre cette décision avant de valider la fabrication des outillages. Il se concentre sur le corps ou le boîtier de la charnière — et non sur la goupille, le bloc de friction, le roulement ou les éléments de fixation — et indique les éléments qui doivent être recalculés, redessinés et vérifiés lors de la comparaison entre des charnières en alliage de zinc et celles en alliage d'aluminium.
Critère de décision : quand faut-il privilégier le zinc ou l'aluminium comme point de départ ?
Commencez par un alliage de zinc lorsque la charnière nécessite une géométrie compacte, des éléments moulés fins ou très détaillés, des finitions esthétiques nettes, de petits bossages résistants, un placage fiable et une production à grand volume dans une plage de températures contrôlée. Commencez par un alliage d'aluminium lorsque la réduction de la masse constitue une exigence de conception primordiale, que la charnière fonctionne à une température de service plus élevée, ou que le produit peut accueillir des profilés de plus grandes dimensions et bénéficier d'un système de finition spécialement conçu pour l'alliage d'aluminium moulé sélectionné.
Aucun de ces deux matériaux ne s'impose automatiquement en termes de capacité de charge ou de résistance à la corrosion. Le choix approprié dépend de l'alliage précis, de la géométrie, de la finition, de l'interface avec les éléments de fixation, de la température, de la durée de la charge, du nombre de cycles visé et de la méthode de réception. Un lavage intensif, une exposition aux chlorures, des exigences en matière d’hygiène ou des charges élevées et prolongées peuvent conduire à écarter les alliages moulés au profit de l’acier inoxydable ou d’une conception mixte.

Première vérification : comparez-vous la même enveloppe ou les mêmes performances ?
Les comparaisons entre matériaux peuvent prêter à confusion lorsque la question se résume à : « Quel métal est le plus résistant ? ». Un concepteur de charnières est généralement confronté à l'une des deux contraintes suivantes :
- Enveloppe fixe : La charnière doit s'adapter à une porte, un cadre, un gabarit de perçage et un espace libre existants.
- Performances corrigées : La charnière doit répondre à des exigences en matière de charge, de rigidité, de durée de vie et de température, mais la géométrie de la pièce moulée peut varier.
Dans le cadre d'une enveloppe fixe, l'aluminium permet une réduction de masse significative, mais son module d'élasticité plus faible et son comportement à la coulée différent peuvent nécessiter un examen minutieux de la rigidité des nervures, du soutien des bossages, des transitions entre les parois et de la géométrie des butées. Pour un objectif de performance donné, l’aluminium permet souvent d’utiliser un volume de section plus important tout en restant plus léger que le zinc. Cette liberté de conception peut permettre d’obtenir une charnière plus grande mais de masse réduite.
Un fournisseur ne devrait donc pas proposer un devis indiquant « même plan, en aluminium au lieu de zinc » sans qu'une analyse de la conception ait été effectuée. La comparaison correcte consiste soit à comparer une même géométrie avec des modifications de performances clairement précisées, soit à comparer deux conceptions spécifiques à chaque matériau et destinées à répondre à la même exigence.
Comment la densité influe sur la masse des charnières et le système de porte
La densité nominale typique est d'environ 6,6 g/cm³ pour les alliages ZAMAK courants utilisés en moulage sous pression de zinc, et d'environ 2,7 g/cm³ pour les alliages courants utilisés en moulage sous pression d'aluminium. Il s'agit là de valeurs de référence générales en ingénierie, qui ne remplacent pas la fiche technique de l'alliage choisi.
Calcul général : Pour un même volume de coulée, la masse est proportionnelle à la densité : m = ρV. D'après les valeurs nominales ci-dessus, un corps de charnière en zinc de même volume pèse environ 2,4 fois plus lourd qu'un corps en aluminium. La différence de poids réelle de l'ensemble est moindre lorsque les goupilles, les éléments de fixation, les pièces de friction et les inserts restent en acier.
Le corps de la charnière ne représente généralement qu'une partie de la masse de la porte, mais cette différence a son importance dans le domaine des équipements légers, des systèmes portables, des intérieurs de véhicules, des écrans d'opérateur, des appareils de diagnostic et des produits comportant plusieurs charnières. Elle influe également sur la masse d'expédition et sur le moment généré lorsque la charnière elle-même est éloignée de la structure de support.
