Why Do Torque Hinges Lose Strength? Causes of Torque Decay and How to Prevent It
For any high-end equipment, the initial feel of a lid, screen, or access panel is often treated as a signature of quality. Torque hinges, also called friction hinges, are the hidden components that create that controlled resistance and precise positioning. But the real engineering challenge is not how they feel on day one. It is how they perform on day 500, day 1,000, and beyond.
In the field, engineers often encounter the same frustrating pattern: a hinge that originally felt stable and premium gradually loses holding force, lids begin to droop, screens wobble, damping becomes weak, and users start reporting looseness or uncontrolled movement. This phenomenon is commonly described as torque decay.
Torque decay is not random, and it is not always a simple quality defect. In most cases, it is the result of predictable interactions between friction, material properties, pre-load loss, lubrication behavior, assembly variation, and real operating conditions. This guide explains why torque hinges lose strength over time, how to distinguish normal decay from abnormal failure, and what engineers can do during selection, design, and validation to slow that decay and keep it within a safe functional range.
What Is Torque Decay?
The Engineering Definition
In engineering applications, torque decay refers to the gradual reduction in a hinge’s output holding torque after repeated opening and closing cycles, long-term static loading, or environmental exposure. It is a dynamic performance degradation phenomenon, not necessarily an immediate structural breakage event.
Typical symptoms include:
- Reduced static holding capability: a panel that once held any angle slowly begins to slide under gravity.
- Angle drift or backlash: after positioning, the hinge cannot hold the intended angle precisely.
- Weaker damping feel: the difference between breakaway torque and dynamic torque changes, making the hinge feel loose or unstable.
Decay vs. Structural Failure
It is important to distinguish performance attenuation from structural failure.
- Torque decay is usually progressive. For example, a hinge rated at 2.0 N·m drops to 1.6 N·m after 10,000 cycles.
- Structural failure refers to fracture, seizure, shaft deformation, severe corrosion, or internal component collapse.
Most industrial standards accept that some torque variation is a normal physical phenomenon. The engineering goal is not zero decay, but controlled decay that remains inside the product’s usable functional range.
How Torque Hinges Generate and Maintain Torque
Internal Structure of Typical Hinges
Although proprietary hinge designs vary, most torque hinges contain four core functional elements:
- Shaft: usually hardened steel or stainless steel, acting as the main rotational and load-bearing element.
- Friction pair: friction discs, clips, sleeves, or contact elements that generate resistance against the shaft.
- Pre-load components: wave springs, Belleville washers, or formed elastic clips that provide continuous contact pressure.
- Lubrication or damping medium: high-viscosity grease or damping grease that smooths feel and reduces uncontrolled wear.
Basic Physics of Torque Formation
The simplified torque relationship can be written as:
T = μ × F × r × N
Where:
- T = output torque
- μ = friction coefficient
- F = normal force or pre-load
- r = effective friction radius
- N = number of effective friction interfaces
This means torque stability depends heavily on two things staying stable over time: friction state and pre-load. Any change in lubrication quality, surface morphology, material relaxation, or dimensional fit can reduce one or both, and torque falls accordingly. For broader design formulas and baseline sizing logic, see our torque hinge selection guide.
In plain English: if the grease stops behaving correctly, the hinge loses friction stability. If the spring or elastic element relaxes, the hinge loses contact pressure. Either way, holding torque drops.
