Why Stainless Steel Hinges Corrode | 5 Causes, Verification, Prevention
Why Stainless Steel Hinges Still Corrode
Stainless steel hinges are corrosion-resistant, but they are not corrosion-proof. Their durability depends on a micro-thin passive film on the surface. When that film is damaged faster than it can repair itself, oxidation begins and visible rust can appear. In real projects, this is why a stainless steel hinge can still fail far earlier than expected.
Based on failure analysis, stainless steel hinge corrosion is usually linked to five technical causes: passive film breakdown, chloride attack, material substitution, process contamination, and incompatible hardware or installation conditions. These problems become more severe in humid, coastal, washdown, or poorly controlled fabrication environments.
If your application also operates in condensation-heavy or cold, wet service conditions, review our cold storage hinges page to understand why moisture control and sealing conditions accelerate hardware corrosion in real installations.
Functional Limits of the Passive Film
The corrosion resistance of stainless steel depends on chromium. When chromium content exceeds about 10.5%, the surface forms a dense chromium oxide film that blocks oxygen and moisture from attacking the base metal. This layer is self-repairing under the right conditions, but it has limits.
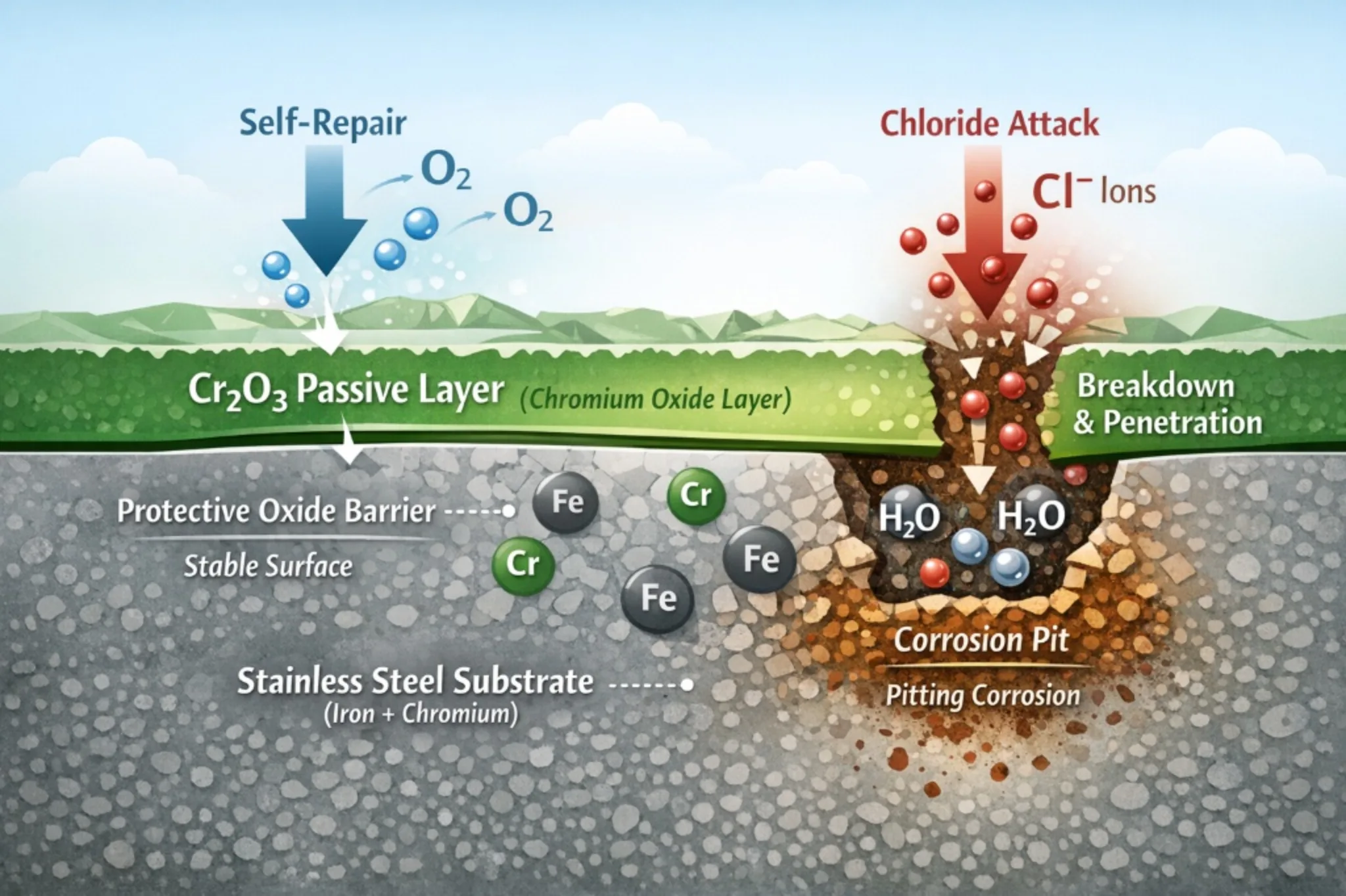
When environmental damage exceeds the passive film’s self-repair rate, exposed iron atoms begin to oxidize. At that point, the hinge is no longer protected by “stainless steel” in the practical sense. It becomes vulnerable to staining, pitting, and eventually red rust.
The 5 Main Causes of Stainless Steel Hinge Corrosion
Cause 1: Passive Film Failure
The passive film can fail when stainless steel is not properly cleaned, passivated, or protected after fabrication. This is one of the most common reasons “new stainless hinges” start staining or rusting unexpectedly soon after installation.
- Residual free iron remains on the surface after fabrication.