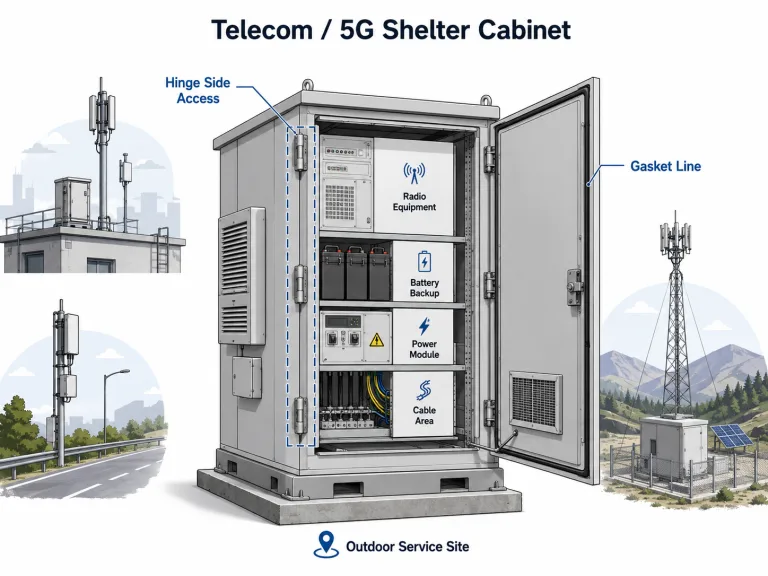
Pour une armoire industrielle fixe, la réduction du poids peut avoir peu d'intérêt par rapport à la compacité de la géométrie et au coût de fabrication. Pour un produit mobile ou transportable à la main, cette même différence peut justifier une refonte de la conception en aluminium, même si les coûts d'outillage et d'usinage sont plus élevés.
Détails de la coulée, sections de paroi et stratégie d'outillage
Le zinc est généralement moulé par moulage sous pression à chambre chaude, tandis que l'aluminium est généralement moulé par moulage sous pression à chambre froide. La température de moulage plus basse du zinc et sa grande fluidité permettent d'obtenir des détails fins, des sections minces, de petites saillies et une définition précise de la forme finale. L'aluminium présente une température de fusion plus élevée et impose des contraintes thermiques différentes au moule, au système d'alimentation et au cycle de moulage.
En matière de conception des charnières, la différence concrète réside dans les détails relatifs au pivot et au système de fixation :
| Fonctionnalité « Hinge » | Point de départ : alliage de zinc | Point de départ : alliage d'aluminium | Ce qui doit être confirmé |
|---|---|---|---|
| Mur cosmétique fin | Souvent idéal pour les détails fins et les formes compactes | Il faudrait peut-être une partie un peu plus prudente | Capacité de moulage du fournisseur et chemin de remplissage local |
| Petit bossage de fixation | Permet d'obtenir des détails fins et une bonne formation du filetage | Peut nécessiter davantage de matériau de remplissage ou un insert | Diamètre du bossage, longueur d'engagement, essai d'arrachement |
| Nervure de renfort de pivot | Une nervure compacte pourrait être envisageable | Peut être agrandi avec un faible surcroît de masse | Rigidité, fatigue, concentration locale de contraintes |
| Butée mécanique | Une géométrie détaillée des butées est utile, mais il faut vérifier le glissement et l'impact | Une surface de contact plus grande pourrait être appropriée | Charge d'arrêt, vitesse d'impact, déformation rémanente |
| Alésage usiné | Bon potentiel dimensionnel ; la marge d'usinage reste importante | Souvent usiné lorsque l'alignement ou l'ajustement des roulements est crucial | Exposition à la porosité, position de l'alésage, état de surface |
| Surface décorative | Convient parfaitement à de nombreuses finitions plaquées | La finition dépend fortement de l'alliage et du résultat esthétique recherché. | Échantillon de finition validé sur l'alliage de production |
Les liens entre le moulage, l'usinage, l'assemblage et l'étalonnage sont expliqués en détail dans Comment sont fabriquées les charnières à couple ?. Dans le cadre de la présente décision, le point essentiel est qu’un changement significatif peut nécessiter une conception différente de la matrice, et non pas simplement la spécification d’un matériau différent.