6 Engineering Causes for Torque Loss
1. Wear of Friction Materials
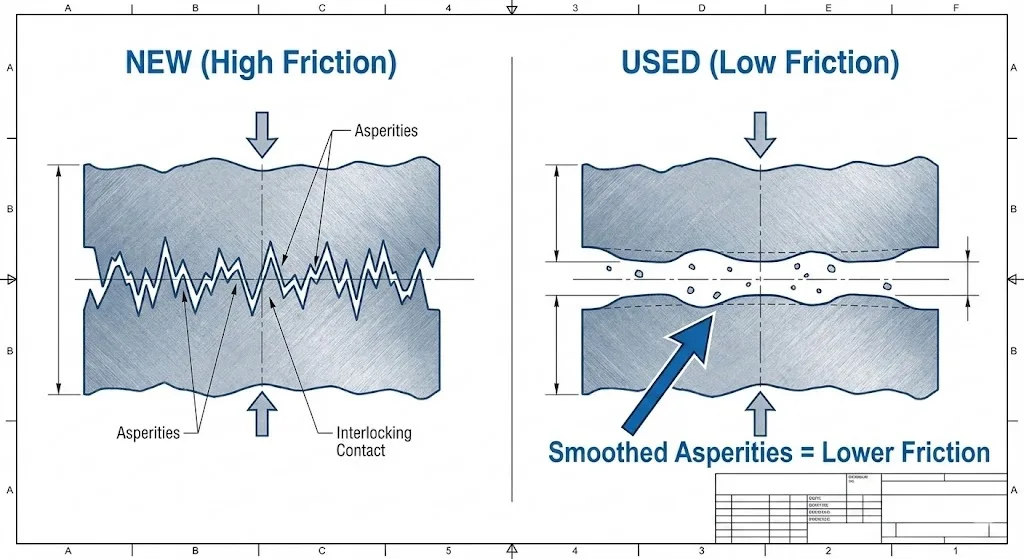
This is the most direct physical cause of torque reduction. At the microscopic level, contact surfaces are never perfectly smooth. Repeated rotational motion gradually wears down the asperities that contribute to mechanical interlocking and friction stability.
- As asperities wear, the effective interference decreases.
- The normal force acting between the friction pair can fall because geometry changes slightly.
- This is why many hinges experience their largest torque drop during the first 500 to 1,000 cycles, then stabilize for a period.
2. Aging or Migration of Lubrication Media
In torque hinges, grease is not just for lubrication. It is often part of the damping mechanism itself. That means grease instability is not a secondary issue. It is a direct torque-retention issue.
- Shear thinning: high-frequency motion can reduce effective grease viscosity.
- Grease migration: heat or centrifugal effects can move grease away from the working contact zone.
- Oil separation: ordinary grease may bleed base oil away, leaving dry thickener that behaves more like abrasive residue than a damping medium.
This is why high-end damping applications should not rely on generic grease. Where torque stability matters, engineers should define acceptance criteria such as low oil separation and, for demanding programs, consider PFPE-based damping grease. The old assumption that “any high-temperature grease is good enough” is one of the biggest reasons reliability programs fail.
3. Pre-load Release or Elastic Element Fatigue
Torque retention depends strongly on stable pre-load. If springs, clips, or preloaded friction elements lose restoring force, torque drops even if visible wear is minimal.