- Post-processing omits proper chemical passivation.
- Surface damage is not cleaned before exposure to moisture.
Typical result: early staining, inconsistent surface appearance, or rapid localized rust in humidity.
Cause 2: Chloride-Induced Pitting
In coastal, salt spray, or chloride-rich washdown environments, chloride ions attack weak points in the passive film and initiate pitting corrosion. This often begins as small dark spots, fine pits, or isolated rust points that spread from damaged or lower-resistance areas.
- Marine air and salt spray increase chloride exposure.
- Cleaning chemicals can concentrate chlorides on the surface.
- Lower-grade stainless is far more vulnerable in these environments.
Where coastal or outdoor enclosure corrosion is a concern, compare your design against NEMA 4X hinges for coastal projects to understand when environmental protection requirements move beyond basic indoor stainless selection.
Cause 3: Grade Substitution and Material Fraud
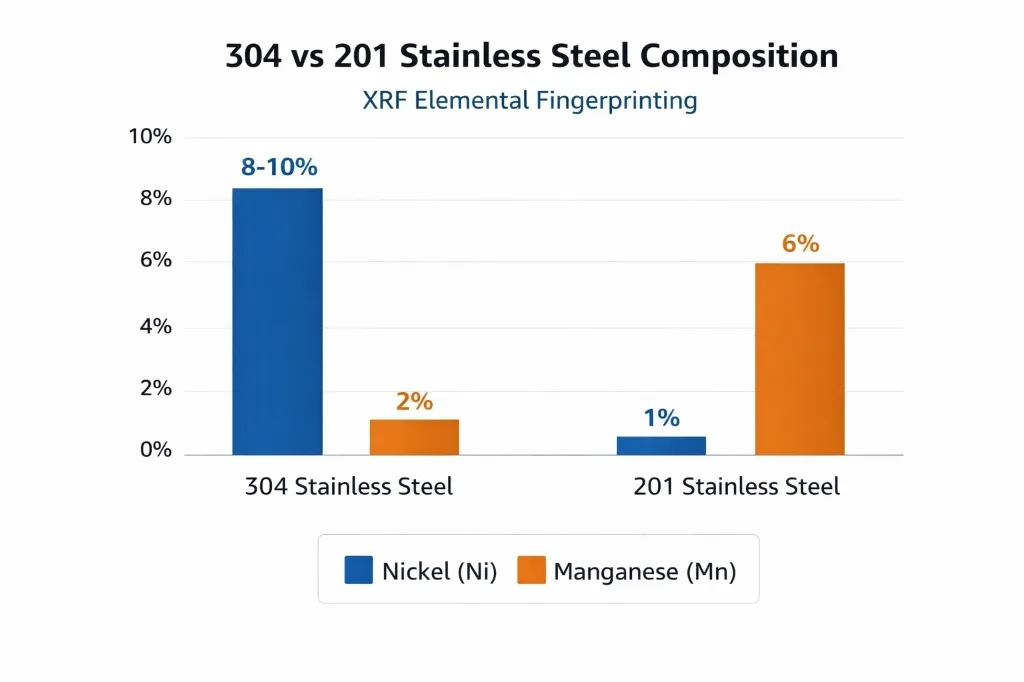
One of the most serious supply-chain risks is the substitution of Grade 201 for Grade 304. This is often done to reduce material cost, but it creates a much higher risk of rapid red rust, especially in humid service or after surface damage.

Field signal: Rust appearing within a week is often a warning sign of wrong grade material, inadequate passivation, or severe contamination rather than a normal stainless performance issue.
Typical technical indicators of fraud or substitution:
- Nickel (Ni): authentic 304 typically contains 8.0% to 10.5% Ni.
- Manganese (Mn): 201 usually shows much higher Mn than 304.
- Chromium (Cr): reduced Cr weakens passive film performance.
For wider project decisions about when stainless steel is justified over cheaper alternatives, review carbon steel vs stainless steel hinges rather than treating this corrosion page as a material selection guide.
Cause 4: Process Contamination