La capacité de charge dépend du chemin de charge, et non d'une valeur unique de résistance
Un corps de charnière moulé sous pression est généralement soumis simultanément à plusieurs charges locales : pression d'appui au niveau du pivot, flexion au niveau des bras ou des supports cylindriques, charge de serrage des fixations, effort d'arrachement au niveau des bossages de fixation et contrainte de contact au niveau de toute butée d'ouverture. Ces charges ne réagissent pas de la même manière au changement de matériau.
Les alliages de zinc moulés sous pression peuvent offrir une résistance, une rigidité, une ductilité, un comportement à l'usure et des performances de filetage intéressants pour les pièces mécaniques compactes. Les alliages d'aluminium moulés sous pression présentent une densité bien inférieure et peuvent offrir d'excellentes performances lorsque la section est conçue pour l'alliage. L'erreur d'ingénierie consiste à comparer la résistance à la traction indiquée dans le catalogue et à supposer que l'ensemble de la charnière est directement proportionnel à cette valeur.
Vérifiez ces points de contrainte spécifiques aux charnières
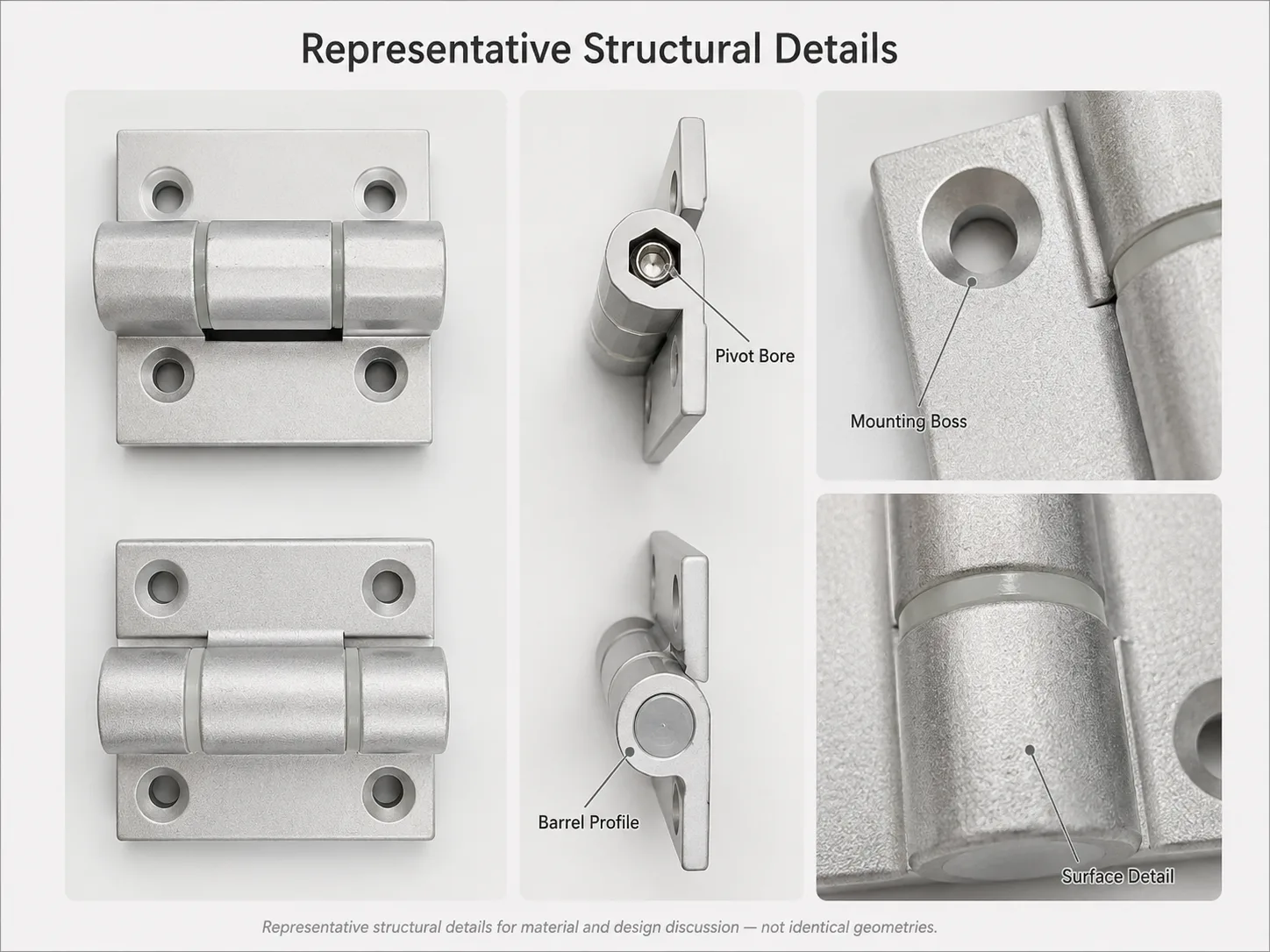
- Alésage du pivot : pression locale sur le roulement, ovalisation de l'alésage et épaisseur de paroi restante après usinage.