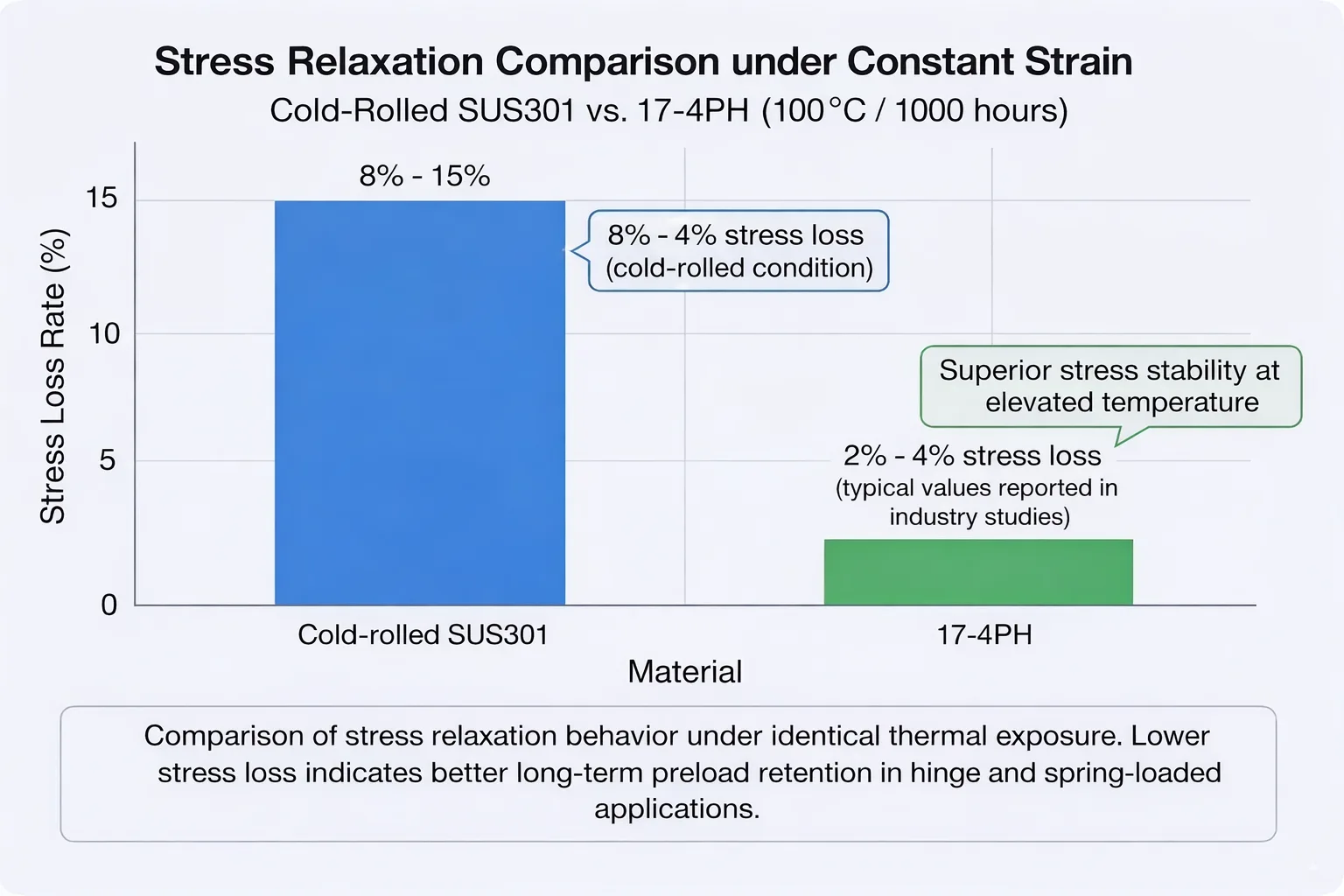
One of the most misunderstood engineering myths is that high yield strength automatically guarantees low relaxation. It does not. High strength mainly helps resist fracture. Relaxation is about microstructural stability under long-term stress and temperature. Cold-worked SUS301 may begin with impressive strength, yet still lose meaningful stress under heat and time. By contrast, 17-4PH can retain preload more effectively in demanding applications because its strengthening mechanism is more resistant to dislocation movement.
- Stress relaxation: spring force falls over time even when geometry appears unchanged.
- Creep: polymer or plastic elements can cold-flow under continuous stress.
- Practical outcome: the hinge feels looser because normal force falls, not necessarily because the hinge has broken.
4. Assembly Errors Causing Uneven Loading
Manufacturing tolerances and assembly accuracy directly influence wear rate and torque decay speed.
- If two hinges on a panel are not truly collinear, extra radial load is introduced.
- That leads to local point loading and sharply increased wear in one area.
- Once localized wear creates clearance, overall preload can release rapidly and the hinge loosens well before nominal design life.