Stainless steel can corrode even when the alloy itself is correct if the fabrication process contaminates the surface. A common example is drilling or grinding stainless steel with tools previously used on carbon steel. Embedded iron particles create corrosion cells that later bloom into rust spots.
- Carbon steel particles become embedded in the stainless surface.
- Cross-contamination is common on mixed-material production lines.
- Contamination often appears near drilled holes, cut edges, or tooling marks.
Common symptom: rust concentrated around installation holes or freshly machined areas.
Cause 5: Hardware Mismatch and Installation Conditions
Even properly manufactured stainless steel hinges can corrode if they are paired with incompatible fasteners or installed into environments that create galvanic or moisture-trap conditions.
- Galvanized or dissimilar fasteners can create galvanic corrosion.
- Water-trap installation geometry keeps the hinge wet for too long.
- Low-oxygen or crevice conditions prevent effective passive film repair.
This is one reason installation environment matters almost as much as material grade.
Where Stainless Steel Hinges Fail Fastest
| Environment | Main Risk | Typical Failure Pattern |
|---|---|---|
| Coastal / salt spray | Chloride pitting | Surface pits, dark spots, fast localized rust |
| High-humidity indoor areas | Passive film breakdown and condensation | Early staining, seam corrosion, red rust in weak areas |
| Washdown / chemical cleaning zones | Chlorides, cleaners, and moisture retention | Spot corrosion, crevice attack, finish degradation |
| Drilled or fabricated field installations | Cross-contamination and damaged surface film | Rust around holes, cut edges, or tooling marks |
| Mixed-metal assemblies | Galvanic mismatch | Localized corrosion near screws, brackets, or contact points |
In high-humidity refrigerated or condensation-prone installations, corrosion risk often overlaps with enclosure sealing and moisture management. That is why stainless steel hardware failures are common in some cold storage hinge applications even when the base material appears correct on paper.