- Transition entre le fût et la feuille : la flexion et la fatigue au niveau de la section la plus étroite ou d'un rayon très serré.
- Bosse de fixation : arrachement des fixations, fendillement des bossages et relâchement de la contrainte des colliers de serrage.
- Première étape : un choc intense ou une charge de contact prolongée.
- Accoudoir côté porte : une déformation qui modifie l'écart entre la porte et son encadrement, la compression du joint ou l'alignement du loquet.
Le choix définitif du matériau doit reposer sur un calcul au niveau de la section, une vérification par la méthode des éléments finis lorsque cela se justifie, ainsi que des essais sur échantillons tenant compte de l'espacement réel des charnières et du moment exercé sur la porte. Une recommandation préliminaire fondée sur la famille de matériaux ne vaut pas validation de l'échantillon.
La température et la charge prolongée peuvent modifier le choix initial
La résistance à température ambiante n'est pas suffisante lorsqu'une charnière supporte en permanence la charge d'une porte. Les alliages standard de zinc moulés sous pression peuvent devenir de plus en plus sensibles au fluage et à la relaxation des contraintes à mesure que la température et les contraintes prolongées augmentent. Cela est particulièrement important au niveau des bras soumis à charge, des bossages, des butées et de tout élément qui maintient l'alignement par serrage ou flexion continus.
Les alliages d'aluminium moulés sous pression constituent souvent le meilleur choix de départ lorsque le boîtier doit conserver ses propriétés mécaniques à une température de service soutenue plus élevée. Cela ne signifie pas pour autant que toutes les charnières en aluminium sont adaptées à la chaleur. Il convient toujours d'examiner la nuance de l'alliage, la qualité du moulage, l'état de trempe le cas échéant, le système de fixation, le lubrifiant, le matériau des inserts et la dilatation thermique de l'ensemble environnant.
| Question sur la température | Pourquoi cela modifie le choix du matériau | Pièces justificatives requises |
|---|---|---|
| Température maximale en continu du boîtier | Permet de maîtriser la résistance à long terme et le risque de fluage | Profil de température spécifique au projet |
| Température maximale et durée | Un pic de courte durée n'est pas la même chose qu'une exposition continue | Exigences en matière de temps et de température |
| Charge appliquée pendant le chauffage | Le fluage dépend à la fois de la contrainte et de la température | Couple de la porte et précontrainte des fixations |
| Cyclage thermique | Modifications des jeux, des tolérances et des contraintes de revêtement | Plage de cycles et conditions de maintien |
| Source de chaleur adjacente | La température locale à l'intérieur du logement peut dépasser la température ambiante | Température de la charnière mesurée ou modélisée |
Périmètre technique : Il ne faut pas publier de « température maximale » universelle pour les charnières en zinc ou en aluminium. Cette limite dépend de l’alliage, de la géométrie, de l’état de contrainte, de la finition, du mécanisme interne, du lubrifiant et des critères d’acceptation spécifiques à chaque cas.
La résistance à la corrosion dépend à la fois du matériau et du traitement de surface
Le zinc et l'aluminium forment tous deux des oxydes, mais le choix ne doit pas se fonder uniquement sur le nom du métal de base. Une charnière comporte des alésages usinés, des arêtes vives, des logements de fixation en creux, des surfaces de contact et des interfaces entre métaux différents. La finition choisie doit protéger les parties de la charnière qui sont effectivement exposées à l'humidité, à la condensation, aux liquides de nettoyage ou au sel.