Another hidden problem is assuming that a simple ±0.02 mm tolerance guarantees batch consistency. In micro or compact hinges, torque sensitivity to fit can be highly non-linear. A unit that looks “high torque” initially may actually be overloaded and then show cliff-like early decay. Statistical process control and fit pairing are often more useful than simple pass/fail dimensional checks. When dual-hinge assemblies are used, correct pairing also matters, which is why many engineers specify matched pairs to reduce unequal sharing and premature looseness.
5. Operating Conditions Exceeding Design Assumptions
Lab data is often generated under controlled conditions, but real use is harsher.
- Dynamic shock: slamming, vibration, or transport loads can cause micro-displacement or local yielding.
- Heat accumulation: rapid cycling can raise local temperature and change grease behavior.
- User handling variation: real opening and closing speed is rarely identical to lab conditions.
These effects are why a hinge that “passes” a supplier test can still underperform in actual equipment. Testing must reflect real weight, real motion, and real operating speed.
6. Environmental Factors Affecting Material Performance
Environmental stress is one of the most overlooked sources of torque instability.
- Temperature fluctuations: different materials expand and contract at different rates.
- Chemical exposure: cleaners and disinfectants can degrade grease or corrode springs and friction elements.
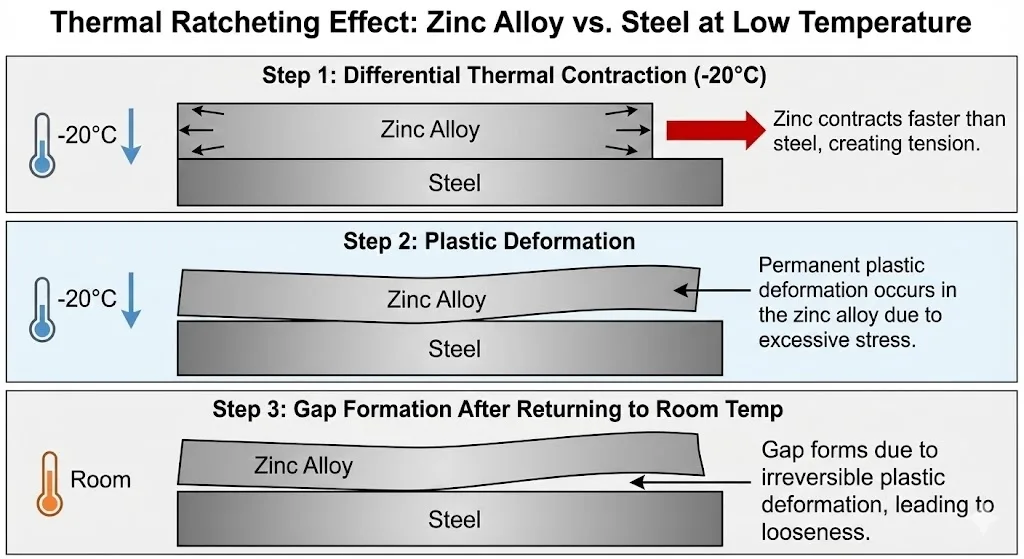
- Thermal mismatch: a steel shaft and zinc housing may react differently enough to alter interference fit and permanently reduce torque.
In severe low-temperature or cycling environments, thermal ratcheting can occur. If one material contracts more aggressively than another and local hoop stress exceeds yield, the housing can plastically deform. When temperature returns to normal, the geometry does not recover fully, and torque loss becomes irreversible. This is why thermal-shock validation should not be skipped in demanding programs.
Why Hinges Droop Despite Correct Theoretical Calculations
Limitations of Static Torque Calculation
A common calculation formula is:
Torque = Length × Weight × 0.5 × Safety Factor
This is useful, but incomplete. Problems appear when engineers assume static conditions remain valid across the full product life.
- Center of gravity may shift because of cables, fluid, accessories, or internal modules.