Corrosion Diagnosis Matrix: Cause, Symptom, Verification, Prevention
| Cause | Typical Symptom | Verification Method | Prevention |
|---|---|---|---|
| Passive film failure | Early staining, poor surface recovery | Copper sulfate test, process review | ASTM A967 passivation, clean finishing |
| Chloride attack | Pits, dark spots, rust in coastal or washdown use | Environment classification, ASTM G48 logic | Upgrade grade, reduce chloride exposure, improve rinsing |
| Grade 201 substitution | Fast red rust, weak corrosion resistance | XRF elemental analysis, MTR review | Incoming material verification, approved suppliers |
| Process contamination | Rust near holes, cuts, or fabrication marks | Surface inspection, tool trace, ASTM A380 cleaning review | Dedicated tools, post-drill cleaning and passivation |
| Hardware mismatch | Localized corrosion near screws or brackets | Assembly compatibility check | Use compatible fasteners and avoid galvanic pairs |
Verification Methods That Actually Matter
XRF Elemental Verification
XRF testing is one of the most effective ways to verify whether a claimed 304 hinge really contains the expected nickel, chromium, and manganese levels. This is especially useful when you suspect Grade 201 substitution or unstable supplier quality.
Neutral Salt Spray Testing
Neutral Salt Spray (NSS) testing provides a controlled method for comparing corrosion resistance in chloride environments. For procurement or engineering review, this is often more meaningful than relying on generic “stainless steel” claims in a catalog.
Copper Sulfate Test
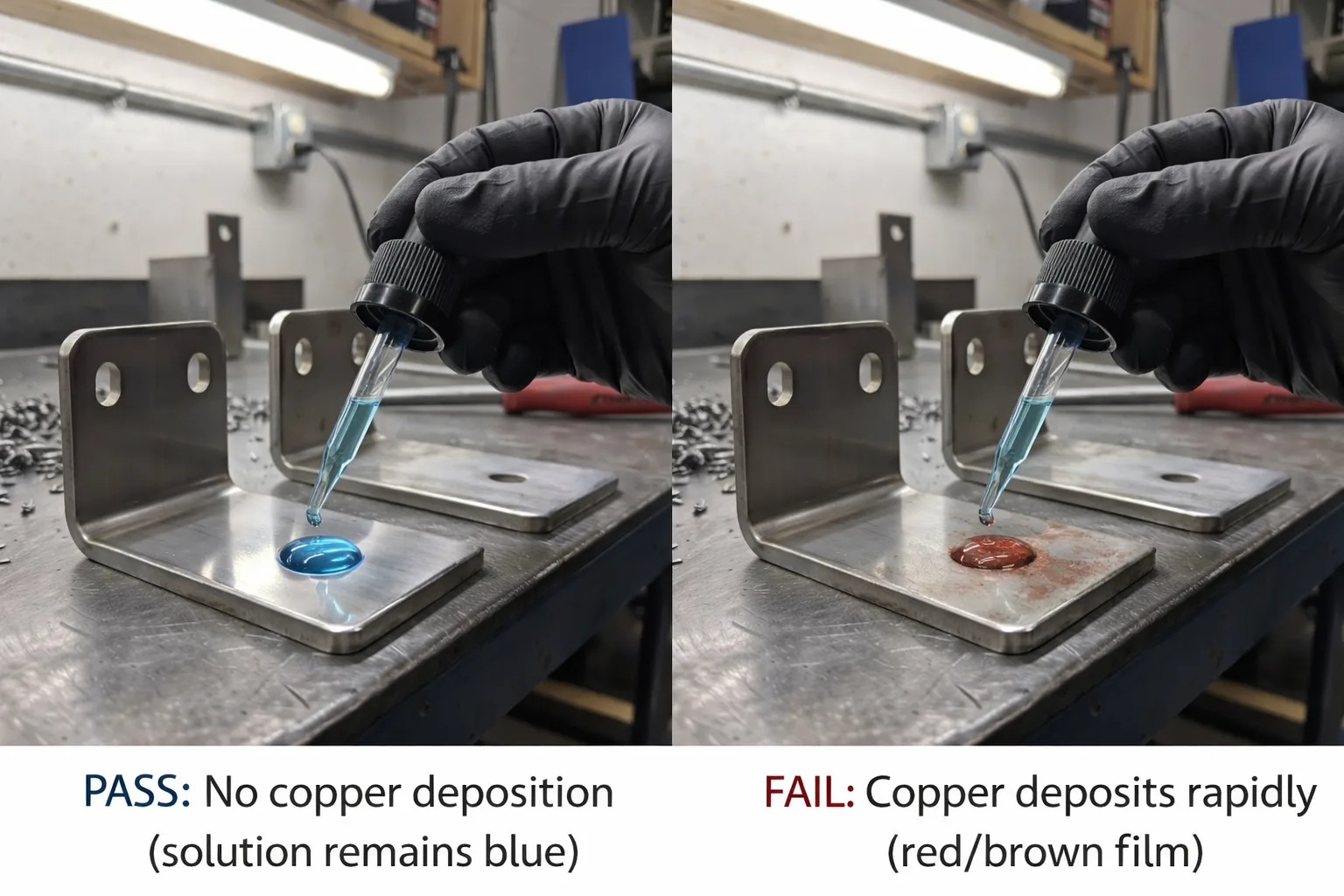
The copper sulfate test is a practical screening method for inadequate passivation. If copper deposition appears, the surface condition is not acceptable for long-term corrosion resistance.
Prevention Strategy: How to Reduce Corrosion Risk
- Specify the correct stainless grade for the real environment rather than using “stainless” as a generic label.
- Require documented material verification for critical projects.
- Use dedicated stainless fabrication tools or clean the surface properly after machining.
- Apply proper passivation after fabrication or drilling.
- Avoid mixed-metal hardware combinations that promote galvanic corrosion.
- Reduce moisture traps and crevice conditions in the installed hinge geometry.