Considérations relatives aux finitions des alliages de zinc
Les pièces moulées sous pression en zinc sont compatibles avec de nombreux systèmes décoratifs et protecteurs, notamment le placage, les traitements de conversion, la peinture et le revêtement par poudre. L'adhérence de la finition et la résistance à la corrosion dépendent de la pureté de l'alliage, de la préparation de la surface, des résidus d'agent de démoulage, de la porosité, de l'état des arêtes et du contrôle du processus. Un échantillon présentant un aspect plaqué ne garantit pas à lui seul une protection à long terme au niveau des zones usinées ou en creux.
Considérations relatives à la finition des alliages d'aluminium
Les pièces moulées sous pression en aluminium peuvent faire l'objet de revêtements de conversion, d'une peinture, d'un revêtement en poudre ou d'un anodisation spécifique à l'alliage. Les alliages de moulage à forte teneur en silicium peuvent se comporter différemment de l’aluminium corroyé ; par conséquent, une spécification de finition se limitant à la mention « aluminium anodisé » est incomplète. Le fournisseur doit préciser l’alliage de moulage, le prétraitement, la norme d’aspect, l’épaisseur du revêtement le cas échéant, et indiquer si les surfaces usinées sont finies avant ou après l’usinage.
La norme ASTM B117 définit l'appareillage, la procédure et les conditions utilisées pour recréer un environnement de brouillard salin. Elle ne précise pas la durée d'exposition appropriée, l'échantillon d'essai, la limite d'acceptabilité de la corrosion, ni si une charnière est adaptée à l'application réelle. Ces exigences doivent être définies par le maître d'ouvrage et validées en fonction de l'alliage, de la finition et de la géométrie réels de la charnière.

La qualité de la préparation est abordée séparément dans qualité des charnières avant le traitement de surface. Si le projet présente un risque élevé de corrosion, des exigences d'hygiène, une forte teneur en chlorure ou nécessite des lavages répétés, comparez les deux matériaux de moulage par rapport à la spécification distincte Guide de charnière encastré en zinc moulé sous pression ou en acier inoxydable plutôt que d'imposer un choix entre le zinc et l'aluminium.
Les éléments de fixation, les filetages et les inserts nécessitent une conception adaptée au matériau
De nombreuses charnières moulées sous pression comportent des trous filetés, des bossages moulés, des logements de fixation fraisés ou des vis de réglage fixées. Ces éléments peuvent être plus sensibles au choix du matériau que le bras visible de la charnière.
Le zinc permet de réaliser des bossages détaillés et d'assurer un engagement fileté efficace sur des pièces compactes, mais la conception doit néanmoins tenir compte de la charge de serrage continue, des cycles d'utilisation répétés, des températures élevées et de l'épaisseur locale des parois. L'aluminium peut également offrir des filetages fiables, mais un remplacement direct de ce matériau peut nécessiter une longueur d'engagement plus importante, un bossage plus grand, un insert en acier ou une spécification de serrage adaptée.
| Conditions de fixation | Solution de conception retenue | Vérification |
|---|---|---|
| Assemblage en usine (une seule fois) | Le moulage par tirage direct peut être acceptable | Couple de serrage et essai d'arrachement |
| Suppression répétée d'un champ | Envisagez d'utiliser un insert en acier ou en laiton | Essai de montage répété |
| Charge de serrage élevée et constante | Augmenter la surface d'appui et revoir la relaxation | Rétention de la pince après exposition à la température |
| Paroi périphérique mince | Renforcer le soutien des responsables ou déplacer le fil de discussion | Examen de la section et essai d'arrachement destructif |
| Interface humide entre l'acier inoxydable et la fixation | Vérifier l'isolation galvanique et la mise à la terre | Essai de corrosion spécifique au projet |
| Vis de réglage supportant la charge de la charnière | Utilisez un insert défini ou un élément de contact trempé lorsque cela est nécessaire | Essai de durée de vie après réglage et d'usure du filetage |
Le dessin doit préciser le type de filetage, la profondeur minimale d'engagement, les caractéristiques de l'insert le cas échéant, le couple de serrage, le lubrifiant ou le frein-filet autorisé, ainsi que si la fixation est installée une seule fois ou si elle est destinée à être réutilisée à plusieurs reprises. La simple mention « trou taraudé M5 » ne suffit pas à garantir la fiabilité de l'assemblage.