- Breakaway torque and dynamic torque are not always the same.
- A theoretically “adequate” hinge may still droop once vibration, tolerance, and decay are added to the model.
For broader worked examples on real lids, screens, and panel loads, refer to our torque hinge calculation case studies.
Stack-Up Effect of Tolerance and Decay
Consider this scenario:
- Nominal torque = 1.0 N·m
- Manufacturing tolerance = ±20%
- Delivered part happens to be at the low end = 0.8 N·m
- Normal field decay over time = 20%
Actual remaining torque becomes:
0.8 × 0.8 = 0.64 N·m
If the real application needed 1.0 N·m to remain stable, the hinge now droops badly even though the original design calculation seemed correct. This is why torque-decay expectations must be included during selection, not treated as an afterthought.
Which Applications Are Most Prone to Loosening?
High-Frequency Operation Equipment
- Industrial control panels and HMIs
- Medical cart monitors
- Laboratory instrument covers
- Service panels opened many times per shift
In these applications, cumulative wear and grease change happen faster, so higher-grade materials and stricter validation matter more.
Light Load but Off-Center Structures
- Ultra-thin displays with long lever arms
- Panels with cable drag, accessory weight, or off-center modules
- Doors with added springs, sensors, or latches
These are especially vulnerable because the nominal mass looks low, but the real dynamic moment is higher than expected.
Can Torque Decay Be Completely Avoided?
Realistic Engineering Conclusion
No. From a physics standpoint, where there is friction, there is wear. Where there is stress, there is relaxation. Zero decay is not a realistic engineering target.
The practical engineering goal is to control the rate of decay so that torque stays inside the functional range throughout the product’s intended life cycle.
Reasonable Expectation Management
- Define end of life clearly: for example, “after 20,000 cycles, torque decay shall not exceed 20%.”
- Reserve realistic margin: design selection should include a usable torque margin for future decay.
- Avoid excessive preload as a shortcut: simply oversizing initial torque can accelerate relaxation or early wear in some designs.
This last point is important. One of the old myths is that a 50% safety factor always makes the hinge safer. In reality, if the material is prone to relaxation, excessive initial preload can increase stress and accelerate long-term degradation instead of preventing it.
Design Strategies to Mitigate Torque Decay
Structure and Material Control Strategies
- Select the right friction pair: hardened steel-on-steel or steel-on-engineering-plastic can outperform softer combinations depending on the application.
- Use stable pre-load materials: for demanding programs, evaluate whether 17-4PH or other more stable spring materials are more appropriate than cold-worked SUS301.
- Target usable roughness: extremely mirror-smooth shafts can actually worsen grease retention and stiction; a practical Ra range such as 0.4–0.8 µm may be better for long-term tribology performance.
- Increase friction area where possible: multi-disc or multi-surface structures can reduce local pressure versus single-point contact designs.
- Consider compensation features: designs using adjustable preload can sometimes regain part of the lost holding force, which is why some engineers explore adjustable torque hinges in serviceable applications.
- Control fit variation: SPC, Cpk targets, and match machining can reduce torque spread between batches.
For corrosive, thermal, or harsh-duty trade-offs, consult our torque hinge material guide. For applications where long-term holding force consistency is a core requirement, it is also useful to compare design intent with constant torque hinges and their role in sustained positioning performance.
Testing and Verification Recommendations

Do not rely only on supplier brochure values. Verification should include realistic lifecycle and environmental testing.
- Lifecycle testing: use relevant durability references such as SEFA or ANSI/BIFMA where appropriate for the application.
- Real loading: test with actual door or panel weight and actual center of gravity, not just a bare hinge on a test spindle.
- Thermal shock and cycling: verify whether thermal expansion mismatch changes torque retention.
- Grease screening: review oil separation, viscosity stability, and long-term retention.
- Full lifecycle torque monitoring: do not only record whether the hinge breaks; record torque decay over time.