If your decision depends heavily on environment class, enclosure exposure, and sealing expectations, compare your specification logic against NEMA 4X hinge requirements before locking the final hardware package.
Procurement Checklist for Stainless Steel Hinges
- [ ] Does the supplier provide an MTR or inspection document for the batch?
- [ ] Is the grade clearly specified as 304 or 316 rather than generic “stainless”?
- [ ] Has the surface been cleaned and passivated after fabrication?
- [ ] Are the fasteners and mating hardware compatible with the hinge alloy?
- [ ] Has the environment been classified for chloride, humidity, washdown, or galvanic risk?
- [ ] Are verification methods such as XRF or NSS available when needed?
FAQ
Q1: Why do stainless steel hinges rust if they are supposed to be corrosion-resistant?
A1: Because stainless steel depends on a passive surface film, and that film can fail under chloride attack, contamination, poor passivation, wrong grade material, or incompatible installation conditions.
Q2: Is rust after one week a sign of fake stainless steel?
A2: It can be. Extremely fast red rust often suggests Grade 201 substitution, poor passivation, or severe contamination rather than normal 304 stainless performance.
Q3: Why do stainless steel hinges rust around drilled holes?
A3: Drilling can damage the passive film and may embed carbon steel particles if the wrong tools are used, creating local corrosion cells.
Q4: Is 316 always better than 304 for hinges?
A4: In chloride-rich or coastal environments, often yes. But the correct choice depends on the real service environment, cleaning chemistry, and cost-performance target.
Q5: How can I verify whether a stainless hinge is really 304?
A5: The most reliable method is XRF elemental analysis supported by proper inspection documentation, rather than relying only on appearance or a seller claim.
Conclusion
Stainless steel hinge corrosion is rarely caused by one factor alone. Most failures happen because surface protection, material grade, fabrication control, and installation environment do not match the real service conditions. In other words, the hinge fails as a system, not just as a metal part.
The most practical way to reduce failure risk is to verify the grade, verify the process, verify the environment, and prevent corrosion at the design stage rather than reacting after red rust appears in the field.