Le coût d'une pièce n'est pas la même chose que le prix du matériau
Le zinc étant plus dense, une pièce moulée de volume équivalent contient davantage de métal. L'aluminium peut nécessiter une température de traitement plus élevée, des exigences d'usinage différentes, et présenter des caractéristiques économiques différentes en termes de durée de vie des matrices et de temps de cycle. Le prix le plus bas de la matière première au kilogramme ne correspond donc pas nécessairement au coût le plus bas de la charnière finie.
| Inducteur de coût | Pourquoi le zinc pourrait être bénéfique | Pourquoi l'aluminium pourrait présenter des avantages |
|---|---|---|
| Détails de la forme finale | Permet de réduire les opérations d'usinage et d'assemblage secondaire | La géométrie peut être simplifiée afin d'obtenir une conception plus légère |
| Masse de la balle | Les sections compactes peuvent limiter le volume de matière | Une densité plus faible réduit la masse de la pièce |
| Nombre de cycles et durée de vie des matrices | Une température de coulée plus basse permet souvent d'obtenir des conditions économiques de production plus favorables | Cela dépend de la machine, de l'alliage, de la taille et des capacités du fournisseur |
| Usinage secondaire | La finesse des détails moulés peut permettre d'éliminer certaines opérations | Un usinage peut s'avérer nécessaire au niveau des alésages, des faces et des plaquettes |
| Finition de la surface | De nombreuses méthodes bien établies de galvanoplastie et de revêtement | La filière de transformation et de revêtement permet de s'adapter à des boîtiers d'équipements de plus grandes dimensions |
| Masse du fret et des produits | Généralement moins important pour les équipements fixes | Cela peut être important pour les produits mobiles et les volumes importants |
| Modifications de conception | Le recours à des outillages en zinc ayant déjà fait leurs preuves peut réduire les risques liés au projet | Une nouvelle conception en aluminium pourrait permettre de réduire suffisamment le poids du système pour justifier la mise en place d'outillage |
Un devis pertinent doit distinguer les postes suivants : outillage, moulage, ébavurage, usinage, inserts, finition, contrôle, conditionnement et volume annuel prévu. La décision commerciale doit se fonder sur la comparaison des pièces finies et validées, et non sur le prix de l'alliage pris isolément.
Matrice de sélection basée sur les candidatures
| Conditions d'utilisation | Point de départ préliminaire | Raison | Confirmation requise |
|---|---|---|---|
| Charnière compacte pour meuble d'intérieur, à géométrie détaillée | Alliage de zinc | Détails de moulage fins et bossages compacts | Charge sur la porte, finition, température, arrachement du filetage |
| Appareil portable, écran ou équipement mobile | Alliage d'aluminium | La réduction de la masse peut justifier un profil plus large | Rigidité, fatigue, alésage et conception des bossages |
| Quincaillerie décorative en grande série | Alliage de zinc | Définition de la forme finale et flexibilité en matière de finition | Échantillon homologué pour l'aspect et la résistance à la corrosion |
| Température ambiante plus élevée et plus constante | Alliage d'aluminium | Souvent, c'est un point de départ plus sûr pour maintenir la température | Données de charge-température spécifiques à chaque alliage |
| Très petits bossages filetés et dispositifs de réglage compacts | Alliage de zinc | Une analyse détaillée du comportement lors de la coulée et du filetage peut s'avérer avantageuse | Couple de serrage et cycles d'utilisation |
| Assemblage en extérieur en milieu humide avec des fixations en acier inoxydable | Spécifique au projet | Les interfaces de finition et les interfaces galvaniques pourraient prédominer | Drainage, isolation, essai de corrosion en conditions réelles |
| Utilisation en milieu humide, en milieu côtier, en milieu chimique ou dans des conditions d'hygiène strictes | Réfléchis à nouveau aux deux | L'utilisation d'acier inoxydable ou d'un autre matériau pourrait réduire les risques | Cahier des charges en matière d'environnement et de nettoyage |
| Porte robuste et résistante à l'usure, à profilé de section réduite | Examen technique requis | Le fluage, la charge de base et la rigidité du bras sont les facteurs dominants | Calcul de la trajectoire de charge et essai sur échantillon représentatif |
Ce tableau fournit une recommandation préliminaire et non une règle universelle. La relation générale entre le poids de la porte, l'angle d'ouverture, l'étanchéité, l'espace disponible pour l'installation et le type de charnière est abordée dans le guide de sélection des charnières pour armoires industrielles.