One of the most important lessons from failure analysis is this: “did not break” is not the same as “still functional.” Stiffness degradation and holding-force loss usually appear well before fracture. For heavy-panel support scenarios, it is also worth comparing whether a hybrid solution such as torque hinges vs gas springs vs springs may offer better long-term stability than a single-component approach.
FAQ
Q1: Is a torque hinge getting loose always a quality issue?
A: Not necessarily. In many cases it is a normal result of wear and stress relaxation. It becomes a quality issue when decay happens abnormally fast or causes early functional loss outside expected life.
Q2: When does torque decay typically occur?
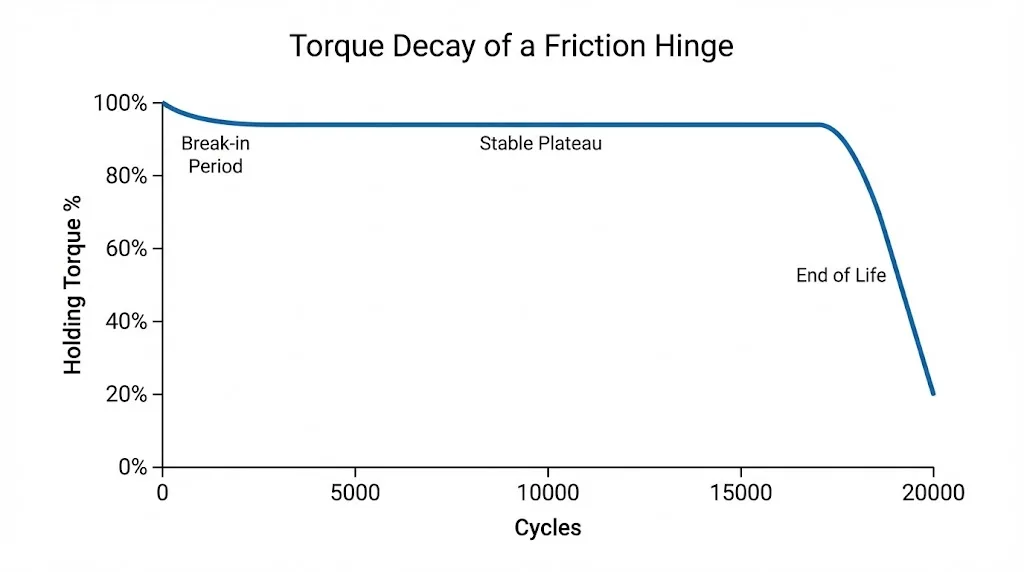
A: It often follows a bathtub-like pattern: noticeable drop during early break-in, a longer stable period, then faster decline near end of life. Exact timing depends on load, materials, environment, and cycling rate.
Q3: Can I restore hinge life by tightening the hinge?
A: Only in limited cases where an adjustable hinge lost preload slightly. If grease has failed or wear is already significant, re-tightening may only accelerate final seizure or wear.
Q4: Can I speed up lifecycle testing to save time?
A: Be careful. Overly high test speed can generate frictional heat and produce invalid results. Test speed should remain representative of real human or device use, not just lab convenience.
Q5: Can torque decay be eliminated completely?
A: No. The engineering objective is to keep decay predictable and acceptable over the intended service life, not to achieve impossible zero-decay behavior.
Conclusion
Torque decay is not black magic. It is the result of materials science, tribology, preload stability, lubrication behavior, environmental exposure, and manufacturing discipline acting together over time. When engineers focus only on initial torque values and ignore how those values change in real service, hinge reliability problems become almost inevitable.
The right strategy is not to look for an everlasting hinge. It is to understand the real operating conditions, reserve intelligent margin, choose materials and grease scientifically, validate against realistic test conditions, and define an acceptable decay window from the start. When this is done well, torque decay can be controlled tightly enough that product feel, safety, and performance remain stable across the intended lifecycle.