Scénario d'ingénierie des composites : refonte d'une charnière en zinc pour un écran mobile
Il s'agit d'un scénario technique fictif élaboré afin d'expliquer la logique de sélection. Il ne s'agit ni d'un dossier de projet client ni d'un rapport d'essai de produit.
Un équipementier dispose d'une charnière en zinc moulé sous pression qui a fait ses preuves et qui est utilisée sur un panneau de commande fixe. Une nouvelle version mobile du produit devant respecter un objectif de poids strict, l'équipe de projet demande au fournisseur de lui proposer un devis pour la fabrication de ce même modèle en aluminium.
La première analyse montre que le corps en aluminium permettrait de réduire considérablement la masse, mais la conception d'origine utilise des bossages filetés compacts, un support de canon fin et une butée d'ouverture de petite taille. Le fait de conserver cette même géométrie permettrait de préserver l'enveloppe de montage, mais ne garantirait pas une rigidité équivalente, la résistance à l'arrachement du filetage, la durabilité de la butée ou l'alignement de l'alésage.
- Modèle de masse : calculer la masse prévue de l'ensemble à partir de la densité spécifique de l'alliage et du volume réel de la pièce moulée.
- Révision de géométrie : augmenter la profondeur des nervures et le soutien local des bossages tout en conservant l'enveloppe d'installation externe.
- Stratégie de thread : Comparez les filetages directs en aluminium avec un insert en acier pour une utilisation répétée.
- Bilan final : approuver l'alliage d'aluminium utilisé pour la production et la finition sur un échantillon réel, et non sur un simple coupon anodisé générique.
- Vérification : la rigidité, l'arrachement des fixations, la charge de butée d'ouverture, les cycles de charge et la stabilité dimensionnelle à la température prévue pour le projet.
Le projet pourrait encore opter pour l'aluminium, mais la solution approuvée consiste en une charnière en aluminium redessinée — et non en un simple remplacement du matériau indiqué sur le dessin en zinc. C'est cette distinction qui constitue la principale leçon d'ingénierie à tirer de cette comparaison.
Liste de contrôle pour les plans et les échantillons spécifiques à chaque matériau
Utilisez cette liste de contrôle avant de valider un outillage ou de considérer deux matériaux moulés comme équivalents.
| Vérifier | Informations que doivent comporter le dessin ou l'échantillon | Statut « Disparu » |
|---|---|---|
| Désignation exacte de l'alliage | Nuance d'alliage de zinc ou d'aluminium, et pas seulement « ZDC » ou « ADC » | Confirmation du fournisseur requise |
| Géométrie spécifique au matériau | Parois, nervures, bossages, congés, butées et marge d'usinage | Vérification technique requise |
| Cible de masse | Masse de la pièce moulée et masse totale de l'ensemble de charnière | Spécifique au projet |
| Chemin de charge critique | Support pivotant, section de bras, bossage de fixation, contact de butée | Vérification technique requise |
| Conception des filetages et des inserts | Engagement, type d'insert, couple de serrage, fréquence d'entretien | À confirmer |
| Profil de température | Valeurs continues, de crête, de durée et de charge pendant l'exposition | Spécifique au projet |
| Système de finition | Prétraitement, revêtement ou placage, couleur, épaisseur le cas échéant | Confirmation du fournisseur requise |
| Interfaces entre métaux différents | Matériau des fixations, méthode d'isolation, drainage et étanchéité | Spécifique au projet |
| Dimensions critiques | Alésage, position de l'axe, plan de référence de montage, dimensions du bossage et de la butée | Rapport d'inspection requis |
| Vérification mécanique | Essais de déformation, d'arrachement, de charge de rupture, de cycles ou de fatigue, selon les besoins | Spécifique au projet |
| Signes de corrosion | Géométrie réelle de la charnière, alliage utilisé pour la fabrication, finition, durée de vie, critères d'acceptation | À confirmer |
| Identité de l'échantillon validée | Numéro d'échantillon, lot d'alliage, lot de finition, révision du plan, rapport d'essai | Autorisation de production requise |
Une recommandation préliminaire concernant les matériaux permet de restreindre les options. L'étude technique confirme la géométrie et les interfaces proposées. L'homologation des échantillons ne s'applique qu'à la configuration testée. L'homologation de production exige du fournisseur qu'il reproduise l'alliage, le procédé, la finition et les résultats d'inspection approuvés.
Règle de sélection finale
Optez pour un alliage de zinc lorsque la précision des détails moulés, les petites caractéristiques mécaniques, la souplesse de finition et la production en grande série de pièces « net-shape » priment sur la masse minimale ou la résistance aux températures élevées. Optez pour un alliage d'aluminium lorsque la réduction du poids et les performances thermiques justifient une refonte spécifique au matériau, avec des sections plus larges, des bossages revus et une finition validée.
Ne publiez pas le même plan de charnière moulée sous pression pour les deux matériaux, à moins que le plan, les calculs et les échantillons ne démontrent que cette substitution préserve le chemin de charge requis, l'intégrité du montage, le contrôle dimensionnel et le comportement en service. Pour un examen spécifique au projet, Veuillez nous envoyer le plan de la charnière, la charge admissible de la porte, la plage de température, les spécifications de finition et le volume annuel.
FAQ
L'alliage de zinc est-il plus résistant que l'alliage d'aluminium pour les charnières moulées sous pression ?
Il n'existe pas de réponse universelle. La résistance dépend de l'alliage utilisé, de la qualité de la pièce moulée, de la section de la paroi, des nervures, des bossages, du support de pivot et de la direction de la charge. Le zinc peut offrir de bonnes performances dans une géométrie mécanique compacte, tandis que l'aluminium peut répondre aux mêmes exigences grâce à une section plus large mais plus légère. Il convient de comparer la conception globale de la charnière plutôt que de se limiter à une seule valeur de résistance à la traction.
Dans quelle mesure une charnière en aluminium moulé sous pression est-elle plus légère qu'une charnière en zinc ?
À volume de moulage égal, la masse est proportionnelle à la densité. La densité nominale courante est d’environ 6,6 g/cm³ pour les alliages de zinc ZAMAK et d’environ 2,7 g/cm³ pour les alliages d’aluminium moulés sous pression ; ainsi, la masse d’une pièce en zinc peut être environ 2,4 fois supérieure à celle d’une pièce en aluminium. La différence totale au niveau de la charnière est moindre lorsque des goupilles, des éléments de fixation ou des pièces de friction en acier sont inclus.
Peut-on utiliser le même moule de charnière pour le zinc et l'aluminium ?
En règle générale, il ne faut pas partir du principe qu’un changement direct de matériau est possible. Le zinc et l’aluminium nécessitent des conditions de moulage, des tolérances de retrait, des charges thermiques, des stratégies de coulée, des règles relatives à l’épaisseur des parois et des exigences en matière d’outillage différentes. Même lorsque l’enveloppe extérieure reste identique, il peut s’avérer nécessaire de modifier le moule et la géométrie locale.
Quel matériau est le plus adapté pour les bossages de fixation filetés ?
Le zinc permet souvent d'obtenir des détails moulés compacts et offre l'avantage d'un filetage direct. L'aluminium peut également garantir des filetages fiables, mais la conception peut nécessiter une longueur d'engagement plus importante, un bossage d'appui plus grand, un couple de serrage plus faible, ou encore un insert en acier ou en laiton. Le choix approprié dépend de la taille de la fixation, de la charge de serrage, de la température de service, de l'épaisseur de la paroi et de la fréquence à laquelle la vis est retirée.
Quel matériau de charnière moulée sous pression est le plus adapté à une utilisation en extérieur ?
La désignation du métal de base ne suffit pas à elle seule à trancher. Les performances en extérieur dépendent de l’alliage, du prétraitement, du revêtement ou du placage, des surfaces usinées, des éléments de fixation, du drainage, des interstices et des interfaces galvaniques. En cas de lavage agressif, d’exposition aux chlorures, d’environnement marin, d’utilisation chimique ou d’applications hygiéniques, l’acier inoxydable ou un autre matériau peut s’avérer plus sûr que le zinc ou l’aluminium.